Описание ситуации
При эксплуатации матриц штампов для холодной объемной штамповки в связи с различными факторами, такими как физико-механические свойства обрабатываемого материала, усилия деформации, смазывающе-охлаждающие жидкости, силы трения, происходит износ вставок матриц, это приводит к необходимости замены матриц штампов. Повысить износостойкость вставки нижней матрицы штампа можно за счет применения технических решений, снижающих воздействие вышеперечисленных факторов.
Анализ ситуации
Повысить износостойкость детали, определяющей надежность и долговечность изделия в целом можно за счет замены марки материала детали и введения операций, непосредственно влияющих на качество поверхностного слоя: термическая (закалка сплошная, ТВЧ) или химико-термическая (цементация, азотирование, нитроцементация и т.п.) и на повышение механических свойств детали: шлифование основных и вспомогательных баз. Также можно применить один из методов поверхностного пластического деформирования, которые обеспечивают и улучшение качества поверхностного слоя, и повышение механические свойств материала детали без замены марки материала.
Разработка обобщенного технического решения
При замене марки материала детали и введении дополнительных операций повышения износостойкости детали себестоимость обработки существенно возрастает.
Возникает следующая идея: применить один из методов поверхностного пластического деформирования при некотором повышении себестоимости обработки за счет удорожания детали в целом. Затраты на производство матриц штампоа снизятся, так как существенно повышается их долговечность.
Поиск информации
Задачей данного этапа является обеспечение достаточной полноты и достоверности исследования путем тщательного отбора и анализа патентно-технической информации.
В качестве источника информации принимаем следующую патентную документацию:
описание изобретений к авторским свидетельствам и патентам,
бюллетень изобретений РФ,
реферативный сборник ВНИИПИ,
изобретения стран мира, а также следующую техническую литературу:
реферативный журнал ВИНИТИ (14А)
журналы ''Вестник машиностроения'', ''Станки и инструменты'', ''Изобретатель и рационализатор'' а также книги и работы в области обработки металлов резанием, поверхностного пластического деформирования.
Просматривая источники информации, отбираем такие документы, по названиям которых можно предположить, что они имеют отношение к исследуемому техническому решению (ИТР) – повышению износостойкости деталей за счет поверхностного пластического деформирования.
Сведения о технических решениях, имеющих отношение к ИТР, заносим в таблицу 2.8.1/
Таблица 2.8.1
| Название статьи, автор | Библиографические данные | Краткое содержание |
| Внедрение в производство процесса вибрационного обкатывания/ Шнейдер Ю.Г. | «Станки и инструменты», 1975 №3 | Даны примеры вибрационного обкатывания в различных отраслях промышленности и некоторые результаты внедрения. Рис.4, библ. 3. |
| Сглаживающее накатывание/ Мацуда Йоити | Реферативный журнал ВИНИТИ, 1980 №12 | Описан механизм сглаживающего накатывания коническими роликами наружных и внутренних цилиндрических и конических поверхностей. Рекомендуются режимы сглаживающего накатывания. Ил. 10. |
| Упрочненяемость закаленных шлифованных сталей при виброударной обработке/Бабичев А.П., Матюхин Е.В,, Шевцов С.Н, | «Вестник машиностроения», 1980 №7 | Приведены расчеты и результаты экспериментов, показавшие, что определяющую роль в процессе упрочнения закаленных шлифованных сталей играют микрогеометрические параметры поверхности. Установлено, что процесс виброударного упрочнения закаленных сталей с различной шероховатостью поверхности имеет качественно другой характер. Ил.6, библ.6. |
| Упрочнение металлов при циклическом знакопеременном нагружении/ морозов И.М. | Реферативный журнал ВИНИТИ, 1980 №10 | Получены аналитические соотношения, описано упрочнение металла при циклическом знакопеременном нагружении с постоянной амплитудой деформации. Показано, что эти соотношения удовлетворительно согласуются с литературными данными и м.б. использованы для прогнозирования упрочнения металла при циклической знакопеременной нагрузке. |
| Оптимизация упрочняющего шлифования/ Бояршанов Ю.А. | «Технология производства деталей летательных аппаратов и двигателей»Казань, 1979. | Анализируются оптимальные условия реализации процесса упрочняющего шлифования. Даются рекомендации по применению упрочняющей обработки в различных эксплуатационных условиях. Библ.7. |
| Способ чистовой обработки деталей ППД/Барсегян А.К. | Авт.свид-во № 703316 | Предлагается способ чистовой обработки деталей ППД, при котором деформирующим элементам задают сложное перемещение по обрабатываемой поверхности. Ил.2, библ.2. |
| Дробеструйная обработка деталей машин/Horovitz J. | Реферативный журнал ВИНИТИ, 1980 № 3 | Отмечается, что путем воздействия на поверхность металлической детали ударами дроби, имеющей частоту от 30 до 200 м/с и соответственно большую кинетическую энергию, удается существенно изменять свойства поверхностного слоя металла. Наряду с упрочнением дробеструйный наклеп существенно повышает у многих металлов и сплавов стойкость коррозии под напряжением. Ил.12. |
| Ультразвуковая упрочняющая обработка деталей/Арушанов В.П. | «Машины и нефтяное оборудование», 1979 №5 | Показано, что после ультразвукового упрочнения шероховатость поверхности Ra уменьшается в среднем с 3,55 до 0,33. Микротвердость поверхности втулок в среднем увеличилась с 518 до 794 кг/мм2. |
| Вибровихревой метод упрочняющей чистовой обработки деталей машин/Гуганов А.П., Житомирский М.Б. | «Технология и автоматизация процессов в машиностроении», Пенза, 1979 №8 | В результате вибрации подпружиненного инструмента получается повышение твердости, уменьшается Ra. В результате выполнения исследований получено уравнение для определения необходимой величины усилия в зависимости от действия ряда факторов. |
| Обкатывание роликовыми головками | «Обзор польской техники», 1979 №8 | Сообщается о работах института обработки резанием, которые сосредоточены на разработке унифицированного инструмента для раскатывания внутренних и наружных цилиндрических поверхностей, исследовании влияния параметров обкатывания на состояние поверхностного слоя, а также на исследованиях, направленных на разработку технологических методов поверхностной обработки методом холодного наклепа. Ил.5. |
| Обработка дробью деталей машин/ Baldauf T.K. | Реферативный журнал ВИНИТИ, 1980 № 2 | Освоено применение обработки дробью для повышения усталостной прочности деталей машин. Проводятся некоторые практические рекомендации по обработке дробью. |
| Деформационное упрочнение металлов/ Калачев М.Н. | «Наука и техника», М., 1980, 256 с. | В книге рассмотрены актуальные вопросы пластической деформации, ее влияние на механические свойства металла. Проведен анализ изменения сопротивления деформации и интенсивности деформационного упрочнения металлов и сплавов в зависимости от основных факторов. Представлены новые результаты теоретических и экспериментальных исследований влияния механической схемы деформации на течение металла при различных условиях деформирования. |
| Упрочняюще-отделочная обработка рабочих поверхностей деталей машин ППД/ Лурье Г.Б., Штейнберг Я.И. | НИИМАШМ., 1971, 156 с. | В обзоре обобщен опыт отечественной и зарубежной промышленности по упрочняюще-отделочной обработке ППД цилиндрических, конических, сферических и других поверхностей деталей. Приводятся рекомендации по применению упрочняюще-отделочной обработки в различных отраслях машиностроения. |
| Поверхностное упрочнение деталей машин и инструментов/ Сб. научных трудов. | КПИ им.Куйбышева, Куйбышев, 1976, 148 с. | В сборник включены научные статьи, освещающие результаты наиболее актуальных исследований в области упрочняющей технологии, а также внедренные в производство конструкторские и технологические разработки. |
| Руководство к лабораторным работам по курсу «технология упрочнения деталей ППД»/ Петросов В.В., | ТПИ, Тольятти, 1975, 76 с. | В руководстве описывается сущность методов ППД, содержит методические указания к проведению лабораторных работ. |
| Технология упрочнения т.2./ Поляк М.С., | «Машиностроение», Москва, 1995, 688 с. | В книге описаны проблемы упрочнения деталей машин, даны реальные конкретные технологические рекомендации промышленности по методике внедрения процессов упрочнения. |
| Гидродробеструйное упрочнение деталей и инструмента/ Петросов В.В., | «Машиностроение», Москва, 1977, 170 с. | В книге описаны экспериментальные исследования и практика внедрения нового, гидродробеструйного метода упрочнения (ГДУ) поверхностным пластическим деформированием на гидродробеструйных эжекторных установках (ГДЭУ), разработанных автором; раскрыта физическая сущность процесса; приведено сопоставление этого метода упрочнения с другими; показано, что ГДУ деталей машин, работающих в условиях циклических нагрузок, обеспечивает значительное повышение прочностных чвойств, надежности при сохранении низкой шероховатости, а ГДУ режущего инструмента – повышение стойкости. Ил.!03, библ. 45. |
| Гидродробеструйное упрочнение модульного инструмента/ Петросов В.В., Шельвинский Г.И., Михайлов А.В. | КПИ им.Куйбышева, Куйбышев, 1975. | Описан метод гидродробеструйного упрочнения режущих инструментов. Приведены схемы обработки дробью и установок ГДЭУ. |
Выбор конкретного технического решения
Изучив и проанализировав сущность отобранной документации по сведениям, содержащимся в графе 3 таблицы 2.8.1 , выясняем, что для увеличения износостойкости деталей матриц штампов наиболее близким и благоприятным для выше описанной ситуации, а так же наиболее соответствующим идее обобщенного технического решения, является применение метода гидродробеструйной обработки.
Формирование научных целей и задач
Целью данных исследований является изучение факторов, влияющих на износ вставки нижней матрицы штампа и выбор решения, позволяющего повысить стойкость детали.
Задачей исследований является разработка способа повышения износостойкости вставки нижней.
Формирование исходной научной гипотезы
Предполагаем, что повысить износостойкость вставки нижней матрицы штампа из быстрорежущей стали можно путем применения поверхностного пластического деформирования материала детали за счет гидродробеструйной обработки.
Выбор вида исследований
Ввиду отсутствия материальной базы и достаточного объема теоретических и практических знаний в данной области в качестве вида исследований выбираем литературные.
Подготовка исследований
В качестве источников информации используем научно-техническую литературу, посвященную гидродробеструйному упрочнению деталей [ПЕТРОСОВ 1,2].
Данные о проведении исследований
Сущность способа ГДУ заключается в обработке деталей шариками, эжектируемыми смазывающе-охлаждающей жидкостью. Для осуществления этого способа разработана гидродробеструйная эжекторная установка ГДЭУ.
Принципиальная схема ГДЭУ
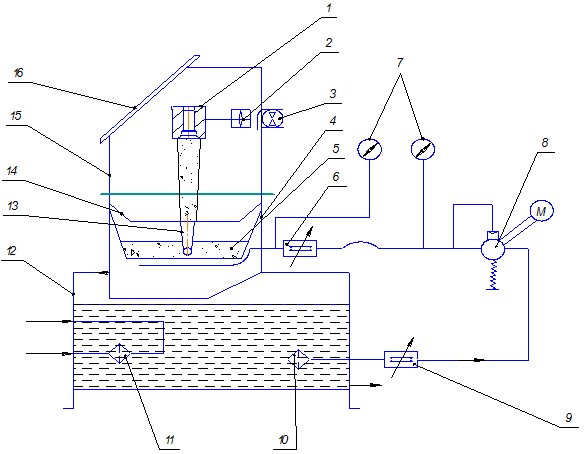
Рис. 2.8.1
На общей раме установки ГДЭУ смонтированы насосная станция 8, в качестве которой применен электронасос РЗ-30И, и масляная ванна 12 с установленными на ней нижней 4 и верхней 15 камерами. В нижней камере 4 смонтирован блок из трех сопел-эжекторов 13, окруженный разделительной сеткой 5, в которую засыпаны шарики от шарикоподшипников. Размер ячейки исключает возможность выпадания целых шариков в ванну 12. В верхней камере 15 смонтирован поворотный привод 2 вращения обрабатываемых деталей. Приводом служит мотор-редуктор исполнительного механизма ПР-1М. Для удаления паров рабочей жидкости и трансформаторного масла из камеры 15 служит вентиляционное устройство 3, которое соединяется с вентиляционной системой или с маслоотделителем. Масло при работающем насосе 8 засасывается из ванны 12 через фильтр 10 и при открытых дросселях 9 и 6 подается в коллектор сопл-эжекторов, откуда рабочая жидкость через форсунки проходит через эжекционные камеры и, захватывая шарики с жидкостью, проходящие через эжекционные окна (уровень засыпки шариков выше эжекционных окон на 15-20 мм), в виде рабочей суспензии выбрасывается через сопла в направлении обрабатываемой поверхности.
После отражения от обрабатываемой поверхности шарики возвращаются на сетку 5, а масло, проходя через нее, попадает в ванну. Для поддержания постоянной температуры масла (30-40°С) служит маслоохладитель 11. В качестве охлаждающей жидкости используется проточная вода.
Гидродробеструйный способ упрочнения – процесс отличающийся от остальных видов ППД следующими основными преимуществами.
В поверхностном слое детали:
а) остаточные напряжения только сжимающие и, как правило, не имеют практически подслойного максимума;
б) шероховатость поверхности понижается;
в)микрогеометрия улучшается, так как радиусы закругления впадин (лунок от шаров) и выступов, определяющих опорную поверхность. Увеличиваются;
г)исключен процесс газонасыщения в связи со снижением температуры в зоне контакта и наличием изоляции поверхностного слоя материала от атмосферы непрерывной жидкостной пленкой.
Таким образом, повышение и стабилизация качества при ГДУ создают предпосылки для широкого применения этого метода обработки в промышленности как более качественного и надежного
Обработка результатов
В качестве повышения износостойкости вставки нижней из вольфрамомолибденовой быстрорежущей стали предлагаем применить упрочнение детали гидродробеструйной обработкой; данные по проведению экспериментов: зависимость микротвердости и высотты микронеровности поверхности от режимов обработки (давление жидкости и время упрочнения), влияние ГДУ на твердость материала детали и зависимость времени упрочнения от скорости ударов дробью представлены на листе 05.М15.277.82.000.
Дата: 2019-05-28, просмотров: 373.