Выпуск готовой продукции базируется на организации производства, труда и управления.
Организация производства – это рациональное сочетание средств производства, предметов и условий труда, обеспечивающих выпуск готовой продукции требуемого качества при регламентированных материальных, финансовых и трудовых затратах.
Организация труда – это система мероприятий, обеспечивающих рациональное использование рабочей силы за счет рациональной расстановки людей в процессе производства, разделения труда, кооперирования, использования прогрессивных приемов и методов, нормирования и стимулирования труда, научной организации рабочих мест, их обслуживания и создания благоприятных условий для работы.
Организация управления – это комплекс мероприятий по сбору информации о производстве, ее обработке, принятию решений, доведению их до исполнителей, контролю и регулированию производства с целью повышения эффективности использования ресурсов и качества готовой продукции.
Основные принципы организации производственного процесса:
1. Специализация производства – выпуск узкой номенклатуры изделий на одном предприятии при достаточно большом объеме производства. Различают:
а) по месту применения:
- внутризаводскую;
- цеховую;
- рабочих мест.
б) по виду:
- предметную;
- подетальную;
- технологическую.
Специализация позволяет шире принимать стандартные решения, использовать типовые ТП и унифицировать оснастку.
2. Прямоточность – это обеспечение кратчайшего пути прохождения ремонтируемых изделий по всем стадиям и операциям производственного процесса. При этом сокращается время на межоперационную транспортировку изделий.
Различают следующие виды движения изделий:
а) последовательное (восстановление и изготовление деталей) – обеспечивается более полная загрузка оборудования, но вызывает длительное нахождение деталей на постах обработки;
б) параллельное – обеспечивает непрерывность производства и сокращает время пребывания изделия в ремонте, но при этом необходимо обеспечение синхронности и кратности смежных операций;
в) последовательно-параллельное – применяется , когда операции производственного процесса не синхронизированы и оборудование на участках имеет различную производительность.
Производственный процесс на АРП организуют с прямым, Г-образным и П-образным движением ремонтируемых изделий.
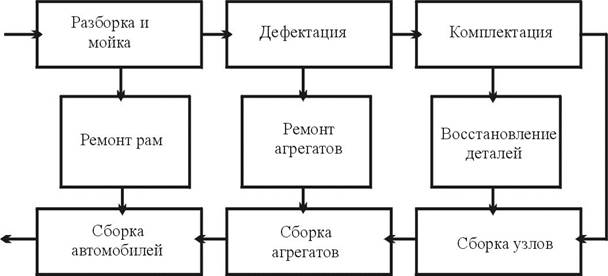
а) прямой поток (рис.1.1):

Достоинство - прямолинейность движения наиболее тяжелых деталей, позволяющая использовать несложные подъемно-транспортные механизмы.
Недостаток - несоответствие площадей основных участков образующимся боковым потокам ремонтируемых агрегатов, узлов и деталей.
б). Г – образный поток (рис.1.2):
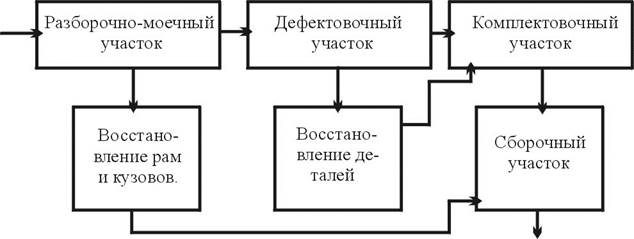
Достоинство - возможность изоляции разборочно-моечных участков от сборочных и др. участков.
Недостаток - непрямолинейность технологического потока.
в). П-образный поток (рис.1.3):
Достоинство: одновременное выполнения составляющих производственного процесса, более широкий фронт работ, сокращение времени пребывания изделия в ремонте.
3. Пропорциональность – это соответствие мощностей всех цехов и участков (и вспомогательных) плановым заданиям по ремонту определенной номенклатуры изделий.
Принцип пропорциональности состоит в том, что количество исполнителей
на каждом участке (рабочем месте) должно быть пропорционально трудоемкости выполняемых на нем операций:
Т1: Т2 :…:Тi = Р1: Р2: …: Рj;
где: Тi – трудоемкость i–й составной части производственного процесса;
Рj – численность исполнителей на j–м посту.
Пропорциональность обеспечивает бесперебойную работу всех звеньев ремонтного предприятия, исключает узкие места и диспропорции в производстве. Повышение степени пропорциональности всех участков АРП обеспечивает увеличение его производственных мощностей, улучшение использования производственных фондов.
4. Непрерывность - характеризуется выполнением основных и вспомогательных операций без разрыва во времени. Обеспечивается максимальной синхронизацией всех операций производственного процесса, которая достигается изменением числа постов, перераспределением работ по постам, изменением трудоемкостей операций за счет механизации и автоматизации, выполнением части работ вне потока или на параллельных постах.
Непрерывность оценивается коэффициентом неравномерности ήн:
n n
ήн = Σti / Tц →max или ή1 = (Tц - Σti )/ Τц→min;
i=1 i=1
где: Σti - длительность технологического цикла по i-м операциям;
i=1
Тц - длительность производственного цикла.
Непрерывность использования средств труда оценивается коэффициентом загрузки оборудования:
nc nc
η3 = Σti/ΣΦi;
где: ti – время работы i-го станка;
Фi – годовой фонд работы i-го станка;
nс – число станков на производстве.
5. Кратность распределения трудоемкости по постам является предпосылкой создания поточного производства. Условие кратности:
а1Т1 = а2 Т2 = … = аn Тn ;
где: аn – коэффициент кратности.
6. Ритмичность – постоянство выпуска изделий определенного наименования в расчетный период. При равномерном выпуске в каждую декаду должно выпускаться 33,3% от месячной программы. Оценивается фактическая ритмичность коэффициентом ритмичности:
n n
kр = 1 - [Σai/ΣNi];
где: аi – отрицательное отклонение выпуска от задания по программе;
Ni – величина планового задания;
n- количество анализируемых периодов.
7. Автоматичность – приспособленность производственного процесса к внешним возмущающим факторам без участия или под контролем исполнителей. Практически отсутствует и обеспечивается людьми.
Рациональная организация производственного процесса должна обеспечивать постоянное повышение производительности труда, качества продукции, снижение ее себестоимости, улучшение использования основных производственных фондов и оборотных средств.
Дата: 2019-05-28, просмотров: 410.