Рис. 2.5.5
5)Ограничение по шероховатости поверхности

 , (2.5.8)
, (2.5.8)
где r – радиус при вершине резца, r = 1,5 мм.
 .
.




Ограничение по шероховатости поверхности
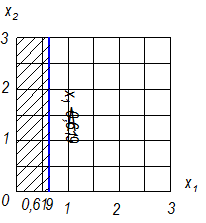
Рис. 2.5.6
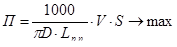
Целевая функция


Решение графическим методом
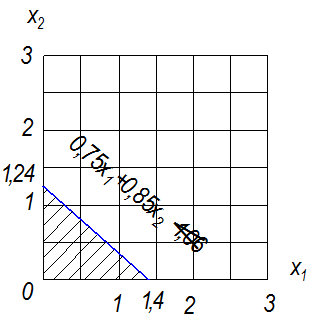
Система ограничений:
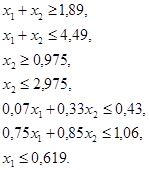
На графике лист 05М15.277.81 построим систему ограничений и целевую функцию.
Найдем оптимальную точку, т.е. ту, в которой целевая функция Z будет максимальной. Рассмотрим точки фигуры, наиболее удаленные от начала координат – точки А и В.
Определим их координаты:
т. А:



т. B:


т. C:

Найдем значение целевой функции в этих точках:



ZВ®max Þ т. В – оптимальная.
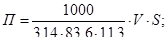
Рассчитаем скорость резания и подачу, используя полученные данные:

Отсюда: 

Отсюда: 
В ходе моделирования процесса точения были определены подача S = 0,52 мм/об и скорость резания V = 9,44 м/мин, которые являются оптимальными при заданных условиях. Полученные значения свидетельствуют о том, что чем больше подача, тем выше производительность, что не всегда соответствует реальным фактам.
В [9] оптимальная подача намного ниже полученной:
Sопт = 0,43÷0,49 мм/об, соответственно скорость резания будет выше.
В выполненном моделировании учитывались только такие факторы как прочность инструмента, температура в зоне резания, мощность привода главного движения станка и его кинематика. Не вводились в качестве ограничений точность обработки, качество поверхности (шероховатость), стойкость инструмента и др. Поэтому определенные значения скорости резания и подачи отличаются от справочных.
Увеличить скорость резания, понизить подачу можно:
- улучшая геометрические параметры резцов: увеличить значение переднего угла g;
- снижая стойкость инструмента за счет уменьшения радиуса скругления.
2.6 Проектирование приспособления для контроля пространственных отклонений
Задача раздела – спроектировать приспособление для контроля внутренних цилиндрических поверхностей вставки нижней относительно наружной цилиндрической.
Исходные данные
На рис. 2.6.1 представлена схема контроля требуемого параметра радиального биения:
Схема контроля
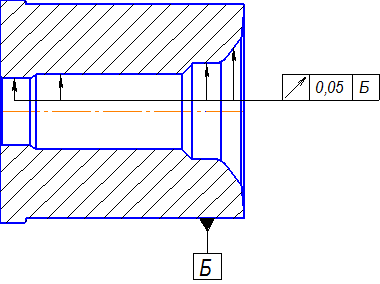
Рис. 2.6.1
Описание конструкции приспособления
Приспособление предназначено для контроля радиального биения внутренних поверхностей вставки нижней. Приспособление содержит:
плиту 1, которая устанавливается на ножках 9; призму 3, в которую устанавливается вставка нижняя; планку 2 для вращения детали во время проведения контроля, которая крепится к плите винтами 11 и гайками 14; щуп 4, передачу рычажную 5, держатель индикатора 6, крепящийся к передаче рычажной винтом 15, пружину сжатия 12 и индикатор 7, при помощи которых происходит измерение и снятие данных; передача рычажная 5 крепится к опоре 8 винтами 13, опора в свою очередь прикреплена к плите при помощи винтов 11 и гаек 14. Приспособление работает следующим образом: деталь вставка нижняя устанавливается в призму 3, при помощи щупа 4 происходит контроль радиального биения всех внутренних поверхностей детали за счет вращения вставки нижней вручную и передвижения щупа 4, которое обеспечивается перемещением опоры 8 по Т-образным пазам плиты 1, данные измерений контролер считывает с индикатора часового типа 7. Чертеж приспособления представлен на листе 05.М15.277.52.000СБ.
Дата: 2019-05-28, просмотров: 336.