Содержание
Введение
1 Технологический процесс сборки матрицы штампа холодной объемной штамповки корпуса внутреннего шарнира ВАЗ 2108
1.1 Анализ исходных данных
1.2 Размерный анализ
1.3 Разработка технологической схемы сборки
1.4 ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ И СОСТАВЛЕНИЕ МАРШРУТНОЙ ТЕХНОЛОГИИ СБОРКИ
1.5 Проектирование сборочных операций
1.6 Проектирование приспособления для прессовых операций
2 Технологический процесс изготовления вставки нижней
2.1 Анализ исходных данных
2.2 Выбор и проектирование заготовки
2.3 Выбор технологических баз, маршрут и план изготовления
2.4 Проектирование технологических операций
2.5 Линейная оптимизация режимов резания
2.6 Проектирование приспособления для контроля радиального биения
2.7 Патентные исследования
2.8 Научные исследования
3 Безопасность и экологичность проекта
4 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРОЕКТА
Заключение
1 технологический процесс сборки матрицы штампа холодной объемной штамповки корпуса внутреннего шарнира ваз 2108
1.1 Анализ исходных данных
Задача данного раздела – на базе анализа технических требований предъявляемых к изделию и годового объема выпуска сформулировать задачи, которые необходимо решить в дипломном проекте для достижения цели, сформулированной во введении.
Анализ служебного назначения изделия
Матрица штампа третьего перехода для холодной объемной штамповки предназначена для окончательного формообразования поковки корпуса внутреннего шарнира ВАЗ 2108. В течение трех переходов из заготовки (прутка) при помощи последовательного выдавливания на трех штампах на прессе «Брет 1250 т.с.» образуется поковка.
Анализ технологичности конструкции изделия
Анализ технологичности конструкции матрицы штампа будем производить, руководствуясь [1].
Общими требованиями к конструкции изделия, независимо от типа производства, отрасли машиностроения, являются:
а) возможность узловой сборки, т.е. наличие в конструкции сборочных единиц, допускающих независимую сборку;
б) возможность одновременного и независимого присоединения узлов к базовому элементу изделия;
в) возможность механизации сборочных работ;
г) инструментальная доступность;
д) контролепригодность;
е) высокая степень унификации деталей и сборочных единиц;
ж) применение несложных сборочных приспособлений;
з) использование методов обеспечения точности.
Конструкция изделия удовлетворяет общим требованиям, так как:
- в конструкции имеются в наличии сборочные узлы, допускающие независимую сборку;
- сборочные работы механизированы;
- обеспечивается инструментальная доступность, в том числе при механической обработке;
- изделие пригодно для контроля.
Требования к конструкторской документации. В технических требованиях на сборку должны быть указаны:
а) точность положения или взаимного перемещения исполнительных поверхностей изделия;
б) методы обеспечения точности замыкающих звеньев изделия;
в) методы выполнения соединений, требования к герметичности соединений, жесткости соединений;
г) методы промежуточного и окончательного контроля;
д) моменты затяжки ответственных резьбовых соединений;
е) точность балансировки вращающихся частей изделия.
Исходя из вышеперечисленных требований, делаем вывод, что конструкторская документация на сборку, т.е. чертеж, не отвечает требованиям технологичности, так как:
- не указаны методы обеспечения точности замыкающих звеньев изделия;
- неясно сформулирован метод выполнения соединений;
- не указаны методы промежуточного и окончательного контроля.
Кроме того, при простановке обозначений размеров и чистоты поверхностей не были учтены последние изменения в [2].
Переработанный чертеж представлен на листе 05.М15.277.50.000.СБ дипломного проекта.
Определение типа производства и обоснование формы его организации
Сопоставив количество изготавливаемых изделий (1000 шт. в год) с трудоемкостью сборки изделия (5,2 часа) по [3] можно определить тип производства. В данном случае мы имеем среднесерийный тип производства.
Рассчитаем объем партии запуска изделий, шт:
 (1.1.1)
(1.1.1)
где Nг – годовой объем выпуска изделий;
F – число рабочих дней в году.
Среднесерийное производство характерно применением стационарной и подвижной поточной сборки с расчленением работ и регламентированном их выполнении при большом оперативном времени.
В проекте применяется стационарная неподвижная сборка с расчленением работ.
Постановка задач проекта
Задачей дипломного проекта является повышение качества и срока службы матрицы штампа за счет создания прогрессивного и наиболее экономичного технологического процесса изготовления вставки нижней и сборки матрицы штампа холодной объемной штамповки.
В связи с этим планируется:
- определить метод точности сборки при помощи размерного анализа;
- применить при создании техпроцесса сборки современное высокопроизводительное оборудование, современные приспособления;
- спроектировать сборочное приспособление, обеспечивающее точность сборки изделия;
- применить оптимальный метод получения заготовки в техпроцессе изготовления вставки нижней;
- применить современное высокопроизводительное оборудование, современные приспособления, современные инструментальные материалы;
- спроектировать приспособление для контроля радиального биения внутренних поверхностей вставки нижней;
- провести линейную оптимизацию режимов резания на токарной операции;
- провести патентные исследования повышения стойкости шлифовального круга;
- провести научные исследования для определения увеличения износостойкости вставки нижней за счет гидродробеструйной обработки внутренних поверхностей;
- произвести расчет проекта на безопасность и экологичность;
- добиться наибольшей экономической эффективности проекта.
1.2 Размерный анализ
Задача данного раздела – определение метода точности обеспечения сборки на основе решения конструкторских сборочных размерных цепей.
При обеспечении нормальной работоспособности матрицы в процессе изготовления входящих в него деталей и общей сборки необходимо достичь точности в следующем параметре: не допустить превышения радиального биения внутренней поверхности вставки нижней 5 относительно внешней поверхности бандажа наружного 1.
Составим уравнение размерной цепи, обеспечивающей выполнение параметра (графическое изображение представлено на листе 05.М15.277.01.000): см. лист 05.М15.277.50.000СБ – сборочный чертеж матрицы, где 1- бандаж наружный, 2 – бандаж внутренний, 3 – вставка верхняя, 4 – кольцо, 5 – вставка нижняя.
Таким образом, уравнение размерной цепи, определяющее обеспечение требуемого параметра имеет вид:
АD =А1+А2+А3+А4, (1.2.1)
где А1 – отклонение от соосности внутренней и внешней поверхностей бандажа наружного, составляет: А1 = 0,02 мм;
А2 – отклонение от соосности внутренней и внешней поверхностей бандажа внутреннего, составляет: А2 = 0,02 мм;
А3 –радиальное биение вставки верхней, составляет: А3 = 0,04 мм;
А4 – отклонение от соосности внутренней и внешней поверхностей кольца, составляет: А4 = 0,02 мм.
Таблица 1.2.1
Данные к расчету размерной цепи
| Звено Аi | Наименование звена | Номинал, мм Aном | предельные отклонения, мм es, ei | Допуск, мм TAi | координата середины поля допуска, мм D0Ai | Вероятностный к-т l |
| А1 | отклонение от соосности | 0 | ±0,01 | 0,02 | 0 | 0,24 |
| А2 | отклонение от соосности | 0 | ±0,01 | 0,02 | 0 | 0,24 |
| А3 | радиальное биение | 0 | ±0,02 | 0,04 | 0 | 0,24 |
| А4 | отклонение от соосности | 0 | ±0,01 | 0,02 | 0 | 0,24 |
Допуск на замыкающее звено берется, исходя из [4] - TАD= 0,05 мм. Принимаем симметричное распределения поля допуска: D=0 ± 0,025 мм.
Первоначально произведем расчет по вероятностному методу.
Проверим обеспечение точности замыкающего звена при полной взаимозаменяемости:
wАDрасч £ wАDнеобх, (1.2.2)
где wАDнеобх – максимально допустимая погрешность (0,500 мм);
wАDрасч– погрешность рассчитанная по размерной цепи, мм.
wАDрасч = STAi, (1.2.3)
где STAi – сумма значений звеньев цепи.
wDрасч = 0,02 + 0,02 + 0,04 + 0,02= 0,10 мм,
0,10 > 0,05 - условие 1.2.2 не выполнено.
Проверим обеспечение точности замыкающего звена при неполной взаимозаменяемости:
 , (1.2.4)
, (1.2.4)
где t - нормированный параметр распределения;
l - вероятностный коэффициент.

0,078 > 0,05 - условие 1.2.2 не выполнено.
Так как в размерную цепь входят только отклонения от соосности и радиальные биения возможно, что возникают векторные ошибки.
Тогда возможно несколько вариантов расчетов погрешности размерной цепи:
1) wАDрасч = wА1 - wА2 + wА3 + wА4 = 0,02 - 0,02 + 0,04 + 0,02 =0,06 мм,
0,06 > 0,05 - условие 1.2.2 не выполнено.
2) wАDрасч = wА1 - wА2 + wА3 - wА4 = 0,02 - 0,02 + 0,04 - 0,02 = 0,02 мм.
Данный расчет сделан без учета деформаций, возникающих при продольно-прессовой сборке.
Рассчитаем деформации по методике [5].
1) запрессовка бандажа внутреннего в бандаж наружный.
Наружный диаметр охватывающей детали: D = 380 мм;
наружный диаметр охватываемой детали: d = 164,9 мм;
внутренний диаметр охватываемой детали: d0 = 128,3 мм;
материал охватывающей детали – сталь 5ХГНМ;
материал охватываемой детали – сталь 5ХГНМ.
Величина D после сборки:
 , (1.2.5)
, (1.2.5)
 , (1.2.6)
, (1.2.6)
где p – удельное давление, МПа;
E – модуль упругости материала охватываемой детали, МПа ;
 , (1.2.7)
, (1.2.7)
где d - расчетный натяг, мм;
Е1 и Е2 – модули упругости материала охватывающей и охватываемой детали, МПа;
С1 и С2 – величины, учитывающие коэффициент Пуассона и диаметры охватывающей и охватываемой деталей.
 (1.2.8)
(1.2.8)

 [6].
[6].
С1 = 3,8; С2 = 1,18 [4].


Величина do после сборки:
 (1.2.9)
(1.2.9)
 (1.2.10)
(1.2.10)


2) запрессовка кольца в бандаж внутренний.
Наружный диаметр охватывающей детали: D = 165,56 мм;
наружный диаметр охватываемой детали: d = 127,854 мм;
внутренний диаметр охватываемой детали: d0 = 82,2 мм.
материал охватывающей детали – сталь 5ХГНМ;
материал охватываемой детали – сталь 6ХВ2С.

 [6].
[6].
С1 = 2,11; С2 = 3,69 [4].





3) запрессовка вставки нижней в кольцо.
Наружный диаметр охватывающей детали: D = 127,854 мм;
наружный диаметр охватываемой детали: d = 81,855 мм;
внутренний диаметр охватываемой детали (средний приведенный):
d0 = 32,437 мм.
материал охватывающей детали – сталь 6ХВ2С;
материал охватываемой детали – сталь Р6М5.

 ;
;  [6].
[6].
С1 = 1,08; С2 = 2,12 [4].




Величина деформации внутренней поверхности вставки нижней составляет 0,099 мм. При такой усадке выдержать заданное радиальное биение невозможно. При сборке матрицы не подходят методы полной и неполной взаимозаменяемости. Устранить погрешность размера, вызванную деформацией, можно лишь при снятии материала при сборке изделия. Это характерно для метода пригонки.
Вместе с тем в базовом техпроцессе вместо одной пригоночной операции, выполняемой на шлифовальном станке, включены несколько операций, которые можно выполнить и до сборки матрицы, т.е. при механической обработке деталей, входящих в изделие.
Изменение технологического процесса сборки отражено в последующих пунктах.
1.3 Разработка технологической схемы сборки
Задача раздела - показать, в какой последовательности необходимо присоединять друг к другу и закреплять элементы, из которых собирают изделие. Такими элементами являются детали и сборочные единицы.
Каждый составной элемент изделия изображен на технологической схеме сборки (лист 05.М15.277.03) в виде прямоугольника, разделенного на три части: в верхней части дано наименование элемента; в левой нижней числовой индекс элемента по спецификации; в правой нижней число элементов, входящих в данное соединение.
Технологическая схема сборки снабжена надписями-сносками, поясняющими характер сборочных работ.
Технологические схемы сборки упрощают проектирование технологического процесса сборки, позволяют оценить технологичность конструкции изделия с точки зрения расчленения сборки на общую и узловую, гарантируют от пропуска деталей, входящих в изделие. Перечень наименований выполняемых сборочных работ в последовательности, диктуемой технологической схемой общей и узловой сборки, и данные по нормированию всех необходимых видов работ представлен в табл. 1.3.1.
Таблица 1.3.1
Перечень сборочных работ
| № | Содержание основных и вспомогательных работ | Время, tоп, мин |
| 1. Общая сборка матрицы | ||
| 1. | Осмотреть бандаж наружный 1 со всех сторон | 0,10 |
| 2. | Застропить бандаж наружный 1 канатами, 2 стропа | 0,16 |
| 3. | Установить и закрепить бандаж наружный в приспособление | 0,13 |
| 4. | Расстропить бандаж наружный 1 | 0,12 |
| 5. | Осмотреть бандаж внутренний 2 со всех сторон | 0,07 |
| 6. | Смазать бандаж внутренний дисульфидом молибдена | 0,10 |
| 7. | Установить бандаж внутренний в бандаж наружный | 0,13 |
| 8. | Установить накладку на бандаж внутренний 2 | 0,08 |
| 9. | Включить гидравлический пресс | 0,07 |
| 10. | Запрессовать бандаж внутренний в бандаж наружный | 0,22 |
| 11. | Выключить гидравлический пресс | 0,07 |
| 12. | Снять накладку | 0,09 |
| 13. | Осмотреть кольцо 4 со всех сторон | 0,07 |
| 14. | Осмотреть вставку верхнюю 3 со всех сторон | 0,07 |
| 15. | Осмотреть вставку нижнюю 5 со всех сторон | 0,07 |
| 16. | Скомплектовать детали 3,4,5 | 0,07 |
| 17. | Обработать кольцо 4, вставку верхнюю 3 и вставку нижнюю 5 на оправке в сборе на шлифовальном станке | 2,30 |
| 18. | Смазать наружные пов-ти детали 3,4,5 дисульфидом молибдена | 0,10 |
| 19. | Установить и закрепить комплект 3,4,5 в бандаж внутренний 2 | 0,13 |
| 20. | Установить плиту запрессовочную на комплект 3,4,5 | 0,10 |
| 21. | Включить гидравлический пресс | 0,07 |
| 22. | Запрессовать комплект 3,4,5 в бандаж внутренний 2 | 0,27 |
| 23. | Снять плиту запрессовочную | 0,05 |
| 24. | Застропить матрицу канатами, 2 стропа | 0,16 |
| 25. | Снять матрицу в сборе | 0,07 |
| 26. | Расстропить матрицу | 0,12 |
| Всего Stоп | 4,99 | |
1.4 Выбор технологических баз и составление маршрутной технологии сборки
Задача данного раздела – определить положение базовой детали при сборке и установить последовательность и содержание технологических и вспомогательных операций сборки.
Выбор технологических баз
Выбор технологических баз производится для создания определенного положения базовых деталей на узловых и общей сборках.
Технологические базы должны обеспечивать полную ориентацию базовой детали (лишение шести степеней свободы), достаточную устойчивость и жесткость установки.
Выбирая технологические базы необходимо учитывать дополнительные соображения: удобство установки и снятия собираемого изделия, возможность подвода присоединяемых элементов и сборочных инструментов с разных сторон.
Так как в технологическом процессе применяется механизированная сборка, базовая деталь устанавливается на обработанные поверхности.
Составление маршрутной технологии сборки
Маршрутная технология включает установление последовательности и содержания технологических и вспомогательных операций сборки. Последовательность операций определяется на основе технологической схемы сборки и общего перечня работ, включая вспомогательные.
Таблица 1.4.1
Технологический маршрут сборки матрицы
| № оп-ции | Название операции | Содержание операции | Оборудование |
| 05 | Прессовая | Запрессовать деталь поз.2 в деталь поз.1 | Гидравлический пресс 1П756 |
| 10 | Слесарная | Скомплектовать детали с/ч и комплектовочной ведомости | Слесарный верстак |
| 15 | Шлифовальная | Шлифовать наружный конус деталей поз. 3,4,5 в сборе на оправке | Универсальный шлифовальный станок 1000U |
| 20 | Прессовая | Запрессовать деталей поз.3,4,5 в двухслойный бандаж | Гидравлический пресс 1П756 |
| 25 | Транспортная | Снять матрицу в сборе | |
| 30 | Контрольная | Контроль размеров согласно чертежу матрицы | Контрольно-измерительная машина SMM-MT |
1.5 Проектирование сборочных операций
Задача раздела – подробная разработка содержания сборочных операций, выбор средств технологического оснащения, определение режимов работы оборудования, определение норм времени на выполнение операций.
Структура технологических операций
Структура операции определяет содержание технологической операции и последовательность ее выполнения. В конечном итоге от структуры зависит время выполнения операции.
Структура операции определяется следующими признаками:
- количеством изделий, одновременно собираемых;
- количеством инструментов, используемых при выполнении операции (одно или многоинструментальная);
- последовательностью работы инструментов при выполнении операции.
Определим структуры операций:
- 05 прессовая и 20 прессовая: одновременно собирается одно изделие, при выполнении операции не используется сборочные инструменты;
В таблице 1.5.1 приведена полная структура технологических операций (по переходам).
Таблица 1.5.1
Таблица 1.5.2
Таблица 2.1.2
Химический состав стали Р6М5, %
| С | Si | Mn | Cr | W | V | Mo | Ni | S | P |
| не более | не более | ||||||||
| 0,84-0,92 | 0,50 | 0,50 | 3,80-4,30 | 5,70-6,70 | 1,70-2,10 | 4,80-5,30 | 0,40 | 0,030 | 0,030 |
Таблица 2.1.3
Механические свойства стали Р6М5 в состоянии поставки (после отжига) при температуре 20°С
| s0,05 | s0,2 | sв | s5 | y | sсж0,2 | sсж | e,% | tк, | n,% | KCU, Дж/см2 |
| МПа | % | МПа | ||||||||
| 240 | 510 | 850 | 12 | 14 | 520 | 2720 | 54 | 590 | 60 | 18 |
Технологические свойства:
-температура ковки, °С: начала 1160, конца 850;
-красностойкость при температуре 630°С – 4 часа;
-шлифуемость – хорошая.
За критерий обрабатываемости принят коэффициент [9]:
 , (2.1.1)
, (2.1.1)
где КГ – коэффициент, учитывающий группу стали по обрабатываемости;
sВ – предел прочности обрабатываемого материала;
nV – показатель степени при обработке;
 .
.
Значение данного коэффициента будем учитывать при выборе материала режущих инструментов.
Технологичность рабочего чертежа
Анализ технологичности чертежа детали будем проводить, чтобы убедиться в правильности и обоснованности требований, предъявляемых к рабочему чертежу детали, необходимых при разработке технологического процесса изготовления детали и отвечающим назначению и условиям работы детали.
Рабочий чертеж детали «Вставка нижняя» содержит неполную информацию для полного представления о ее конфигурации. Указаны размеры и их отклонения, проставлена требуемая шероховатость поверхностей, но не учтены последние изменения в[2]. Указаны не все отклонения от правильных геометрических форм и расположения поверхностей. В связи с этим, рабочий чертеж переработан и представлен на листе 05.М15.277.10.
Технологичность общей конфигурации
Деталь «Вставка нижняя» можно отнести к типу деталей «Втулки». Деталь содержит специфические особенности формы, поэтому не может быть обработана непосредственно по типовому технологическому процессу.
Форма детали позволяет вести обработку одновременно нескольких цилиндрических и торцевых поверхностей. Все поверхности детали «Вставка нижняя» доступны для контроля. Таким образом, с точки зрения общей компоновки детали, ее можно считать технологичной.
Определим некоторые показатели количественной оценки технологичности [10].
Коэффициент унификации конструктивных элементов:
 , (2.1.2)
, (2.1.2)
где QУ.Э., QЭ – соответственно число унифицированных конструктивных элементов детали и общее, шт.
Деталь содержит следующие виды конструктивных элементов:
фаски (3 шт.);
Коэффициент применяемости стандартизированных обрабатываемых поверхностей:
 , (2.1.3)
, (2.1.3)
где ДО.С. , ДМ.О. – соответственно число поверхностей детали, обрабатываемых стандартным инструментом, и всех подвергаемых механической обработке поверхностей, шт.
Коэффициент обработки поверхностей:
 , (2.1.4.)
, (2.1.4.)
где ДЭ – общее число поверхностей детали, шт.
Коэффициент использования материала:
 , (2.1.5.)
, (2.1.5.)
где q, Q – соответственно масса детали и заготовки, кг.
С учетом качественной и количественной оценок технологичности конструкция данной детали является технологичной.
Определение типа производства и обоснование формы его организации
Тип производства характеризуется коэффициентом закрепления операций.
Значение коэффициента закрепления операций принимается для планового периода, равного одному месяцу, и определяется по формуле:
 (2.1.6.)
(2.1.6.)
где О – число различных операций;
Р – число рабочих мест с различными операциями, Р= 5.
 (2.1.7.)
(2.1.7.)
где FM –месячный фонд времени работы оборудования при двухсменном режиме, FM = 4015/12 = 334,5 ч;
КВ – средний коэффициент выполнения норм времени КВ =1,3;
Тшт.к. – штучно-калькуляционное время выполнения операции на данном станке;
NM – месячная программа выпуска детали; NM = 83 шт.






Так как 10£ КЗО < 20 тип производства среднесерийное.
2.2 Выбор и проектирование заготовки
Задача данного раздела – исходя из типа производства и конструкции детали выбрать оптимальную заготовку для проектируемого технологического процесса.
В базовом техпроцессе используется заготовка из прутка Р6М5, отрезаемая на круглопильном отрезном станке. Так как наименьший диаметр отверстия вставки нижней составляет 25,89 мм, нецелесообразно выполнять отверстие в заготовке. Следовательно оптимальной будет конструкция заготовки, использующаяся в базовом техпроцессе – прокат Æ90х98.
2.3 Выбор технологических баз, маршрут и план изготовления
Задача раздела - разработать оптимальный технологический маршрут, т.е. такую последовательность операций, которая обеспечит получение из заготовки готовой детали с наименьшими затратами, при этом необходимо разработать такую схему базирования заготовки на каждой операции, которая обеспечила бы минимальную погрешность обработки.
Тип производства – среднесерийное.
Способ получения исходной заготовки – прокат.
Метод достижения точности – по настроенному оборудованию.
Виды термической обработки – закалка и высокий отпуск.
Разработка технологического маршрута
Технологический маршрут представлен в таблице 2.3.1:
Таблица 2.3.1
Технологический маршрут изготовления вставки нижней
| № опции | Название операции | Содержание операции | Оборудование |
| 05 | Заготовительная отрезная | Отрезать заготовку из прутка | Отрезной станок КМ-502 |
| 10 | Токарная с ЧПУ | Точить предварительно | Токарно-винторезный SD-610 |
| 15 | Токарная с ЧПУ | Точить с прип. под шлифовку | Токарный с ЧПУ Quick Turn-10N |
| 25 | Термическая | Закалить, отпустить | Индукционная печь |
| 30 | Контрольная | Контроль твердости и балла аустенитного звена | Стол контрольный |
| 35 | Шлифовальная | Шлифовать опорный торец | Плоскошлифовальный ОШ2А26 |
| 40 | Шлифовальная | Шлиф-ть нар.диаметр | Универсальный шлифовальный станок 1000U |
| 45 | Шлифовальная | Шлифовать внутренние поверхности | Универсальный шлифовальный станок 1000U |
| 50 | Токарная | Доработать внутренний профиль и фаски с/ч резцом из эльбора | Токарно-винторезный SUI-50x1500 |
| 55 | Гидродробеструйная | Гидродробеструить внутренние поверхности | Гидродробеструйная установка |
| 60 | Термическая | Низкий отпуск для снятия напряжений | Индукционная печь |
| 65 | Контрольная | Произвести окончательный контроль |
Выбор технологических баз
На токарной операции 10 установ А черновыми технологическими базами являются цилиндрическая поверхность 4 и торцовая поверхность 5. На этом установе получаем цилиндрическую поверхность 2 и торцовую поверхность 1 и ось 11, которые впоследствии используются в качестве чистовых баз.
На токарной операции 10 установ Б и 15 установ Б в качестве направляющей базы используем ось 11, в качестве установочной базы – торец 1, за опорную базу принимаем цилиндрическую поверхность 2.
На токарной операции 15 установ А: направляющая – ось 11, установочная – торец 5, опорная – цилиндрическая поверхность 4.
На шлифовальной операции 35 в качестве направляющей базы используем ось 11, в качестве установочной базы – торец 5, за опорную базу принимаем цилиндрическую поверхность 4.
На шлифовальной операции 40: направляющая – ось 11, установочная – торец 1, опорная – цилиндрическая поверхность 2.
На шлифовальной операции 45, токарной операции 50 установ А: направляющая – ось 11, установочная – торец 5, опорная – цилиндрическая поверхность 4.
На токарной операции 50 установ Б, гидродробеструйной операции 55: направляющая – ось 11, установочная – торец 1, опорная – цилиндрическая поверхность 2.
Принцип единства технологической и измерительной баз соблюдается на всех операциях.
На операции 45 с несовпадением измерительной и технологической баз возникает погрешность базирования, т.е. принцип единства баз нарушается.
Таблица 2.3.2
Технологические базы
| № операции | Название | № опорных точек | Характер появления | Реализация | Операционные размеры | Единство баз | ||
| Явная | Скрытая | Естест-венная | Искусс-твенная | |||||
| 10 Установ А | У Н О | 1,2,3 4,5 6 | + - + | - + - | + - + | - + - | 2А10, 2Б10,К10,Л10 | + + + |
| 10 Установ Б | У Н О | 1,2,3 4,5 6 | + - + | - + - | + - + | - + - | 2Б10,2В10,2Г10,2Д10 2Е10,2И10,Л10,М10,Н10, Р10 | - + + |
| 15 Установ А | У Н О | 1,2,3 4,5 6 | + - + | - + - | + - + | - + - | 2А15,К15,Л15 | + + + |
| 15 Установ Б | У Н О | 1,2,3 4,5 6 | + - + | - + - | + - + | - + - | 2Б15,2В15,2Г15,2Д15 2Е15,2И15,Л15,М15, Н15, Р15 | - + + |
| 20 | ––– | |||||||
| 25 | ––– | |||||||
| 30 | ––– | |||||||
| 35 | У Н О | 1,2,3 4,5 6 | + - + | - + - | + - + | - + - | Л35 | + + + |
| 40 | У Н О | 1,2,3 4,5 6 | + - + | - + - | + - + | - + - | 2И40 | + + + |
| 45 | У Н О | 1,2,3 4,5 6 | + - + | - + - | + - + | - + - | 2Б45,2В45,П45 | - + + |
| 50 Установ А | У Н О | 1,2,3 4,5 6 | + - + | - + - | + - + | - + - | 2А50,К50,Л50 | + + + |
| 50 Установ Б | У Н О | 1,2,3 4,5 6 | + - + | - + - | + - + | - + - | 2Б50,2В50,2Г50,2Д50 2Е50,2И50,Л50, Р50 М50,Н50 | - + + |
| 55 | У Н О | 1,2,3 4,5 6 | + - + | - + - | + - + | - + - | ||
| 60 | ––– | |||||||
| 65 | ––– | |||||||
| 70 | ––– | |||||||
План изготовления детали
План изготовления – графическое изображение технологического маршрута с указанием теоретических схем базирования и технических требований на операции.
План изготовления состоит из трех колонок:
1. "Операция", которая включает в себя название и номер операции, а также оборудование, при помощи которого ведется изготовление.
2. "Теоретическая схема базирования", которая включает в себя изображение детали, схему базирования (точки закрепления), простановку операционных размеров, обозначение обрабатываемых поверхностей и указание шероховатости получаемой на данной операции.
3. "Технические требования", которая включает в себя допуски на операционные размеры и отклонения формы (несоосность и неперпендикулярность).
Назначение операционных технических требований:
а) заготовительная операция (прокат):
допуски на операционные размеры берем из [11].
б) механическая обработка:
1. Допуски на операционные размеры в осевом направлении рассчитываем по следующим формулам:
TAi = wicт + Üi, (2.3.1)
где TAi – допуск на размер А на i-ой операции;
wicт – статистическая погрешность на i-той операции;
Ü i– величина торцового биения, определяемая по [12].
2. Допуски на диаметральные размеры назначаются, исходя из квалитета точности, который обеспечивает оборудование в радиальном направлении. Его выбираем по [12], значения допусков берутся из [4].
3. Значения погрешностей формы на диаметральные размеры назначаем, руководствуясь [12]. Величина отклонения от соосности определяется как половина погрешности радиального биения.
4.Шероховатость, получаемую при обработке поверхностей, назначаем с учетом рекомендаций [12].
Чертеж плана изготовления представлен на листе 05.М15.277.02.000.
2.4 Проектирование технологических операций
Задача раздела – подробная разработка содержания технологических операций, выбор средств технологического оснащения, определение операционных размеров, режимов обработки и норм времени.
Структура технологических операций
Структура операции определяет содержание технологической операции и последовательность ее выполнения. В конечном итоге от структуры зависит время выполнения операции.
Структура операции определяется следующими признаками:
- количеством заготовок, одновременно устанавливаемых в приспособлении или на станке (одно и многоместная);
- количеством инструментов, используемых при выполнении операции (одно или многоинструментальная);
- последовательностью работы инструментов при выполнении операции.
Определим структуры операций:
- 10 токарная с ЧПУ и 15 токарная с ЧПУ: одновременно обрабатывается одна заготовка, при выполнении операции используется несколько инструментов, работающих последовательно. Таким образом операции 10 и 15 токарные с ЧПУ являются одноместными, многоинструментными и последовательными;
- 35 и 40 шлифовальные: одновременно обрабатывается одна заготовка, при выполнении каждой операции используется один инструмент. Таким образом операции 35 и 40 шлифовальные являются одноместными одноинструментными;
- 45 шлифовальная и 50 токарная: одновременно обрабатывается одна заготовка, при выполнении операции используется несколько инструментов, работающих последовательно. Таким образом операции 45 и 50 являются одноместными, многоинструментными и последовательными;
В таблице 2.4.1 приведена полная структура технологических операций (по переходам).
Таблица 2.4.1
Технологический процесс изготовления изделия должен выполняться с наиболее полным использованием технических возможностей средств производства при наименьших затратах времени и наименьшей себестоимости изделий. Для того чтобы оценить затраты времени, необходимо вести нормирование техпроцесса, т.е. иметь данные по нормам времени. Такими нормами могут быть только технически обоснованные нормы времени – установленные для определенных организационно-технических условий на выполнение части технологического процесса, исходя из полного и рационального использования технических возможностей средств технологического оснащения и с учетом передового производственного опыта.
При нормировании техпроцесса изготовлении вставки нижней воспользуемся аналитически-расчетным методом. Он предусматривает определение затрат времени на каждый элемент операции и на операцию в целом по заранее установленным, технически обоснованным нормативам времени и оптимальным режимам работы оборудования.
В серийном производстве, когда обработка заготовки идет периодически повторяющимися партиями, за норму времени принимают штучно-калькуляционное время:
 ( 2.4.31)
( 2.4.31)
где Тп.з. – подготовительно-заключительное время, мин;
n – объем партии запуска заготовок, n=4 шт;
Тшт – штучное время, мин.
 ( 2.4.32)
( 2.4.32)
где То – основное технологическое время, мин;
Тв – вспомогательное время, мин;
Тоб – время обслуживания, мин;
Тпер – время перерывов в работе, мин.
Основное технологическое время – время, в течение которого происходит непосредственное воздействие инструмента на заготовку и изменение ее состояния. При станочной обработке:
 ( 2.4.33)
( 2.4.33)
где Lр.х. – длина рабочего хода, мм;
i – число рабочих ходов;
Sмин – минутная подача инструмента, мм/мин.
 ( 2.4.34)
( 2.4.34)
где l – длина обрабатываемого участка, мм;
lвр – длина участка врезаемого инструмента, мм;
lпер – длина участка перебега инструмента, мм.
Сумма основного и вспомогательного времени составляет оперативное время:
 ( 2.4.35)
( 2.4.35)
При расчете основного технологического времени воспользуемся данными таблицы 2.4.4 , вспомогательное, время обслуживания, время перерывов, подготовительно-заключительное время назначаем по [15]. Штучно-калькуляционное время рассчитываем только на отдельные установы.
Операция 10 токарная с ЧПУ.
Установ А, переход 1: 
Установ А, переход 2: 
Установ А, переход 3: 
Оперативное время на установ А:


Установ Б, переход 1: 
Установ Б, переход 2: 
Установ Б, переход 3: 
Оперативное время на установ Б:


Штучно-калькуляционное время:





Операция 15 токарная с ЧПУ.
Установ А, переход 1: 
Установ А, переход 2: 
Установ А, переход 3: 
Установ А, переход 4: 
Оперативное время на установ А:


Установ Б, переход 1: 
Установ Б, переход 2: 
Установ Б, переход 3: 
Установ Б, переход 4: 
Установ Б, переход 5: 
Установ Б, переход 6: 
Оперативное время на установ Б:


Штучно-калькуляционное время:





Операция 35 шлифовальная.
 ( 2.4.36)
( 2.4.36)
где n2х – число двойных ходов стола в мин;
S2х – подача на двойной ход стола, мм/дв;
К – коэффициент, учитывающий выхаживание и доводку при шлифовании
К = 1,2…1,5.
Q – число одновременно обрабатываемых деталей.
 .
.
Штучно-калькуляционное время:







Операция 40 шлифовальная.
 ( 2.4.37)
( 2.4.37)
где Sв – вертикальная подача, мм/об;
Вк – ширина шлифовального круга, мм;
nД – частота вращения детали, об/мин;
i – число проходов инструмента,
 ( 2.4.38)
( 2.4.38)
где Z – припуск на сторону, мм.

Штучно-калькуляционное время:







Операция 45 шлифовальная.

Штучно-калькуляционное время:







Операция 50 токарная.
Установ А, переход 1: 
Установ А, переход 2: 
Установ А, переход 3: 
Установ А, переход 4: 
Оперативное время на установ А:


Операция 50 токарная.
Установ Б, переход 1: 
Установ Б, переход 2: 
Установ Б, переход 3: 
Установ Б, переход 4: 
Установ Б, переход 5: 
Установ Б, переход 6: 
Оперативное время на установ Б:

Штучно-калькуляционное время:





Операция 55 гидродробеструйная.
По [16]: 
Штучно-калькуляционное время:







Операция 55 токарная (базовый вариант, рассчитывается для дальнейшего расчета экономической эффективности):
Штучно-калькуляционное время:







Занесем рассчитанные нормы времени в сводную таблицу технических норм времени:
Таблица 2.4.6
Сводная таблица технических норм времени
| Номер и наименование операции, установа | То | Тв | ТоП | Тоб | Тпер | Тшт | Тп.з. | n | Тш.К. |
| Операция 10 токарная с ЧПУ | 0,49 0,62 | 0,77 0,77 | 1,26 1,39 | 0,156 | 0,053 | 2,889 | 45,1 | 4 | 14,169 |
| Операция 15 токарная с ЧПУ | 1,44 4,72 | 1,01 1,01 | 2,45 5,73 | 0,573 | 0,164 | 8,917 | 45,1 | 4 | 20,197 |
| Операция 35 шлифовальная | 1,43 | 0,65 | 2,08 | 0,17 | 0,04 | 2,29 | 29,19 | 4 | 9,57 |
| Операция 40 шлифовальная | 1,96 | 0,7 | 2,66 | 0,24 | 0,05 | 2,95 | 29,37 | 4 | 10,29 |
| Операция 45 шлифовальная | 1,12 | 0,78 | 1,90 | 0,17 | 0,04 | 2,11 | 29,37 | 4 | 9,45 |
| Операция 50 токарная | 1,44 4,5 | 1,41 1,41 | 2,85 5,91 | 1,075 | 0,307 | 16,742 | 33,3 | 4 | 25,067 |
| Операция 55 гидродробеструйная | 3,0 | 1,30 | 4,30 | 0,3 | 0,09 | 4,69 | 20 | 4 | 9,69 |
Программирование токарной операции
Выполним разработку управляющей программы к станку Quick Turn 10-N для выполнения 6 перехода токарной операции с ЧПУ 15 по [17].
Управляющая программа для системы Н221-М для перехода 6 операции 15 имеет вид:
N061 G26 F106000 M03 S36 T106 (работа в приращениях на подаче 85,5 мм/мин при частоте вращения шпинделя n=450 об/мин резцом Т6)
N062 G01 Z-85000 (перемещение Оит –28)
N063 X+500 Z-1160 (перемещение 28–29)
N064 X+19000 Z-6000 (перемещение 29–30)
N065 G03 X+2500 Z-2500 J-2500 (перемещение 30–31)
N066 G01 Z-10000 (перемещение 31–32)
N067 X+4105 Z-5000 (перемещение 32–33)
N068 Z-55000 (перемещение 33–34)
N069 X+1475 Z-2000 (перемещение 34–35)
N070 Z-13500 (перемещение 35–36)
N071 X-500 Z-500 (перемещение 36–37)
N072 Z-5000 (перемещение 37–38)
N073 X+12500 (перемещение 38–39)
N074 Z-183400 (перемещение 39–40)
N075 X-35000 (перемещение 40– Оит)
N076 G40 (отмена коррекции)
N078 M005 (останов шпинделя)
N080 G25 X-999999 (возврат в ноль станка)
N081 G25 Z+999999 (возврат в ноль станка)
Проектирование технологических операций отражено в маршрутной и операционных картах, технологической наладке на операцию 15 токарную с ЧПУ, установ Б и операцию 55 гидродробеструйную: листы 05.М15.277.19.000, 05.М15.277.20.000.
2.5 ЛИНЕЙНАЯ ОПТИМИЗАЦИЯ РЕЖИМОВ РЕЗАНИЯ на токарной операции
Задача раздела – определить оптимальные режимы резания на одном из технологических переходов токарной операции путем графического построения системы ограничений режимов.
Исходные данные
1) обрабатываемый материал – сталь Р6М5;
2) предел прочности материала инструмента  ;
;
3) диаметр обрабатываемой поверхности – Æ83,6-0,14 мм;
4) режущий инструмент – проходной резец (ОСТ 2И10-1-83); материал режущей части – Т5К10:
5) глубина резания – t = 0,3 мм;
6) оборудование – токарный с ЧПУ Quick Turn-10N:
6.1) мощность электродвигателя  = 15 кВт;
= 15 кВт;
6.2) Подача минимальная (минутная)  = 3 мм/мин;
= 3 мм/мин;
Подача максимальная (минутная)  = 1200 мм/мин;
= 1200 мм/мин;
6.3) Частота вращения шпинделя минимальная  = 36 об/мин;
= 36 об/мин;
Частота вращения максимальная  = 3600 об/мин.
= 3600 об/мин.
Операционный эскиз
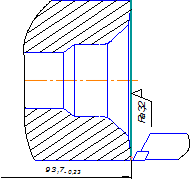
Рис. 2.5.1
Расчет ограничений
1) Ограничение по кинематике станка
а) Рассчитаем ограничения, устанавливающие связь между расчетной подачей и кинематическими, соответственно минимальными и максимальными, возможностями станка: 
 >
>  , мм/об; (2.5.1)
, мм/об; (2.5.1)
 ;
;  ;
; 
 , мм/об;
, мм/об;  ;
;  ;
;  ;
; 
 ;
; 
 .
.
б) Рассчитаем ограничения, устанавливающие связь между скоростью резания и кинематическими, соответственно минимальными и максимальными, возможностями станка:
 , (2.5.2)
, (2.5.2)
 ;
;  ,
,  ;
; 

 .
.
Регламент поиска №1,2
Объект: шлифовальный круг
Вид исследования:
1) исследование уровня вида техники
2) исследование патентной чистоты
| Предмет поиска (ИТР) | Индексы МКИ(НКИ) и УДК | Страны поиска | Глубина поиска, лет | Источники информации |
| 1 | 2 | 3 | 4 | 5 |
| 1) Шлифовальный круг | B24 D5/00 B24 D5/02 B24 D5/04 B24 D5/06 B24 D5/08 B24 D17 УДК 621.9 621.9.02 621.922.079 | Россия (СССР) США Франция Япония Великобритания Германия | 10 | патентные описания; Бюллетени изобретений РФ; Реф. сб. ВНИИПИ "Изобретения стран мира"; |
| 2) Шлифовальный круг | B24 D5/00 B24 D5/02 B24 D5/04 B24 D5/06 B24 D5/08 B24 D17 УДК 621.9 621.9.02 621.922.079 | Россия (СССР) США Франция Япония Великобритания Германия | 20 17 20 17 20 20 | Реф. жур. ВИНИТИ 14 "Технология машиностроения"; Журналы "Вестник машиностроения", "Машиностроитель", "Станки и инструменты", "Изобретатель и рационализатор"; |
Патентный поиск
Просматриваем источники информации в соответствии с регламентом, табл. Выбираем такие документы, по названиям которых можно предположить, что они имеют отношение к ИТР. По этим документам знакомимся с рефератами, аннотациями, формулами изобретений, чертежами. Сведения о ТР, имеющих отношение к ИТР, заносим в табл. 2.7.2.
Изучем сущность занесенных в табл. 2.7.2. и ТР по сведениям, содержащимся в таблицах, а также путем просмотра текстов патентных описаний, статей и т.п. Если из рассмотрения сущности ТР видно, что оно служит достижению той же цели, что ИТР (аналог ИТР), документ включаем в перечень для детального анализа. Запись об этом делаем в графе 5 таб. 2.7.2.
Таблица 2.7.2.
Абразивный инструмент, выполненный в виде установленных на корпусе подпружиненных относительно него и расположенных с возможностью поворота в плоскости, проходящей через ось вращения инструмента, держателей абразивных элементов, отличающийся тем, что с целью повышения стойкости инструмента, абразивные элементы выполнены бочкообразной формы и установлены с возможностью вращения в держателях, при этом ось вращения в каждого абразивного элемента расположена между осью поворота держателя и осью вращения инструмента.
подлежит
подлежит
3. Шлифовальный круг
РФ (СССР) а.с. № 1263514
В24 D17/00//
В24 D5/00//
В24 D5/06
Прокофьев В.М. 15.11.82, 1986,
Шлифовальный круг
Шлифовальный круг по авт. свид. № 948649, отличающийся тем, что с целью повышения стойкости круга путем обеспечения стабилизации условий резания, крайние участки абразивных сегментов очерчены кривыми радиуса r <R, где R радиус сегмента на оси его симметрии
подлежит
подлежит
4. Абразивный инструмент
РФ (СССР) а.с. № 1305014
В24 D17/00
Буюкин И.М., Якимов А.В. 03.04.84, 1987,
Абразивный инструмент
Абразивный инструмент, выполненный в виде планетарной головки, шпиндель которой несет расположенные по окружности и кинематически связанные с солнечным колесом оправки, с установленными на каждой из них шлифовальным кругом, а на друшом – шестерней, отличающийся тем. Что с целью повышения стойкости инструмента, инструмент дополнительно снабжен жестко установленным на шпинделе шлифовальным кругом, периферийная поверхность которого расположена на одном уровне с периферийными участками кругов, расположенными на оправках, при этом соотношение чисел зубьев солнечного колеса и шестерни оправки равно бесконечной дроби.
подлежит
подлежит
5. Абразивный инструмент
РФ (СССР) а.с. № 1440684
В24 D17/00
Белов В.И., Осипенков В.И. 04.01.87, 1989,
Абразивный инструмент
Абразивный инструмент, рабочая часть которого выполнена из алмазосодержащего проката на медно-оловянистой основе, отличающийся тем, что с целью повышения стойкости инструмента на рабочей части расположен алмазно-гальванический слой, толщина которого выбрана из условия 0,15-0,8 толщины алмазосодержащего проката, а зернистость алмазного покрытия выбрана из условия 0,6-2,0 зернистости проката.
не подлежит
подлежит
РФ (СССР) а.с. № 1838085
5В24 D5/00//
В24 В55/00
Юсупов Г.Х., Чучков Е.М., Осокин В.С. Альфонсо Зарубин Хорхе (ES) 30.03.90, 1993,
Шлифовальный круг
Шлифовальный круг, выполненный в виде корпуса, на периферии которого установлены абразивные элементы и расположены радиальные отверстия, сообщающие полость корпуса с периферийной его поверхностью, отличающийся тем, что с целью повышения стойкости круга и качества обработанной поверхности круг снабжен расположенными в полости лопастями, каждая из котротых установлена так, что одна из ее плоскостей является продолжение стенки отверстия
подлежит
подлежит
РФ (СССР) а.с. № 1838086
5В24 D5/00
Юсупов Г.Х., Чучков Е.М., Осокин В.С. Альфонсо Зарубин Хорхе (ES) 30.03.90, 1993,
Шлифовальный круг
Шлифовальный круг, на передней части корпуса которого образованы выступы, несущие алмазоносный слой, отличающийся тем, сто с целью повышения стойкости круга и качества обработки, круг снабжен установленной на его периферии гибкой лентой, при этом алмазоносный слой расположен на указанной ленте
подлежит
подлежит
РФ (СССР) а.с. № 1493449
5В24 D5/06
Селех В.Ф., Шепелев А.А., Скрябин В.А., Петренко В.П. 26.03.87, 1989,
Сборный абразивный круг
Изобретение относится к изготовлению абразивного инструмента и позволяет повысить стойкость круга путем увеличения его жесткости. В круге, выполненном в виде корпуса с расположенными в них стяжными кольцами 5, на последних в местах их сопряжения с указанными торцовыми поверхностями абразивных брусков, выполнены кольцевые пазы 7 типа «ласточкин хвост». При этом стяжные кольца 5 установлены с возможнеостью взаимодействия посредством соединительных элементов 12, выполненных из упругого материала с абразивными брусками. В абразивных брусках пазы 10 могут быть выполнены с пазами 7 стопорных колец ил в абразивных брусках могут быть выполнены отверстия, в которых установлены соединительные элементы в виде стержней, входящих своими концами в пазы стяжных колец.
подлежит
подлежит
9. Инструмент из высокоэффективного абразива
США
5В24 D5/02
Frodin James E., Pellow Scott 29.03.93, 1995,
Инструмент из высокоэффективного абразива
Инструмент с режущей или шлифующей плоскостью имеет связку, в которой диспергированы абразивные зерна, состоящие из одного или нескольких компонентов из высокоэффективного абразива и нитеобразных абразивных частей из оксида алюминия с однородной ориентацией. При этом нитеобразные частицы оксида алюминия располагают главным образом вдоль 2 параллельных сторон инструмента перпендикулярно к режущей или шлифующей плоскости инструмента.
не подлежит
подлежит
10. Режущий инструмент
Япония JP7022902
5В24 D17/00
Мацуда Юсаку 25.01.88, 1995, Режущий инструмент
Режущий инструмент содержит проволочный элемент 12, например многожильная скрученная нержавеющая проволока, поверх которого по спирали намотана обмотка 14, например круглая проволока из нержавеющей стали, а в промежутках между витками обмотки 14 по спирали намотан режущий элемент 16, например полученная прессованием или волочением проволока из спеченной смеси металла и абразивных порошков. Инструмент прост в изготовлении, пригоден для непрерывного резания, отличается высокой механической прочностью и стойкостью.
не подлежит
подлежит
11. Шлифовальный круг
Япония JP7016883
5В24 D5/00
Сато Гэньити 12.12.86, 1995,
Инструмент из высокоэффективного абразива
Круг 6 из абразивных зерен на связке имеет рабочий слой 8, который оформлен в виде полосы, наклоненный к оси 9 вращения круга и сохраняющий неизменную по окружности площадь контакта с обработанной поверхностью 1, при этом поверхность слоя 8 и детали 10 параллельна оси 9 вращения круга 6. благодаря перемещению зоны резания вдоль поверхности детали ограничено тепловыделение, повышена эффективность охлаждения, что позволяет повысить скорость шлифования при повышенной стойкости круга.
подлежит
подлежит
Эскизы аналогов объекта
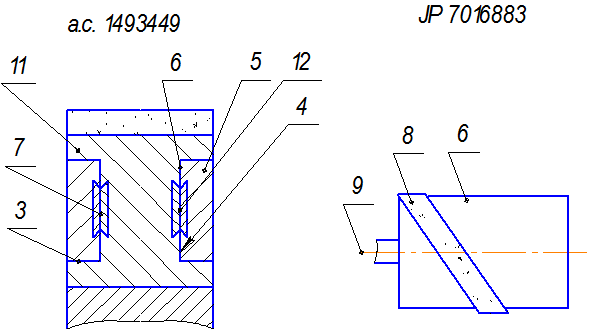
Рис. 2.7.2
Анализ результатов поиска
Устанавливаем, какие показатели положительного эффекта желательно получить в идеальном усовершенствованном объекте. К таким показателям будем относить:
а) показатели, обеспечивающие достижения цели усовершенствованного объекта;
б) показатели, улучшающие полезные свойства объекта;
в) показатели, ослабляющие вредные свойства объекта.
Показатели положительного эффекта заносим в табл. 2.7.3.
Оцениваем обеспечение каждого показателя положительного эффекта каждым аналогом в баллах по группе а) – от 0 до 10 баллов, по группам б) и в) – от –2 до 2 баллов. ИТР по каждому показателю выставляем оценку 0 оценки заносим в табл. 2.7.3. Суммируем оценки по каждому аналогу.
Таблица 2.7.3.
Патентный поиск
Просматриваем источники информации в соответствии о регламенте №2, табл. 2.7.1. Сведения о ТР, имеющих отношеня к ИТР, дополнительно заносим в табл. 2.7.2.
Отбираем аналоги ИТР для детального анализа. Запись об этом делаем в графе 6 табл. 2.7.2.
Анализ результатов поиска
Принципиальная схема ГДЭУ
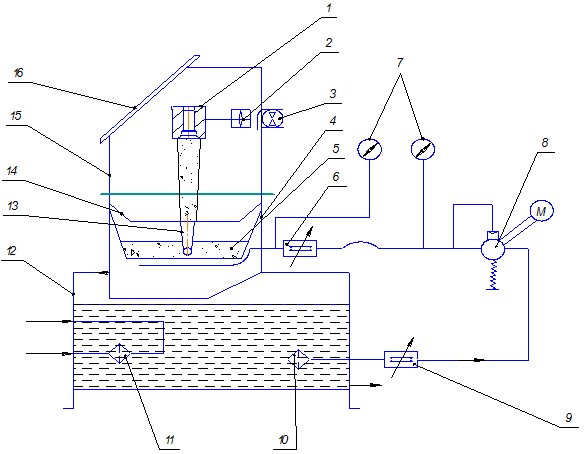
Рис. 2.8.1
На общей раме установки ГДЭУ смонтированы насосная станция 8, в качестве которой применен электронасос РЗ-30И, и масляная ванна 12 с установленными на ней нижней 4 и верхней 15 камерами. В нижней камере 4 смонтирован блок из трех сопел-эжекторов 13, окруженный разделительной сеткой 5, в которую засыпаны шарики от шарикоподшипников. Размер ячейки исключает возможность выпадания целых шариков в ванну 12. В верхней камере 15 смонтирован поворотный привод 2 вращения обрабатываемых деталей. Приводом служит мотор-редуктор исполнительного механизма ПР-1М. Для удаления паров рабочей жидкости и трансформаторного масла из камеры 15 служит вентиляционное устройство 3, которое соединяется с вентиляционной системой или с маслоотделителем. Масло при работающем насосе 8 засасывается из ванны 12 через фильтр 10 и при открытых дросселях 9 и 6 подается в коллектор сопл-эжекторов, откуда рабочая жидкость через форсунки проходит через эжекционные камеры и, захватывая шарики с жидкостью, проходящие через эжекционные окна (уровень засыпки шариков выше эжекционных окон на 15-20 мм), в виде рабочей суспензии выбрасывается через сопла в направлении обрабатываемой поверхности.
После отражения от обрабатываемой поверхности шарики возвращаются на сетку 5, а масло, проходя через нее, попадает в ванну. Для поддержания постоянной температуры масла (30-40°С) служит маслоохладитель 11. В качестве охлаждающей жидкости используется проточная вода.
Гидродробеструйный способ упрочнения – процесс отличающийся от остальных видов ППД следующими основными преимуществами.
В поверхностном слое детали:
а) остаточные напряжения только сжимающие и, как правило, не имеют практически подслойного максимума;
б) шероховатость поверхности понижается;
в)микрогеометрия улучшается, так как радиусы закругления впадин (лунок от шаров) и выступов, определяющих опорную поверхность. Увеличиваются;
г)исключен процесс газонасыщения в связи со снижением температуры в зоне контакта и наличием изоляции поверхностного слоя материала от атмосферы непрерывной жидкостной пленкой.
Таким образом, повышение и стабилизация качества при ГДУ создают предпосылки для широкого применения этого метода обработки в промышленности как более качественного и надежного
Обработка результатов
В качестве повышения износостойкости вставки нижней из вольфрамомолибденовой быстрорежущей стали предлагаем применить упрочнение детали гидродробеструйной обработкой; данные по проведению экспериментов: зависимость микротвердости и высотты микронеровности поверхности от режимов обработки (давление жидкости и время упрочнения), влияние ГДУ на твердость материала детали и зависимость времени упрочнения от скорости ударов дробью представлены на листе 05.М15.277.82.000.
Расчет защитного заземления
Цель расчета – определение количества и размеров заземлителей и составление плана размещения заземлителей и заземляющих проводников.
Исходные данные:
-напряжение заземляемой установки (токарного станка Quick Turn QT10-N) 380 В;
-удельное сопротивление грунта, учитывая что он состоит из чернозема и глины, 45 Ом×м.
Произведем расчет заземления методом коэффициента использования электродов (учитывает однородную структуру грунта и используется для расчета простых заземлителей).
1) Определение допустимого сопротивления заземляющего устройства.
Допустимое сопротивление заземляющего устройства RД определим по [21].
RД = 4 Ом.
Требуемое сопротивление искусственных заземлителей RИ не должно превышать допустимое сопротивление заземляющего устройства RД:
RИ < RД
2)Определение конфигурации заземлителя с учетом размещения его на отведенной территории.
4)Определение сопротивления растеканию тока с одного заземлителя.
 (3.7.1)
(3.7.1)
где r - удельное сопротивление грунта, r =45 Ом×м;
l – длина вертикального электрода, l = 2,5 м;
d – диаметр электрода, d = 0,05 м;
t – расстояние от поверхности грунта до центра электрода, t = 2м.

5)Определение необходимого количества параллельно соединенных заземлителей.
 (3.7.2.)
(3.7.2.)
 шт.
шт.
6)Определение связи вертикальных электродов.
Для связи вертикальных электродов применяются горизонтальные электроды – стальная полоса или пруток. Длина горизонтального электрода:
 , (3.7.3.)
, (3.7.3.)
где m – расстояние между заземлителями, м;
N – количество заземлителей, шт.

7)Определение сопротивления растеканию тока горизонтального электрода:
 , (3.7.4.)
, (3.7.4.)
где l – длина горизонтального электрода, l = 8,4 м;
d – диаметр электрода, d = 0,05 м;
t – расстояние от поверхности грунта до центра электрода, t =2м.

8)Определение сопротивления растеканию тока искусственных заземлителей.
 , (3.7.5)
, (3.7.5)
где nг – коэффициент использования горизонтального электрода с учетом вертикальных электродов, nг = 0,77;
hв - коэффициент использования вертикальных электродов, учитьвающий их взаимное экранирование с учетом вертикальных электродов, hв = 0,45.

Полученное сопротивление не превышает допустимое RД = 4 Ом.
Выводы
В результате выполнения данного раздела проведено описание основных опасных и вредных производственных факторов, присутствующих на производственном участке по изготовлению штампов для холодной объемной штамповки.
После устранения всех возможных ОВПФ на участке будет обеспечена безопасная работа трудящихся с максимальной эффективностью и производительностью.
Таблица 4.5.
Расчет технологической себестоимости изменяющихся по вариантам операций
| № | Наименование показателей | Расчетные формулы и расчет | Значения показателей | |
| Вариант 1 | Вариант 2 | |||
| 1 | Основные материалы за вычетом отходов, руб. | 

| 45,52 | 45,53 |
| 2 | Основная заработная плата рабочих операторов, руб. | 
| 3,919 | 4,503 |
| 3 | Начисление на заработную плату, руб. | 


| 1,395 | 1,603 |
| 4 | Затраты по содержанию и эксплуатации оборудования | |||
| 4.1 | Затраты на текущий ремонт оборудования, руб. | 
| 0,054 | 0,071 |
| 4.2 | Затраты на амортизацию технологического оборудования, руб. | 
| 0,173 | 0,176 |
| 4.3 | Расходы на технологическую энергию, руб. | 
| 0,183 | 0,088 |
| 4.4 | Расходы на инструмент, руб. | 
| 0,006 | 0,006 |
| 4.5 | Затраты на содержание и эксплуатацию приспособлений, руб. | 
| 0,015 | 0,006 |
| 4.6 | Расходы на смазочные, обтирочные материалы и охлаждающие жидкости, руб. | 
| 0,003 | 0,006 |
| 4.7 | Расходы на воду технологическую, руб. | 
| 0,049 | 0,055 |
| 4.8 | Расходы на сжатый воздух, руб. | 
| 0,001 | 0,001 |
| 4.9 | Расходы на содержание производственной площади, руб. | 
| 3,012 | 2,565 |
| Итого расходы по содержанию и эксплуатации оборудования, руб. |   
| 3,496 | 2,974 | |
Таблица 4.6.
Калькуляция себестоимости обработки детали по вариантам технологического процесса, руб
| № | Статьи затрат | Затраты, руб. | Изменения, +/- | |
| Вариант 1 | Вариант 2 | |||
| 1 | Материалы за вычетом отходов | 45,52 | 45,53 | +0,01 |
| 2 | Основная заработная плата рабочих операторов | 3,919 | 4,503 | +0,584 |
| 3 | Начисления на заработную плату | 1,395 | 1,603 | +0,208 |
| 4 | Расходы на содержание и эксплуатацию оборудования | 3,496 | 2,974 | -0,522 |
Итого технологическая себестоимость,

| 54,33 | 54,61 | +0,28 | |
| 5 | Общецеховые накладные расходы
| 8,423 | 9,681 | +1,258 |
Итого цеховая себестоимость

| 62,753 | 64,291 | +1,538 | |
| 6 | Заводские накладные расходы
| 9,798 | 11,258 | +1,46 |
Итого заводская себестоимость

| 72,551 | 75,549 | +2,998 | |
| 7 | Внепроизводственные расходы
| 3,628 | 3,777 | +0,149 |
Всего полная себестоимость

| 76,179 | 79,326 | +3,147 | |
Таблица 4.7.
Расчет приведенных затрат и выбор оптимального варианта
| № | Наименование показателей, единица измерения | Расчетные формулы и расчет | Значение показателей | |
| Вариант 1 | Вариант 2 | |||
| 1 | Приведенные затраты на единицу детали, руб. |  где
где 

| 80,222 | 83,369 |
| 2 | Годовые приведенные затраты, руб. | 
| 80222 | 83369 |
Расчет показателей экономической эффективности проектируемого варианта техники (технологии)
Ожидаемая прибыль (условно-годовая экономия) от снижения себестоимости при проектировании новых технологических процессов, повышающих долговечность деталей:
 ,
,

Налог на прибыль:

где  - коэффициент налогообложения прибыли.
- коэффициент налогообложения прибыли.

Чистая ожидаемая прибыль:


Срок окупаемости капитальных вложений:
 ,
,
где Квв.пр. – капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования.


Индекс доходности: 
Таблица 4.8.
Технико-экономические показатели эффективности проекта
| № | Наименование показателей | Условное обозначение, единица измерения | Значение показателей | ||
| Вариант 1 | Вариант 2 | ||||
| Технические параметры | |||||
| 1 | Количество оборудования | 
| 1 | 1 | |
| 2 | Коэффициент загрузки оборудования | 
| 0,017 | 0,019 | |
| 3 | Общее количество рабочих | 
| 1 | 1 | |
| Экономические показатели | |||||
| 1 | Годовая программа выпуска | 
| 1000 | ||
| 2 | Себестоимость единицы изделия | 
| 76,179 | 79,326 | |
| 3 | Капитальные вложения | 
| 3,162 | 3,116 | |
| 4 | Приведенные затраты на единицу изделия | 
| 80,222 | 83,369 | |
| 5 | Чистая ожидаемая прибыль | 
| 55504,32 | ||
| 6 | Налог на прибыль | 
| 17527,68 | ||
| 7 | Срок окупаемости инвестиций | 
| 0,07 | ||
| 8 | Индекс доходности | 
| 3603,9 | ||
ЗАКЛЮЧЕНИЕ
В дипломном проекте были разработаны два процесса: технологический процесс сборки матрицы штампа и техпроцесс изготовления вставки нижней.
Цель дипломного проекта - снижение себестоимости штампа холодной объемной штамповки и повышение долговечности матрицы была выполнена за счет решения поставленных задач при анализе исходных данных.
Содержание
Введение
1 Технологический процесс сборки матрицы штампа холодной объемной штамповки корпуса внутреннего шарнира ВАЗ 2108
1.1 Анализ исходных данных
1.2 Размерный анализ
1.3 Разработка технологической схемы сборки
1.4 ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ И СОСТАВЛЕНИЕ МАРШРУТНОЙ ТЕХНОЛОГИИ СБОРКИ
1.5 Проектирование сборочных операций
1.6 Проектирование приспособления для прессовых операций
2 Технологический процесс изготовления вставки нижней
2.1 Анализ исходных данных
2.2 Выбор и проектирование заготовки
2.3 Выбор технологических баз, маршрут и план изготовления
2.4 Проектирование технологических операций
2.5 Линейная оптимизация режимов резания
2.6 Проектирование приспособления для контроля радиального биения
2.7 Патентные исследования
2.8 Научные исследования
3 Безопасность и экологичность проекта
4 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРОЕКТА
Заключение
1 технологический процесс сборки матрицы штампа холодной объемной штамповки корпуса внутреннего шарнира ваз 2108
1.1 Анализ исходных данных
Задача данного раздела – на базе анализа технических требований предъявляемых к изделию и годового объема выпуска сформулировать задачи, которые необходимо решить в дипломном проекте для достижения цели, сформулированной во введении.
Анализ служебного назначения изделия
Матрица штампа третьего перехода для холодной объемной штамповки предназначена для окончательного формообразования поковки корпуса внутреннего шарнира ВАЗ 2108. В течение трех переходов из заготовки (прутка) при помощи последовательного выдавливания на трех штампах на прессе «Брет 1250 т.с.» образуется поковка.
Анализ технологичности конструкции изделия
Анализ технологичности конструкции матрицы штампа будем производить, руководствуясь [1].
Общими требованиями к конструкции изделия, независимо от типа производства, отрасли машиностроения, являются:
а) возможность узловой сборки, т.е. наличие в конструкции сборочных единиц, допускающих независимую сборку;
б) возможность одновременного и независимого присоединения узлов к базовому элементу изделия;
в) возможность механизации сборочных работ;
г) инструментальная доступность;
д) контролепригодность;
е) высокая степень унификации деталей и сборочных единиц;
ж) применение несложных сборочных приспособлений;
з) использование методов обеспечения точности.
Конструкция изделия удовлетворяет общим требованиям, так как:
- в конструкции имеются в наличии сборочные узлы, допускающие независимую сборку;
- сборочные работы механизированы;
- обеспечивается инструментальная доступность, в том числе при механической обработке;
- изделие пригодно для контроля.
Требования к конструкторской документации. В технических требованиях на сборку должны быть указаны:
а) точность положения или взаимного перемещения исполнительных поверхностей изделия;
б) методы обеспечения точности замыкающих звеньев изделия;
в) методы выполнения соединений, требования к герметичности соединений, жесткости соединений;
г) методы промежуточного и окончательного контроля;
д) моменты затяжки ответственных резьбовых соединений;
е) точность балансировки вращающихся частей изделия.
Исходя из вышеперечисленных требований, делаем вывод, что конструкторская документация на сборку, т.е. чертеж, не отвечает требованиям технологичности, так как:
- не указаны методы обеспечения точности замыкающих звеньев изделия;
- неясно сформулирован метод выполнения соединений;
- не указаны методы промежуточного и окончательного контроля.
Кроме того, при простановке обозначений размеров и чистоты поверхностей не были учтены последние изменения в [2].
Переработанный чертеж представлен на листе 05.М15.277.50.000.СБ дипломного проекта.
Определение типа производства и обоснование формы его организации
Сопоставив количество изготавливаемых изделий (1000 шт. в год) с трудоемкостью сборки изделия (5,2 часа) по [3] можно определить тип производства. В данном случае мы имеем среднесерийный тип производства.
Рассчитаем объем партии запуска изделий, шт:
(1.1.1)
где Nг – годовой объем выпуска изделий;
F – число рабочих дней в году.
Среднесерийное производство характерно применением стационарной и подвижной поточной сборки с расчленением работ и регламентированном их выполнении при большом оперативном времени.
В проекте применяется стационарная неподвижная сборка с расчленением работ.
Постановка задач проекта
Задачей дипломного проекта является повышение качества и срока службы матрицы штампа за счет создания прогрессивного и наиболее экономичного технологического процесса изготовления вставки нижней и сборки матрицы штампа холодной объемной штамповки.
В связи с этим планируется:
- определить метод точности сборки при помощи размерного анализа;
- применить при создании техпроцесса сборки современное высокопроизводительное оборудование, современные приспособления;
- спроектировать сборочное приспособление, обеспечивающее точность сборки изделия;
- применить оптимальный метод получения заготовки в техпроцессе изготовления вставки нижней;
- применить современное высокопроизводительное оборудование, современные приспособления, современные инструментальные материалы;
- спроектировать приспособление для контроля радиального биения внутренних поверхностей вставки нижней;
- провести линейную оптимизацию режимов резания на токарной операции;
- провести патентные исследования повышения стойкости шлифовального круга;
- провести научные исследования для определения увеличения износостойкости вставки нижней за счет гидродробеструйной обработки внутренних поверхностей;
- произвести расчет проекта на безопасность и экологичность;
- добиться наибольшей экономической эффективности проекта.
1.2 Размерный анализ
Задача данного раздела – определение метода точности обеспечения сборки на основе решения конструкторских сборочных размерных цепей.
При обеспечении нормальной работоспособности матрицы в процессе изготовления входящих в него деталей и общей сборки необходимо достичь точности в следующем параметре: не допустить превышения радиального биения внутренней поверхности вставки нижней 5 относительно внешней поверхности бандажа наружного 1.
Составим уравнение размерной цепи, обеспечивающей выполнение параметра (графическое изображение представлено на листе 05.М15.277.01.000): см. лист 05.М15.277.50.000СБ – сборочный чертеж матрицы, где 1- бандаж наружный, 2 – бандаж внутренний, 3 – вставка верхняя, 4 – кольцо, 5 – вставка нижняя.
Таким образом, уравнение размерной цепи, определяющее обеспечение требуемого параметра имеет вид:
АD =А1+А2+А3+А4, (1.2.1)
где А1 – отклонение от соосности внутренней и внешней поверхностей бандажа наружного, составляет: А1 = 0,02 мм;
А2 – отклонение от соосности внутренней и внешней поверхностей бандажа внутреннего, составляет: А2 = 0,02 мм;
А3 –радиальное биение вставки верхней, составляет: А3 = 0,04 мм;
А4 – отклонение от соосности внутренней и внешней поверхностей кольца, составляет: А4 = 0,02 мм.
Таблица 1.2.1
Данные к расчету размерной цепи
| Звено Аi | Наименование звена | Номинал, мм Aном | предельные отклонения, мм es, ei | Допуск, мм TAi | координата середины поля допуска, мм D0Ai | Вероятностный к-т l |
| А1 | отклонение от соосности | 0 | ±0,01 | 0,02 | 0 | 0,24 |
| А2 | отклонение от соосности | 0 | ±0,01 | 0,02 | 0 | 0,24 |
| А3 | радиальное биение | 0 | ±0,02 | 0,04 | 0 | 0,24 |
| А4 | отклонение от соосности | 0 | ±0,01 | 0,02 | 0 | 0,24 |
Допуск на замыкающее звено берется, исходя из [4] - TАD= 0,05 мм. Принимаем симметричное распределения поля допуска: D=0 ± 0,025 мм.
Первоначально произведем расчет по вероятностному методу.
Проверим обеспечение точности замыкающего звена при полной взаимозаменяемости:
wАDрасч £ wАDнеобх, (1.2.2)
где wАDнеобх – максимально допустимая погрешность (0,500 мм);
wАDрасч– погрешность рассчитанная по размерной цепи, мм.
wАDрасч = STAi, (1.2.3)
где STAi – сумма значений звеньев цепи.
wDрасч = 0,02 + 0,02 + 0,04 + 0,02= 0,10 мм,
0,10 > 0,05 - условие 1.2.2 не выполнено.
Проверим обеспечение точности замыкающего звена при неполной взаимозаменяемости:
, (1.2.4)
где t - нормированный параметр распределения;
l - вероятностный коэффициент.
0,078 > 0,05 - условие 1.2.2 не выполнено.
Так как в размерную цепь входят только отклонения от соосности и радиальные биения возможно, что возникают векторные ошибки.
Тогда возможно несколько вариантов расчетов погрешности размерной цепи:
1) wАDрасч = wА1 - wА2 + wА3 + wА4 = 0,02 - 0,02 + 0,04 + 0,02 =0,06 мм,
0,06 > 0,05 - условие 1.2.2 не выполнено.
2) wАDрасч = wА1 - wА2 + wА3 - wА4 = 0,02 - 0,02 + 0,04 - 0,02 = 0,02 мм.
Данный расчет сделан без учета деформаций, возникающих при продольно-прессовой сборке.
Рассчитаем деформации по методике [5].
1) запрессовка бандажа внутреннего в бандаж наружный.
Наружный диаметр охватывающей детали: D = 380 мм;
наружный диаметр охватываемой детали: d = 164,9 мм;
внутренний диаметр охватываемой детали: d0 = 128,3 мм;
материал охватывающей детали – сталь 5ХГНМ;
материал охватываемой детали – сталь 5ХГНМ.
Величина D после сборки:
, (1.2.5)
, (1.2.6)
где p – удельное давление, МПа;
E – модуль упругости материала охватываемой детали, МПа ;
, (1.2.7)
где d - расчетный натяг, мм;
Е1 и Е2 – модули упругости материала охватывающей и охватываемой детали, МПа;
С1 и С2 – величины, учитывающие коэффициент Пуассона и диаметры охватывающей и охватываемой деталей.
(1.2.8)
[6].
С1 = 3,8; С2 = 1,18 [4].
Величина do после сборки:
(1.2.9)
(1.2.10)
2) запрессовка кольца в бандаж внутренний.
Наружный диаметр охватывающей детали: D = 165,56 мм;
наружный диаметр охватываемой детали: d = 127,854 мм;
внутренний диаметр охватываемой детали: d0 = 82,2 мм.
материал охватывающей детали – сталь 5ХГНМ;
материал охватываемой детали – сталь 6ХВ2С.
[6].
С1 = 2,11; С2 = 3,69 [4].
3) запрессовка вставки нижней в кольцо.
Наружный диаметр охватывающей детали: D = 127,854 мм;
наружный диаметр охватываемой детали: d = 81,855 мм;
внутренний диаметр охватываемой детали (средний приведенный):
d0 = 32,437 мм.
материал охватывающей детали – сталь 6ХВ2С;
материал охватываемой детали – сталь Р6М5.
; [6].
С1 = 1,08; С2 = 2,12 [4].
Величина деформации внутренней поверхности вставки нижней составляет 0,099 мм. При такой усадке выдержать заданное радиальное биение невозможно. При сборке матрицы не подходят методы полной и неполной взаимозаменяемости. Устранить погрешность размера, вызванную деформацией, можно лишь при снятии материала при сборке изделия. Это характерно для метода пригонки.
Вместе с тем в базовом техпроцессе вместо одной пригоночной операции, выполняемой на шлифовальном станке, включены несколько операций, которые можно выполнить и до сборки матрицы, т.е. при механической обработке деталей, входящих в изделие.
Изменение технологического процесса сборки отражено в последующих пунктах.
1.3 Разработка технологической схемы сборки
Задача раздела - показать, в какой последовательности необходимо присоединять друг к другу и закреплять элементы, из которых собирают изделие. Такими элементами являются детали и сборочные единицы.
Каждый составной элемент изделия изображен на технологической схеме сборки (лист 05.М15.277.03) в виде прямоугольника, разделенного на три части: в верхней части дано наименование элемента; в левой нижней числовой индекс элемента по спецификации; в правой нижней число элементов, входящих в данное соединение.
Технологическая схема сборки снабжена надписями-сносками, поясняющими характер сборочных работ.
Технологические схемы сборки упрощают проектирование технологического процесса сборки, позволяют оценить технологичность конструкции изделия с точки зрения расчленения сборки на общую и узловую, гарантируют от пропуска деталей, входящих в изделие. Перечень наименований выполняемых сборочных работ в последовательности, диктуемой технологической схемой общей и узловой сборки, и данные по нормированию всех необходимых видов работ представлен в табл. 1.3.1.
Таблица 1.3.1
Перечень сборочных работ
| № | Содержание основных и вспомогательных работ | Время, tоп, мин |
| 1. Общая сборка матрицы | ||
| 1. | Осмотреть бандаж наружный 1 со всех сторон | 0,10 |
| 2. | Застропить бандаж наружный 1 канатами, 2 стропа | 0,16 |
| 3. | Установить и закрепить бандаж наружный в приспособление | 0,13 |
| 4. | Расстропить бандаж наружный 1 | 0,12 |
| 5. | Осмотреть бандаж внутренний 2 со всех сторон | 0,07 |
| 6. | Смазать бандаж внутренний дисульфидом молибдена | 0,10 |
| 7. | Установить бандаж внутренний в бандаж наружный | 0,13 |
| 8. | Установить накладку на бандаж внутренний 2 | 0,08 |
| 9. | Включить гидравлический пресс | 0,07 |
| 10. | Запрессовать бандаж внутренний в бандаж наружный | 0,22 |
| 11. | Выключить гидравлический пресс | 0,07 |
| 12. | Снять накладку | 0,09 |
| 13. | Осмотреть кольцо 4 со всех сторон | 0,07 |
| 14. | Осмотреть вставку верхнюю 3 со всех сторон | 0,07 |
| 15. | Осмотреть вставку нижнюю 5 со всех сторон | 0,07 |
| 16. | Скомплектовать детали 3,4,5 | 0,07 |
| 17. | Обработать кольцо 4, вставку верхнюю 3 и вставку нижнюю 5 на оправке в сборе на шлифовальном станке | 2,30 |
| 18. | Смазать наружные пов-ти детали 3,4,5 дисульфидом молибдена | 0,10 |
| 19. | Установить и закрепить комплект 3,4,5 в бандаж внутренний 2 | 0,13 |
| 20. | Установить плиту запрессовочную на комплект 3,4,5 | 0,10 |
| 21. | Включить гидравлический пресс | 0,07 |
| 22. | Запрессовать комплект 3,4,5 в бандаж внутренний 2 | 0,27 |
| 23. | Снять плиту запрессовочную | 0,05 |
| 24. | Застропить матрицу канатами, 2 стропа | 0,16 |
| 25. | Снять матрицу в сборе | 0,07 |
| 26. | Расстропить матрицу | 0,12 |
| Всего Stоп | 4,99 | |
1.4 Выбор технологических баз и составление маршрутной технологии сборки
Задача данного раздела – определить положение базовой детали при сборке и установить последовательность и содержание технологических и вспомогательных операций сборки.
Выбор технологических баз
Выбор технологических баз производится для создания определенного положения базовых деталей на узловых и общей сборках.
Технологические базы должны обеспечивать полную ориентацию базовой детали (лишение шести степеней свободы), достаточную устойчивость и жесткость установки.
Выбирая технологические базы необходимо учитывать дополнительные соображения: удобство установки и снятия собираемого изделия, возможность подвода присоединяемых элементов и сборочных инструментов с разных сторон.
Так как в технологическом процессе применяется механизированная сборка, базовая деталь устанавливается на обработанные поверхности.
Составление маршрутной технологии сборки
Маршрутная технология включает установление последовательности и содержания технологических и вспомогательных операций сборки. Последовательность операций определяется на основе технологической схемы сборки и общего перечня работ, включая вспомогательные.
Таблица 1.4.1
Технологический маршрут сборки матрицы
| № оп-ции | Название операции | Содержание операции | Оборудование |
| 05 | Прессовая | Запрессовать деталь поз.2 в деталь поз.1 | Гидравлический пресс 1П756 |
| 10 | Слесарная | Скомплектовать детали с/ч и комплектовочной ведомости | Слесарный верстак |
| 15 | Шлифовальная | Шлифовать наружный конус деталей поз. 3,4,5 в сборе на оправке | Универсальный шлифовальный станок 1000U |
| 20 | Прессовая | Запрессовать деталей поз.3,4,5 в двухслойный бандаж | Гидравлический пресс 1П756 |
| 25 | Транспортная | Снять матрицу в сборе | |
| 30 | Контрольная | Контроль размеров согласно чертежу матрицы | Контрольно-измерительная машина SMM-MT |
1.5 Проектирование сборочных операций
Задача раздела – подробная разработка содержания сборочных операций, выбор средств технологического оснащения, определение режимов работы оборудования, определение норм времени на выполнение операций.
Структура технологических операций
Структура операции определяет содержание технологической операции и последовательность ее выполнения. В конечном итоге от структуры зависит время выполнения операции.
Структура операции определяется следующими признаками:
- количеством изделий, одновременно собираемых;
- количеством инструментов, используемых при выполнении операции (одно или многоинструментальная);
- последовательностью работы инструментов при выполнении операции.
Определим структуры операций:
- 05 прессовая и 20 прессовая: одновременно собирается одно изделие, при выполнении операции не используется сборочные инструменты;
В таблице 1.5.1 приведена полная структура технологических операций (по переходам).
Таблица 1.5.1
Структура технологических операций
| № | Название | № перехода | Вид сборки по переходам |
| 05 | Прессовая | 1 | Установить и закрепить бандаж наружный 1 в приспособлении |
| 2 | Установить бандаж внутренний 2 в бандаж наружный 1 | ||
| 3 | Установить накладку на бандаж внутренний | ||
| 4 | Запрессовать бандаж внутренний 2 в бандаж наружный 1 | ||
| 10 | Слесарная | 1 | Скомплектовать кольцо 4, вставку верхнюю 3, вставку нижнюю 5 |
| 15 | Шлифовальная | 1 | Шлифовать наружные поверхности кольца 4, вставки верхней 3, вставки нижней 5 на оправке |
| 20 | Прессовая | 1 | Установить дет. 3,4,5 в бандаж внутренний |
| 2 | Установить плиту запрессовочную на дет. 3,4,5 | ||
| 3 | Запрессовать дет. 3,4,5 в бандаж внутренний 2 | ||
| 25 | Транспортная | 1 | Снять матрицу в сборе |
| 30 | Контрольная | 1 | Контроль всех размеров согласно чертежу матрицы. |
Выбор средств технологического оснащения
Средства технологического оснащения назначаем, исходя из:
- используемое СТО должно быть технологично, недорого и надежно в эксплуатации;
- сборочное оборудование должно быть универсальным и переналаживаемым, т.к. производство серийное;
- сборочные приспособления должны обеспечивать быструю установку и снятие сопрягаемых деталей и узлов изделия, выполнение соединения;
- режущие и вспомогательные инструменты (при шлифовальной операции) соответствуют методам обработки, конфигурациям и расположениям поверхностей, марки инструментальных материалов режущих частей соответствуют виду и марке обрабатываемого материала заготовки и видам обработки, геометрические параметры режущей части инструментов соответствуют физико-механическим характеристикам материала заготовки;
- средства контроля обеспечивают надлежащее качество технического контроля при выполнении технологических операций и при производстве приемочного контроля изделия.
Таблица 1.5.2
Дата: 2019-05-28, просмотров: 326.