Включение комплекса «станок с ЧПУ»
Для включения комплекса «станок с ЧПУ» необходимо выполнить следующие действия:
1) повернуть основной выключатель электрического шкафа до позиции «включено»;
2) повернуть ключ в замке сетевого выключателя в позицию «ON», при этом будет подано напряжение в УЧПУ;
3) дождаться появления на экране видеостраницы #1;
4) нажать кнопку включение станка (большая зеленая кнопка слева от модуля дисплея), что сопровождается характерным звуком импульса смазки.
Установка рабочего органа, несущего инструмент, в фиксированную точку станка
После полного включения комплекса станок – УЧПУ необходимо совместить базовую точку F рабочего органа (суппорт с резцедержателем) c фиксированной точкой станка R (рис. 2.15). Вывод рабочего органа в фиксированную точку служит для точного определения положения рабочего органа относительно нуля станка M. Положение фиксированной точки R(xMR, zMR) вдоль осей X и Z задается концевыми выключателями.
Для установки рабочего органа, несущего инструмент, в фиксированную точку станка необходимо выполнить следующие действия:
1) установить видеостраницу #1 в режиме управление станком;
2) установить режим работы HOME переключателем режимов работы станка;
3) последовательными нажатиями функциональных клавиш ↓ и → вывести рабочий орган в фиксированную точку станка.
После выполнения указанных действий, базовая точка рабочего органа будет совмещена с фиксированной точкой станка.
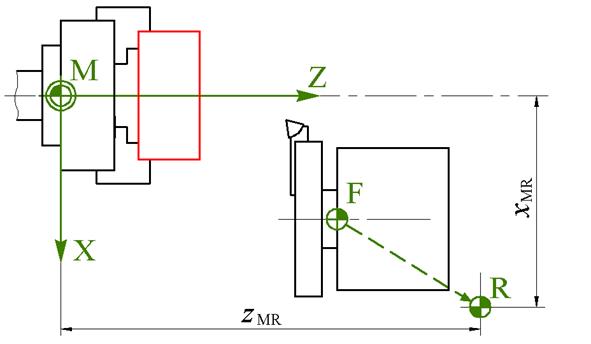
Рис. 2.15. Вывод рабочего органа в фиксированную точку станка (вид на станок сверху)
Определение положения нуля детали относительно нуля станка и настройка режущих инструментов
Прежде чем начать обработку заготовки необходимо определить положение нуля детали (программы) относительно нуля станка. Нуль детали при обработке на токарном станке с ЧПУ обычно располагают на пересечении оси вращения шпинделя и правого чистового торца детали (рис. 2.16). Поскольку линейные размеры детали обычно привязаны к торцу, то при таком расположении нуля программирование значительно упрощается.
Для определения положения нуля детали необходимо выполнить следующие действия:
1) вызвать функцией T нужный инструмент (например, упорно-проходной резец);
2) включить электронный штурвал командой VOL = 1;
3) в режиме ручного ввода кадра MDI включить шпиндель на заданную скорость главного движения (например, кадром S500 M04 и нажать Enter);
4) в режиме ручного управления MANU с помощью электронного штурвала подвести инструмент к торцу детали до соприкосновения с ним (рис. 2.2) и подрезать торец, отведя инструмент от обрабатываемой поверхности вдоль оси X;
5) в режиме MDI с помощью команды определения положения начальной точки ORA задать положение начальной точки оси Z кадром вида (ORA, 0, Z0);
6) с помощью электронного штурвала вывести инструмент вдоль оси X детали на расстояние, обеспечивающее снятие небольшого припуска при движении инструмента вдоль оси Z, произвести наружное обтачивание заготовки на длине, достаточной для измерения наружного диаметра (рис. 2.16) и отвести инструмент вдоль оси Z;
7) остановить шпиндель и измерить штангенциркулем диаметр d проточенной поверхности;
8) ввести полученное значение d в качестве координаты начальной точки оси X с помощью кадра вида (ORA, 0, X–d).
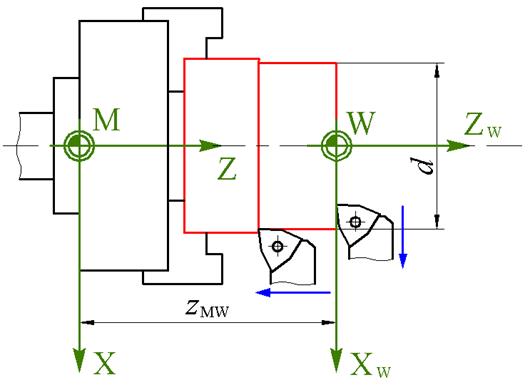
Рис. 2.16. Определение положения нуля детали (программы)
Испытание управляющей программы при использовании графической видеостраницы
Перед выполнением управляющей программы требуется провести ее испытание на графической видеостранице #6 при блокировке привода. Данная операция позволит построить на экране траектории инструментов без проведения обработки и визуально определить допущенные в программе ошибки (рис. 2.17).
Для испытания УП при использовании графической видео-страницы #6необходимо выполнить следующие действия:
1) ввести код UAS=1 (блокировка осей), который блокирует привод;
2) выбрать УП для испытания: SPG, PROG1 ,нажать клавишу Enter;
3) нажать клавишу F2 («Видеостраница») для перехода к графической видеостранице #6;
4) установить формат графического поля при помощи кода:
UCG,1,X…X…,Y…Y…,Z… и нажать клавишу Enter;
5) переключателем режимов работы станка выбрать режим AUTO;
6) нажать кнопку Пуск.
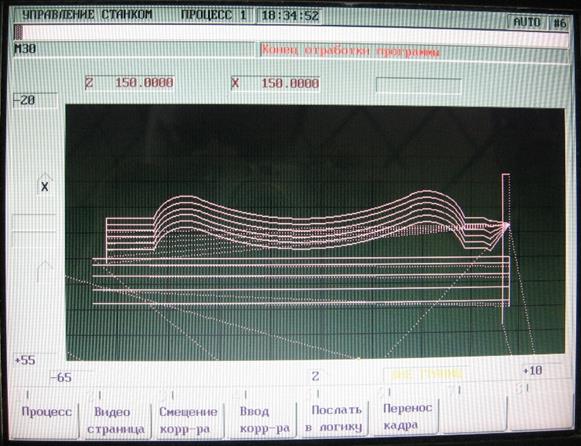
Рис. 2.17. Графическая видеостраница #6
Замечание.
При отображении на экране наблюдается смещение траекторий инструментов от их фактических траекторий на величину, равную разнице в вылетах относительно нулевого инструмента.
2.3. Порядок выполнения работы
Данная лабораторная работа предполагает выполнение следующих этапов:
1. Изучить методические указания к лабораторной работе.
2. Пройти собеседование с преподавателем и получить задание для выполнения работы.
3. Включить комплекс «станок с ЧПУ».
4. Вывести рабочий орган(суппорт с резцедержателем) в фиксированную точку станка
5. Определить положение нуля детали относительно нуля станка.
6. Произвести настройку необходимых режущих инструментов относительно нуля инструмента.
Дата: 2019-04-23, просмотров: 400.