Задача раздела – спроектировать приспособление для прессовых операций, учитывая требования, касающиеся сроков выполнения задания и создания для рабочего лучших условий труда в отношении удобства, легкости и безопасности.
Обоснование необходимости проектирования приспособления
При разработке технологического процесса сборки особое внимание должно быть уделено оснащению операций сборочными приспособлениями и инструментом, при этом техническое совершенство их является одним из основных факторов, обусловливающих эффективность процесса сборки машин.
Основными факторами, влияющими на выбор схемы и конструкции приспособления, а также определяющими эффективность его использования в технологическом процессе сборки изделия являются объем выпуска изделия, требуемая точность и последовательность сборки. Также при выборе типа приспособления наряду с экономическими требованиями необходимо учитывать требования, касающиеся сроков выполнения задания и создания для рабочего лучших условий труда в отношении удобства, легкости и безопасности.
Так как технологический маршрут предусматривает сборку в основном на прессовых операциях, целесообразно спроектировать одно приспособление для запрессовки всех деталей изделия. Методика проектирования [4].
Определение базовых поверхностей, которые могут быть использованы для фиксации матрицы в приспособлении
Базовыми поверхностями, которые будут использоваться для фиксации матрицы в приспособлении, будет опорный торец и наружная цилиндрическая поверхность бандажа наружного 1. Фиксироваться он будет в специальном центровочном кольце.
Усилия запрессовки
Усилия, возникающие при запрессовке рассчитаны ранее в пункте 1.5.3. Наибольшая сила запрессовки P, кН, необходимая для сборки бандажа внутреннего в бандаж наружный: 
Наибольшая сила запрессовки P, кН, необходимая для сборки комплекта вставка верхняя, кольцо, вставка нижняя в бандаж внутренний: 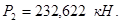
Описание конструкции приспособления
Приспособление предназначено для базирования и фиксации базовой детали изделия и для запрессовки в нее остальных деталей на гидравлическом прессе 1П756. Приспособление содержит: плиту верхнюю 1, которая крепится к пресса болтами 6, шайбами 7 и гайками 8; плиту нижнюю 2, которая крепится к пресса болтами 6, шайбами 7 и гайками 8;
кольцо центрирующее 3, устанавливаемое на плиту нижнюю 2; для запрессовки бандажа внутреннего в бандаж наружный: накладка 10 устанавливается непосредственно на опорный торец бандажа внутреннего; для запрессовки комплекта вставка верхняя, кольцо, вставка нижняя:
плита запрессовочная 4 также устанавливается непосредственно на торец вставки нижней, фиксатор 5, крепящийся к плите запрессовочной винтом 8, удерживает плиту за счет того, что находится внутри вставки нижней. Приспособление работает следующим образом: базовая деталь изделия – бандаж наружный фиксируется в кольце центрирующем 3, затем деталь бандаж внутренний устанавливается в бандаж наружный на ней закрепляют накладку 10, после чего при помощи плиты верхней идет запрессовка бандажа внутреннего в бандаж наружный, запрессовка комплекта вставка верхняя – кольцо - вставка нижняя происходит аналогично, вместо накладки используется плита запрессовочная 4 с фиксатором 5.
Чертеж приспособления приведен на листе 05.М15.277.50.000.СБ, накладки – на листе 05.М15.277.50.010 (см. Приложение).
2 технологический процесс изготовления вставки нижней
2.1 Анализ исходных данных
Задача данного раздела – на базе анализа технических требований предъявляемых к детали и годового объема выпуска сформулировать задачи, которые необходимо решить в дипломном проекте для достижения цели, сформулированной во введении.
Анализ служебного назначения детали
Деталь – вставка нижняя располагается в матрице штампа. В связи с тем, что выдавливание материала поковки происходит по внутренним поверхностям вставки, иначе называемыми «фигурой», деталь в процессе эксплуатации испытывает значительные нагрузки и имеет невысокую стойкость.
Систематизация и классификация поверхностей
Цель систематизации поверхностей – выявление поверхностей, имеющих определяющее значение для выполнения детали своих функций. При систематизации поверхностей будем опираться на данные (рис.2.1.1).
Цель классификации поверхностей по служебному назначению – выявление поверхностей являющихся: основными и вспомогательными конструкторским базами, поверхности выполняющие исполнительные функции детали, а также свободные поверхности не входящие во взаимодействие с другим сопряженными поверхностями. Классификацию поверхностей детали по служебному назначению сводим в таблицу 2.1.1.
Схема кодирования детали
Рис. 2.1.1
Таблица 2.1.1
Классификация поверхностей детали по их функциональному назначению
| № п/п | Виды поверхностей | Номера поверхностей |
| 1 | Исполнительные | 6,7,8,9,10 |
| 2 | Основные конструкторские базы | 1,4,5 |
| 3 | Вспомогательные конструкторские базы | 2 |
| 4 | Свободные | 3 |
Дата: 2019-05-28, просмотров: 344.