В умовах виробництва контроль діаметрів валів проводять за допомогою калібрів-скоб, які за конструкцією бувають односторонні або двосторонні. Прохідна сторона скоби виготовляється номінально рівною найбільшому граничному розміру контрольованого валу, а непрохідна сторона - номінально рівною якнайменшому граничному розміру валу. Калібри-пробки для контролю отворів також бувають прохідними Р-ПР та непрохідними Р-НЕ. Прохідна сторона пробки виготовляється номінально рівною найменшому граничному розміру контрольованого отвору, а непрохідна сторона – номінально рівною найбільшому розміру отвору.
Розміри прохідних і непрохідних калібрів, як і розмір будь-якого виробу, не можуть бути виготовлені абсолютно точно. Допуски на неточність виготовлення калібрів і допуск на їх знос передбачені спеціальними стандартами. Допуск на знос встановлюється тільки для робочих прохідних калібрів. Встановлені стандартом відхилення для калібрів відлічуються від граничних розмірів деталей.
В діючому стандарті СТ СЄВ 157 – 75 прийняті наступні позначення розмірів і допусків:
D – номінальний розмір виробу;
Dmin – найменший граничний розмір виробу;
Dmax – найбільший граничний розмір виробу;
Т – допуск виробу;
Н – допуск на виготовлення калібрів для отвору;
Нs – допуск на виготовлення калібрів із специфічними вимірювальними поверхнями для отвору;
Н1 – допуск на виготовлення калібрів для валу;
НР – допуск на виготовлення контрольного калібру для скоб;
Z – відхилення середини поля допуску на виготовлення прохідного калібру для отвору відносно найменшого граничного розміру виробу;
Z1 – відхилення середини поля допуску на виготовлення прохідного калібру для валу відносно найбільшого граничного розміру виробу;
Y – допустимий вихід розміру зношеного прохідного калібру для отвору за межу поля допуску виробу;
Y1 - допустимий вихід розміру зношеного прохідного калібру для валу за межу поля допуску виробу;
α – величина для компенсації погрішності контролю калібрами отворів з розмірами понад 180 мм;
α1 - – величина для компенсації погрішності контролю калібрами валів з розмірами понад 180 мм
Схеми розташування полів допусків калібрів для отворів квалітетів 6, 7 та 9 та номінальних розмірів до 180 мм:
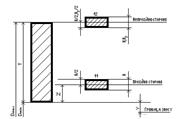
Рис.1
Для валів квалітетів 6, 7 та 8 та номінальних розмірів до 180 мм:
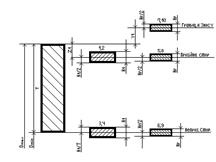
Рис.2
Питання для самоперевірки:
1. Класифікація калібрів за призначенням.
2. Які вимоги пред'являються до виготовлення калібрів: за конструкцією, за точністю, за шорсткістю робочих поверхонь, за матеріалом, щодо експлуатації?
3. Що таке номінальний розмір калібру?
4. Як розрахувати виконавчий розмір калібру?
5. Як визначають робочі калібри?
6. Як визначають контрольні калібри?
Лекція №13
Тема: Взаємозамінність нарізних з’єднань. Нарізні калібри
Основні положення
Залежно від призначення і виконання функцій різі поділяють на кінематичні, кріпильні, трубні тощо. Вони широко застосовуються у машинобудуванні. А за формою поверхонь, на яких нанесена різь, вона поділяється на метричну, упорну, дюймову, трапецеїдальну тощо. Нарізні з’єднання мають чимало параметрів, до точності яких ставлять вимоги. Для кріпильних нарізних з’єднань вимоги до точності параметрів значно нижче, однак високі вимоги до їх міцності. Для кінематичних нарізних з’єднань, призначених для переміщення робочих органів і механізмів обробних верстатів, високі вимоги висувають як до точності параметрів, так і до їх міцності.
Розглянемо лише метричні нарізні з’єднання, до параметрів яких належать великий, середній та малий діаметри, шаг, кут профілю різі та ін.
Терміни й визначення
На профілю метричної різі (рис. 1) зазначені всі основні параметри.
Будь-який вид різі характеризується профілем, діаметрами, кроком, ходом та іншими параметрами.
Вісь різі - це лінія, відносно якої утворено гвинтову поверхню різі.
Профілем різі є профіль виступу та канавки у площині, яка проходить через вісь.
Основний профіль різі - це спільний для зовнішньої та внутрішньої різей профіль, який обумовлюється номінальними розмірами його лінійних та кутових елементів і є основою для визначення номінального профілю різі.
Вершина різі являє собою частину гвинтової поверхні, яка з'єднує суміжні сторони різі по верху її виступу.
Зовнішній діаметр різі (D, d) - це діаметр умовного прямого колового циліндра, описаного навколо вершин зовнішньої або западин внутрішньої різі: D - зовнішній діаметр внутрішньої різі (гайка); d - зовнішній діаметр зовнішньої різі (болт).
Внутрішнім діаметром різі (d1, D1) є діаметр умовного прямого колового циліндра, вписаного в западини зовнішньої або вершини внутрішньої різі: d1 - внутрішній діаметр болта; D1 - внутрішній діаметр гайки.
Середній діаметр різі (d2, D2) - це діаметр умовного циліндра, вісь якого збігається з віссю різі і кожна твірна якого перетинає профіль різі так, що її відрізки, утворені при перетині з канавкою, дорівнюють половині номінального кроку різі.
Номінальний діаметр умовно характеризує розміри різі і використовується при її позначенні.
Крок різі Р являє собою відстань по лінії, яка паралельна осі різі, між двома відповідними точками двох сусідніх витків.
Кут профілю різі α – кут між суміжними бічними сторонами профілю різі у площині осьового перерізу.
Вихідним трикутником різі є трикутник, вершини якого утворюються точками перетину подовження бічних сторін основного профілю різі.
Висота вихідного трикутника Н - це відстань між його вершиною й основою в напрямку, перпендикулярному до осі різі.
Метрична різь (рис. 1) характеризується кутом профілю α = 60°. Найбільш поширені метричні різі з діаметрами від 1 до 600 мм. Основною особливістю профілю метричної різі є те, що його вершини зрізані по внутрішньому діаметру гайки на відстані Н/4, а по зовнішньому діаметру болта - на відстані Н/8 від вершини теоретичного профілю.
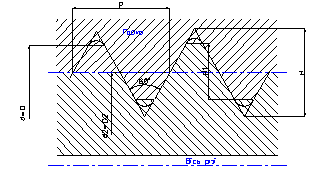
Рис. 1 Метрична різь
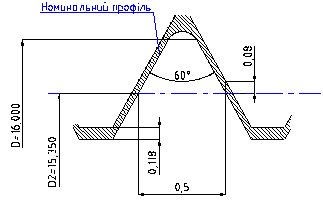
Рис. 2 Положення полів допусків внутрішньої різі
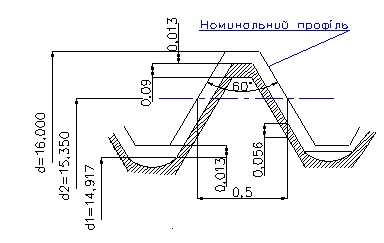
Рис. 3 Положення полів допусків зовнішньої різі
Кріпильна метрична різь застосовується при роз’ємному з’єднанні запчастин машин. Головне її призначення – забезпечення міцності з’єднань та збереження щільності стику у процесі тривалої експлуатації.
Приклад
Дано: М16х1-6Н/6g - метрична різь з зазором (для з’єднання H/h – риc. 4, 7).
1. Беремо з ДСТ 24705-81 параметри:
Р=1 мм
D=d=16,000 мм
D1=d1=14,917 мм
D2=d2=15,917 мм
D3=d3=14,773 мм
2. Знаходимо висоту теоретичного трикутника та вказуємо основні параметри (рис. 4):

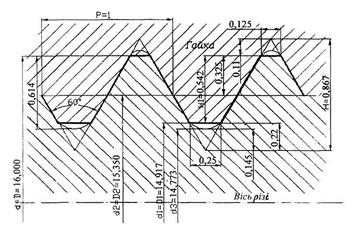
Рис. 4 Метрична різь М16х1-6Н/6g
3. З ДСТ 16093-81 знаходимо граничні відхилення:
(6g)d: es=-26 мкм(7g)D: EI=0
ei=-206 мкмD2: EI=0
d2: es=-26 мкм ES=160 мкм
ei=-138 мкмD1: EI=0
d1=es=-26 мкм ES=236 мкм
4. Допуски розмірів отвору і вала відповідають формулам:
TD=ES-EI
Td=es-ei
Тобто:
TD2=160 мкм =0,16 мм
TD1=236 мкм =0,236 мм
Td2= -26+138=112 мкм = 0,112 мм
Td=-26+206=180 мкм =0,18 мм.
Знайдені допуски розмірів вказуємо на рис. 2, 3.
Нарізні калібри
Нарізні пробки ПР для контролю гайок і нарізні кільця для контролю болтів є прототипами деталей, що з’єднують. Прийняті по них нарізні деталі забезпечують повну взаємозамінність.
Вгвинчування пробки ПР у гайку показує, що середній діаметр не виходить за встановлений найменший граничний розмір, наявні помилки шагу і кута профілю різі гайки компенсовані відповідним підвищенням середнього діаметра, D1>d (зовнішній діаметр гайки не менше зовнішнього діаметра болта). Отже, прохідна пробка контролює наведений середній діаметр D2 - це значення середнього діаметра різьблення, збільшене для болта і зменшено для гайки на сумарну діаметральну компенсацію відхилень шагу і кута нахилу бічної сторони профілю, тобто:

а для гайки: 
Якщо прохідна пробка НЕ не вгвинчується, то це означає, що середній діаметр гайки не перебільшує встановленого найбільшого граничного розміру. Для зниження впливу помилок шагу і кута профілю на результати контролю непрохідні калібри мають невелике число витків (2,5-3) і малу вимірювальну довжину сторін профілю із притупленням по зовнішньому діаметру, та канавку по внутрішньому діаметру.
Такий профіль різі НЕ пробки пристосований до перевірки тільки середнього діаметра і називається вкороченим. Пробка НЕ, як правило, не повинна вгвинчуватися в гайку, але при нормальній довжині різі допускається вгвинчування до 2-х обертів з одного торця деталі або в сумі з 2-х сторін. Робочими калібрами для перевірки болтів є нарізні ПР і НЕ кільця, а також нарізні скоби.
Для контролю самих робочих калібрів передбачені контрольні калібри у вигляді нарізних пробок, які позначаються:
1)КПР-ПР і КПР-НЕ
2)У-ПР і У-НЕ
3)К-И і КИ-НЕ
4)КНЕ-ПР і КНЕ-НЕ
1)Тверді робочі ПР кільця перевіряють контркалібрами - прохідною пробкою, що повинна згвинчуватися - КПР-ПР і непрохідною пробкою, що не повинна згвинчується - КПР-НЕ.
2)Регульовані робочі нарізні кільця встановлюють по контркалібрам у вигляді настановних пробок: У-ПР - для прохідного нарізного кільця, У-НЕ - для непрохідного кільця.
3)Зношування робочих кілець і скоб перевіряють контркалібрами:
К-И – прохідних;
КИ-НЕ - непрохідних
4)Тверді робочі непрохідні кільця перевіряють контркалібрами - прохідною пробкою КНЕ-ПР і непрохідною КНЕ-НЕ.
5) Регульовані робочі скоби перевіряють тільки прохідними пробками КПР-ПР і КНЕ-ПР.
ГОСТ 160ФЗ—SI
Дані положення відповідають ДСТ 24705-81 (рис. 5, 6)
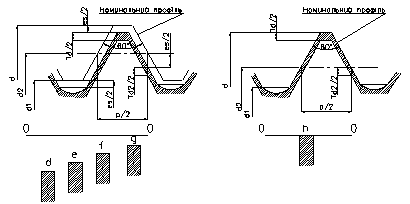
Рис. 5 Положення полів допусків зовнішньої різі з основними відхиленнями d, e, f, g з основним відхиленням h
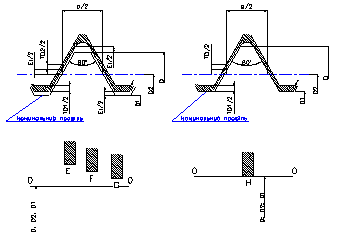
Рис. 6 Положення полів допусків внутрішньої різі з основними відхиленнями E, F, G з основним відхиленням H
Питання для самоперевірки:
1. Назвіть основні параметри різі
2. У чому складається призначення нарізних з’єднань?
3. Які величини входять у зведений середній діаметр?
4. Які ступені точності встановлені для середнього та поверхневого діаметрів поверхневої різі?
5. Яке визначення внутрішньої та поверхневої різі?
Лекція №14
Дата: 2019-05-28, просмотров: 336.