2.3.1. Подбор сетематериалов для изготовления кошелькового невода
Подбор сетематериалов для изготовления кошелькового невода и доставка его в цеха являются ответственной и сравнительно трудоемкой операцией. Связано это с тем, что для изготовления кошелькового невода требуется большой ассортимент сетных полотен, ниток, шнуров и большая (достигающая 10 и более тонн) масса этих материалов. Подбор материалов ведется на складах для хранения материалов мастером цеха или технологом по сетеснастным материалам. Исходным документом для выбора ассортиментных материалов, как уже говорилось, является спецификация к сборочному чертежу кошелькового невода. В спецификации указаны конкретный сетной материал и его масса. Тюки с сетематериалами посредством малой механизации (кары, транспортеры) подаются к выходу из складского помещения и обычно грузятся на автомашину для доставки в цех.
По окончании подбора тюков с сетным полотном производится выбор (в соответствии со спецификацией) ниток и шнуров, которые также грузятся на машину и доставляются в цех. Очень удобно работать, если складские помещения сетематериалов расположены вблизи цехов по изготовлению неводов. В этом случае для подачи сетематериалов в цех используют тельферы или автопогрузчики. Если цех или фабрика орудий лова расположены в многоэтажном здании, то для подачи материалов на рабочие участки необходим грузовой лифт.
Подобранные и доставленные в цех сетематериалы размещаются в нем таким образом, чтобы они не загромождали проходы и не мешали работающим в выполнении операций по изготовлению невода. В то же время упаковки должны находиться как можно ближе к месту их использования.
Подготовка кукол
Поставляемое сетевязальными фабриками сетное полотно зачастую имеет значительные отклонения от стандартных величин по размерам провязов (кукол), шагу ячеи, массе и т.д. Кроме того, вертикальные кромки обязательно имеют несколько рядов неровных или подпутанных ячей. Поэтому куклы сетного полотна перед сшивкой их в сетные детали требуют некоторой подготовки. Подготовка сетных кукол включает в себя следующие операции: экспертизу, промер кукол, зачистку кромок.
Под экспертизой понимается дополнительная проверка каждой куклы сетного полотна на соответствие стандарту. Первоначальная экспертиза материалов (выборочная) обычно производится при приеме партий сетематериалов с сетевязальных фабрик. Данную экспертизу проводит технолог или мастер цеха. Они делают внешний осмотр, замеряют шаг ячеи, массу куклы и, при необходимости, разрывную нагрузку ячеи. Сетные полотна, характеристики которых имеют большие отклонения от требований, забраковываются и заменяются другими.
Промер кукол по длине и высоте является ответственной операцией. Связано это с тем, что для изготовления сетных пластин кошелькового невода требуется строго определенная длина. Измерение дели производится на мерных линиях. Для этого сетное полотно куклы собирается в жгут и натягивается вдоль мерной линии. Длина куклы и высота фиксируются; в случае отклонения размеров от стандартных они могут быть либо заменены, либо приведены к стандартному размеру путем удлинения или укорачивания.
Зачистка (или выравнивание) кромок производится для придания куклам прямоугольной формы с целью последующего получения ровных шворочных швов. При зачистке кромок дель срезается по прямой ячее таким образом, чтобы отходы были минимальными, но в то же время на дели не оставалось бракованных ячей.
Изготовление пластин
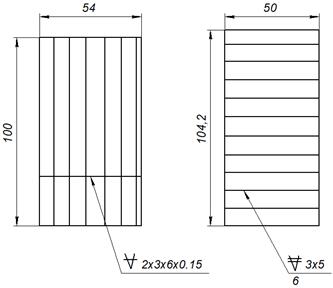
Литера кошелькового невода готовятся из отдельных пластин (рис.2.9). В свою очередь пластины собираются из стандартных провязов дели, которые чаще всего называют куклами. Пластина изготавливается из сетного полотна одного ассортимента. Собирается из предварительно подготовленных кукол, имеющих одинаковые размеры по соединяемым кромкам.
Расположение кукол сетного полотна в пластинах должно строго соответствовать требованиям чертежа. Общепринятое расположение кукол в пластинах сливного литера - вертикальное, в остальных литерах - горизонтальное. Обуславливается это направлением тяги (усилий) при выборке невода и способствует затягиванию узлов сетного полотна. Но нужно иметь в виду, что в некоторых конструкциях расположение кукол может отличаться от общепринятых. В таких случаях требуется дополнительное согласование или уточнение данного момента с заказчиком невода.
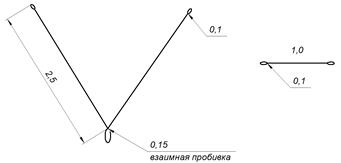
Перед сшивкой кромки сетного полотна выравниваются. Сшивка кукол в пластинах сливного литера кошельковых неводов для промысла дальневосточной сардины (иваси) производится чаще всего ручным шворочным швом (рис.2.9, а) двойной ниткой с захватом трех ячей с каждой кромки, с шестью шлагами между выбленочными узлами и расстоянием между выбленочными узлами, равным 15 см (V 2 х 3 х 6 х 0,15). Сшивка кукол в пластинах остальных литеров производится по продольным кромкам машинным шворочным швом (рис.2.9, б) с захватом пяти ячей с каждой кромки (V 3 х 5). Так как делесшивные машины выполняют распускной шов, то необходимо не реже чем через 2 м его фиксировать накладыванием выбленочных узлов, или, как говорят, выполнять шпунтовку шва.
|
Рис. 2.9. Сборка сетной пластины из кукол
Раскрой сетных полотен
При изготовлении любого орудия рыболовства, имеющего в своем составе сетные полотна, необходимо предварительно спланировать рациональное их использование. Специфика изготовления кошельковых неводов состоит в том, что их размеры, равно как и размеры их сетных частей, во много раз превышают размеры стандартных сетных полотен (кукол), из которых ведется изготовление. Поэтому любая сетная часть набирается из большого числа таких сетных полотен.
В большинстве конструкций кошельковых неводов общие части (литера) имеют прямоугольную форму. Поэтому формирование сетной части общих литеров сводится в основном к соединению прямоугольных сетных кукол.
В то же время концевые части всех неводов (сливная, бежные) выполняются в виде трапеций или треугольников.
Кройка сетных полотен при изготовлении кошельковых неводов производится строго по циклам, указанным на соответствующем чертеже. В то же время есть несколько моментов, которые вносят в этот процесс свою специфику. Все они обусловлены прежде всего большими размерами изготавливаемых деталей.
Например, необходимо построить сливной литер, сетная часть которого имеет размеры, показанные на (рис. 2.10, а). По требованиям чертежа, расположение сетных кукол - вертикальное.
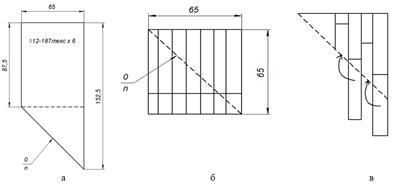
Рис. 2.10. Варианты сборки сетной части сливного литера
Исполнение прямоугольной части литера не вызывает затруднений. Треугольная же часть может быть выполнена по одному из двух вариантов.
В первом случае из вертикальных полос набирается прямоугольная сетная заготовка с размерами 62,5 х 62,5 м, а затем она разрезается по косой с угла на угол на две равные части
(рис. 2.10, б). Одна половина используется по назначению, другая остается для следующего невода этой же конструкции. Понятно, что такой вариант целесообразен только в условиях серийного изготовления неводов.
В условиях единичного изготовления более оправдан другой прием. Вертикальные полосы набираются, начиная с высокой стороны, и сразу подкраиваются до нужного размера по указанному циклу (рис. 2.10, в). Отрезаемые остатки сетных кукол (на рис. 2.11 показаны пунктирными линиями) тут же используются для дальнейшего набора сетной пласти. Причем полотна совмещаются по кромкам с циклом, а недостающая длина добавляется по прямым кромкам.
В связи с большими размерами выкраиваемых деталей и малым размером ячеи сетных полотен (в сардиновых неводах шаг ячеи равен 12 мм, а в неводах для промысла анчоуса он составит 8-10 мм) постоянно стоит вопрос о возможности использования при изготовлении кошельковых неводов приближенных способов кройки.
Анализ показывает, что в данном случае наиболее целесообразным из приближенных способов является кройка по складке. При этом сетное полотно натягивается за точки начала и конца кройки и разрезание ведется вдоль линии перегиба сетного полотна (вдоль складки). Пользуясь этим способом, нужно иметь в виду следующее. Итоговые размеры выкроенных таким образом сетных деталей зависят только от правильности, а именно, точности нахождения точек начала и конца кройки.
Для получения более ровной кромки лучше пользоваться ножницами, а не ножом. Нож, даже очень острый, дольше, чем нужно, удерживается параллельными диагональными нитками, и ступени получаются значительными.
Например, вместо получается  и более. Естественно, что при кройке по косой указанных проблем не существует.
и более. Естественно, что при кройке по косой указанных проблем не существует.
2.3.5. Изготовление литеров
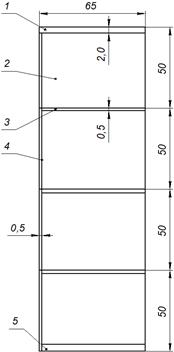
Кошельковый невод собирается из литеров. Длина литера в жгуте обычно колеблется от 62,5 до 70 м, в посадке 50 м. Высота литера (за исключением сливной и бежной частей) равна высоте кошелькового невода. На рис. 2.11 показана схема сетной части основного литера кошелькового невода со стенкой 200 м для промысла дальневосточной сардины (иваси). Литер имеет габаритные размеры в жгуте 65 х 200 м. Он состоит из четырех пластин 2. Пластины соединены друг с другом с помощью укрепительных полос методом шворки. Горизонтальные 3 и вертикальные 4 укрепительные полосы предотвращают порывы сетного полотна в горизонтальном и вертикальном направлениях. Обуславливается это тем, что сетное полотно укрепительной полосы берется из нитки на номер выше, чем сетное полотно пластины.
|
Рис. 2.11. Схема сборки сетной части основного литера
В совокупности с двумя шворочными швами (вдоль кромок укрепительной полосы) достигается значительное увеличение прочности литера. Ширина укрепительной полосы составляет 0,5 м. Сверху и снизу к литеру крепится опушка 1 и 5, длина её равна длине литера, а высота равна 2 м. Опушка изготовлена из более прочного сетного полотна. Для данного литера основное сетное полотно (пластина 2) изготовлено из капроновой нитки 187 текс х 3, а опушка - из нитки 187 текс х 4.
В значительной степени отличается от рассмотренной технология изготовления сливного литера (см. рис. 2.10). Сетное полотно данного литера изготовлено из нитки 187 текс х 4. Для придания прочности сетному полотну при сшивке кукол в шов закладываются пожилины, которые изготовлены из капроновой веревки диаметром 6 мм. Длина пожилин равна длине сетного полотна в жгуте. Боковая опушка литера изготавливается из веревочного сетного полотна 3,1-187 текс-30 мм.
Для придания еще большей прочности пятному литеру в местах приложения нагрузок от уздечек к нему крепятся поддон и укрепительные косынки.
2.2.3.6. Изготовление поддона и укрепительных косынок
Поддон в кошельковом неводе необходим для придания прочности основному сетному полотну сливного литера. Изготавливается из капроновой дели с шагом ячеи 60-70 мм из веревки диаметром 3,1 мм. Крепится к сливному литеру с внешней стороны (см.рис. 2.7, поз. 18). В случае "залегания" рыбы поддон предохраняет основное сетное полотно от порыва во время подсушки. Обычно имеет форму прямоугольника и имеет габаритные размеры в жгуте 65 х 60 м, 70 х 50 м или близкие к ним. Размеры выбирают такие, чтобы боковые и верхняя кромки поддона совпадали с кромками сетного полотна литера и забирались в посадку одновременно. Нижняя кромка поддона крепится к основному сетному полотну шворкой внахлестку.
Укрепительные косынки в кошельковых неводах бывают двух видов: косынки по верхней подборе сливного литера
(рис. 2.12, а) и укрепительные косынки по нижней подборе всех литеров (рис. 2.12, б).
|
| |
| а | б |
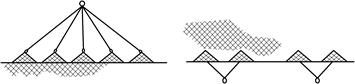
Рис. 2.12. Расположение укрепительных косынок
на верхней и нижней подборах
Первые служат для распределения нагрузки по длине сетного полотна в точках крепления верхних уздечек сливного литера. Вторые служат для усиления сетного полотна в точках крепления уздечек стяжных колец (карабинов) по нижней подборе. Изготавливаются из прочной веревочной дели с шагом ячеи 30мм. Один из вариантов раскроя укрепительных косынок показан на (рис. 2.13, а).
Крепления к неводу верхних и нижних косынок различаются. Косынки верхней подборы сливного литера распределяются по кромке сетного полотна согласно требованиям чертежа и садятся шворочным швом к посадочной цепочке (см. рис. 2.12, а). После этого косые кромки косынок обвязываются с посадкой на шнур 10-12 мм (рис.2.13, б).
Укрепительные косынки стяжных колец, как и верхние, распределяются по нижней подборе по точкам крепления уздечек (см.рис. 2.12, б). Прямой кромкой пришвариваются к посадочной цепочке с таким же коэффициентом посадки, как и сетное полотно нижней опушки. Косые кромки шворятся к опушке по её косой нитке.
|
| |
| а | б |
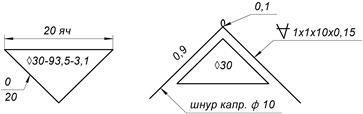
Рис. 2.13. Раскрой и сборка укрепительной косынки
Технология работ с канатами
Подбор канатов на складе
Для изготовления кошелькового невода необходим большой ассортимент канатов. Например, для изготовления невода, показанного на рис.2.6, требуется следующий ассортимент канатов и шнуров: канат стальной диаметром 15, 12 и 11 мм для изготовления подбор; канат капроновый окружностью 25 и 30мм для нанизывания грузил и наплавов; канат капроновый окружностью 60 мм для изготовления уздечек; канат капроновый окружностью 25 мм для изготовления боковой и верхней цепочек сливного литера; канат капроновый окружностью 90мм для изготовления подбор косынки; шнур капроновый диаметром 5 и 6 мм для изготовления цепочек и пожилин.
Подбор канатов производится на складе, где они хранятся, мастером такелажного цеха совместно с технологом по сетеснастным материалам.
Исходным документом для выбора ассортимента канатов и их массы является спецификация на постройку кошелькового невода. Бухты канатов и тюки шнура подаются с помощью погрузчика или тельфера к выходу из складского помещения, грузятся на машину и доставляются в такелажный цех.
Распаковка бухт
Бухты синтетического каната освобождаются от упаковки. Для раскручивания каната определяется направление его крутки, т.к. при вытягивании каната из бухты происходит изменение его крутку. Пряди каната либо дополнительно закручиваются, либо раскручиваются. Это зависит от того, в какую сторону (вправо или влево) вытягивается канат. С фабрик канаты поступают обычно с повышенной круткой. Перед использованием их необходимо несколько раскрутить. Для этого канаты правой крутки распускаются, путем протаскивания конца сквозь бухту (рис. 2.14, а), а у канатов левой крутки конец оттаскивается прямо в сторону (рис. 2.14, б). В противном случае крутка канатов увеличивается, и они становятся более жесткими.
Стальные канаты поступают с фабрик намотанными на деревянные барабаны (катушки). Барабаны с канатом надеваются на вертикальную ось вращающейся платформы. При вращении платформы (рис. 2.14, в), канат распускается.
Размолаживание канатов
Даже после правильного распускания бухты канаты имеют слишком большую крутку. Для изготовления деталей кошелькового невода необходимо ее уменьшение. Этот процесс называется размолаживанием канатов.
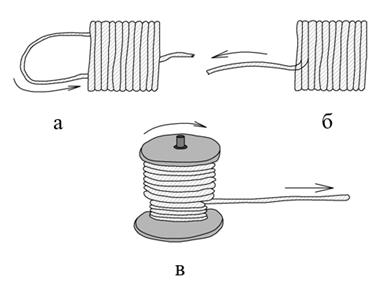
Рис. 2.14. Схема распаковки каната
Для размолаживания канатов используются вертушки. Схема размолаживания каната с использованием такой вертушки показана на рис. 2.15. Один конец размолаживаемого каната крепится в зажиме 3, а другой - в зажиме вертушки 1. При натяжении зажима 3 вертушка 1 под действием раскручивающих сил начинает вращаться, при этом канат размолаживается.
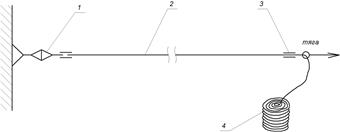
Рис. 2.15. Схема размолаживания каната
Изготовление подбор
Для изготовления подбор кошельковых неводов чаще всего используется стальной оклетневанный канат. Оклетневка стальных канатов производится в такелажных цехах на отечественных станках. Длина заготовки каната берется 51,5-52 м; 1,5-2 м каната идет на изготовление двух огонов. Длина подборы литера (с учетом длины огонов) составляет 50 м.
Огонами называются незатягиваюшиеся петли на концах подборы, предназначенные для соединения подбор литеров друг с другом. Наиболее распространенным является простой огон. Технология его изготовления заключается в том, что на канат на некотором расстоянии от его конца кладут марку и распускают конец каната на пряди. Расстояние до марки обычно составляет 40-45 см. На концы прядей также кладутся марки. Затем конец каната изгибают петлей, образуя огон необходимого размера, и пряди вплетают в канат у основания петли. Такое вплетение называется сплесниванием, а продевание прядей конца между прядями коренного конца каната - пробивкой. Участок каната, где выполняется пробивка, освобождается от оклетневки. На самом огоне оклетневка остается. Если же она была снята, то после заплетки она восстанавливается в обязательном порядке. Оклетневывается также и участок сплеснивания.
На многих фабриках изготовление огонов на подборах производится методом опрессовки. Линия изготовления огонов методом опрессовки включает в себя станок для резки стального каната, гибочный станок и пресс. Техника изготовления огона в этом случае упрощается. Перед закладкой подборы в станок на ее конец надевают алюминиево-магниевую втулку, отверстие которой выполнено в виде восьмерки для двух концов огона. Когда петля загнута, ее короткий конец вставляется во втулку. Затем втулка обжимается при помощи пресса и, плотно обхватывая канат, обеспечивает надежное соединение.
В зависимости от длины кошелькового невода делается определенное количество подбор. Так, при длине невода 1000 м (20 литеров) количество подбор (верхних и нижних) будет 40шт.
Изготовление уздечек
Используемые в современных кошельковых неводах уздечки по назначению подразделяются на три категории: уздечки для проводки стяжного троса; уздечки бокового стяжного троса сливного литера и уздечки для поддержания верхней подборы сливного литера.
Конструктивно уздечки делят на четыре типа:
а) тип I (рис. 2.16, а) - простая уздечка;
б) тип II (рис. 2.161, б) - комбинированная уздечка;
в) тип III (рис. 2.16, в) - скользящая комбинированная уздечка;
г) тип IV (рис. 2.16, г) - уздечка строп-петля.
Изготовление уздечек ведется по обычной схеме работы с канатами.
|
Рис. 2.16. Конструктивные типы уздечек:
а - простая уздечка; б - комбинированная уздечка:
1 - нижняя подбора; 2 - уздечка; 3 - дополнительный конец;
в - скользящая комбинированная уздечка: 4 - основная уздечка; 5 - вспомогательная уздечка, г - уздечка в виде строп-петли.
В зависимости от конструкции уздечек для конкретного невода определяют размеры и количество заготовок из каната требуемого диаметра. Затем, отматывая канат с бухты, производят его разметку и сразу же по этой разметке отрезают. Правильнее делать разметку не только общей длины заготовки, но и других контрольных точек, например, вершин огонов или точек соединения с другими конструктивными элементами невода.
Резать синтетические канаты для уздечек, как и в большинстве других случаев, лучше всего термоножом или дисковым ножом. Оплавление концов прядей избавляет от необходимости выполнения довольно трудоемкой операции накладывания временных марок, предотвращающих самопроизвольное распускание каната.
Во избежание возможных ошибок информацию исполнителю дают в виде упрощенной технологической карты (рис. 2.17), в которой должны содержаться все необходимые сведения по изготовлению конкретного комплекта уздечек.
| Уздечка комбинированная скользящая к кошельковому неводу для промысла сардины 1200 х 200 м |
| Комплект 100 шт Материал: КК 60 мм -основная уздечка (заготовка): |

|
| Lзаг=5,9м -вспомогательная уздечка (заготовка): |

|
|
Рис. 2.17. Технологическая карта уздечки
В комбинированной уздечке, показанной на (рис. 2.16, б) дополнительные концы 3 крепятся к основной уздечке 2 вращиванием.
В скользящей комбинированной уздечке на концах основной уздечки изготавливаются огоны.
Во всех 3 вариантах на середине основной уздечки изготавливается петля длиной 0,15 м.
Уздечка IV типа в виде строп-петли изготавливается из одного каната путем сращивания его концов коротким сплеснем.
Для изготовления уздечек используют капроновые канаты длиной окружности 50-60 мм.
Цепочка крепится к боковым кромкам крайних литеров секций, к верхней и нижней кромкам опушки каждого литера. Предназначена для обеспечения прочности литеров, облегчения посадки литеров на верхнюю и нижнюю подборы, осуществления быстроразъемных соединений секций с помощью распускной шворки.
Существует два способа изготовления цепочки. По первому способу она вывязывается из двух веревок путем последовательного завязывания беседочного узла через расстояние, равное размеру звена цепочки (рис. 2.18, а). По второму способу она изготавливается путем вырезания по чистой кромке ряда ячей из веревочкой дели соответствующего шага (рис. 2.18, б).
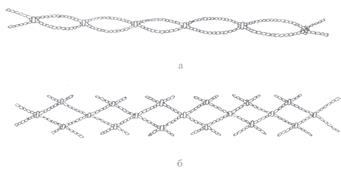
Рис. 2.18. Конструктивные типы цепочек
Рекомендуется изготавливать цепочку способом вывязывания. Размер звена цепочки определяется техническими условиями для каждой конструкции кошелькового невода и обычно колеблется от 30 до 100 мм.
В случае изготовления цепочки из шнуровой или веревочной дели (см рис 2.18, б) резка производится в направлении вязки сетного полотна. При этом нитевидный материал разрезается посередине ячеи (середина между двумя соседними узлами).
Расход материала для изготовления цепочки дан в табл. 2.5.
Таблица 2.5
Расход материала для изготовления цепочек
| Материал | Норма расхода на 100 пог.м, г | ||||||
| Размер звена цепочки, мм | |||||||
| 30 | 40 | 50 | 60 | 70 | 80 | 100 | |
| Веревка капр. d=3,l мм | 2330 | 2100 | 1880 | 1760 | 1660 | 1570 | 1490 |
| Веревка капр. d=4,0 мм | 3370 | 3000 | 2750 | 2550 | 2370 | 3240 | 2150 |
| Веревка капр. d=5,0 мм | 5600 | 5100 | 4500 | 4280 | 4150 | 4030 | 3950 |
| Веревка капр. d=6,0 мм | 9000 | 8150 | 7300 | 6650 | 6650 | 6400 | 6300 |
Посадка сетных полотен
В кошельковых неводах посадке подвергаются кромки сетных полотен по периметру каждого литера. Верхняя и нижняя кромки садятся на верхнюю и нижнюю цепочки с последующим креплением этих цепочек к соответствующей подборе, а боковые - на боковые цепочки, которые выполняют функции пожилин.
Нужно иметь в виду, что посадка на горизонтальные и вертикальные цепочки существенно различаются между собой. Во-первых, у них может быть разный ассортимент сетных полотен. Так как посадочные кромки по верхней и нижней подборам обязательно имеют опушки, то их сетное полотно будет по крайней мере из более толстой нитки. Если верхняя опушка может иметь тот же шаг ячеи, что и основное сетное полотно литера, то нижняя опушка часто изготавливается из веревочной дели с шагом ячеи а = 30 мм. На боковые же цепочки садится всегда основное сетное полотно без какого-либо усиления.
Во-вторых, верх и низ садится с определенным коэффициентом посадки, который предусмотрен чертежом. Посадка же на вертикальные цепочки выполняется строго в жгуте.
В обоих случаях цепочка натягивается вдоль цеха на высоте 1,0-1,2 м так, чтобы все ячеи находились в одной плоскости (без перекрута). Сетное полотно распределяется в соответствии с коэффициентом посадки и закрепляется временными марками через 2 метра цепочки. Посадка выполняется, как правило, ниткой, равной по толщине нитке сетного полотна, но вдвое. В каждую ячею сетного полотна в зависимости от ее шага закладывают 1-2 шлага. Выбленочные узлы завязывают крест-накрест на узлах цепочки. С кромки в посадку забирают 1-3 ячеи. В итоге один из вариантов посадки может соответствовать обозначению 2 x 3 x 10 x 0,12, что расшифровывается как посадка шворочным швом в две нитки, с захватом в посадку трех ячей с кромки сетного полотна, с расстоянием между выбленочными узлами 0,12 м и наложением 10 шлагов на промежутке между этими узлами. Схема посадки сетного полотна на цепочку показана на (рис. 2.19).
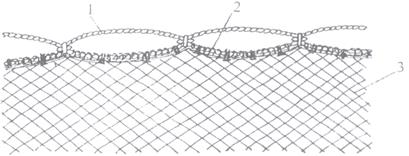
Рис. 2.19. Схема посадки сетного полотна на цепочку:
1- цепочка; 2 - посадочная нитка; 3 - сетное полотно
Оснастка подбор
Оснастка верхней подборы
Верхние подборы кошельковых неводов для промысла дальневосточной сардины (иваси) обычно оснащаются пенопластовыми наплавами. Наибольшее применение на Дальневосточном бассейне нашли поливинилхлоридные наплава японского производства марки А-30 с подъемной силой 29,4 Н и отечественные наплава из пенополиэтилена с подъемной силой 28,4 Н.
В качестве подборы используется стальной оклетневанный канат диаметром 12-14 мм. Для посадочного каната применяется капроновый шнур диаметром 10-12 мм или капроновый канат окружностью 30-40 мм. Крепление посадочного каната выполняют капроновой веревкой диаметром 3,1 мм вдвое или одинарной веревкой диаметром 5-7 мм завязыванием выбленочного узла с контрузлом с обеих сторон каждого наплава.
В редких случаях используется вариант крепления посадочного каната к подборе бензельными узлами на каждом промежутке между наплавами.
На рис.2.20 показан один из вариантов оснастки верхней подборы кошелькового невода для промысла дальневосточной сардины (иваси).
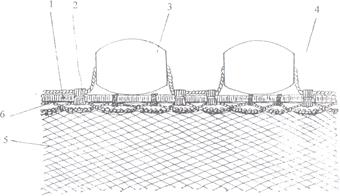
Рис. 2.20. Оснастка верхней подборы наплавами:
1 - верхняя подбора; 2 - бензель (посадочная нитка); 3 - наплыв кошельковый; 4 - посадочный канат (подбора плава); 5 - сетное полотно; б - посадочная цепочка
Для практического выполнения оснастки подбора натягивается вдоль цеха креплением за огоны на ее концах и поддерживающими крючками через каждые 3-5 м. Но до того, как начинается оснастка, к подборе крепится сетное полотно.
Для этого параллельно подборе на те же крючки натягивается верхняя цепочка с посаженным на нее сетным полотном. Сначала цепочка крепится временными привязками к огонам подборы так, чтобы углы сетного полотна выступали на 0,2-0,25 м за габариты огонов (рис.2.21).
Затем равномерно распределяется остальная цепочка и крепится временными привязками через 2-3 м. После этого выполняется крепление цепочки к подборе капроновой веревкой диаметром 3,1 мм завязыванием выбленочного или затяжного узла в каждой петле цепочки. Иногда отдельное крепление цепочки не производится, а закрепляется она теми же узлами, которыми крепится посадочный канат наплавов. При этом экономится крепежный материал, но ухудшается качество крепления, так как узлы могут оказаться не в каждой ячее цепочки.
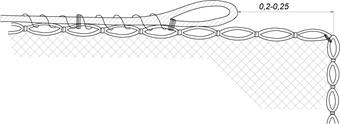
Рис. 2.21. Схема крепления углов сетного полотна к верхней подборе
После закрепления цепочки производится непосредственная оснастка подборы наплавами, которое начинается с отматывания с бухты (не резки) посадочного каната длиной, в 2,2-2,3 раза превышающей длину подборы. На этот канат нанизываются наплава в количестве, указанном для данного литера и чертеже, например, 200 шт. или 250 шт. Затем канат с наплавами растягивается вдоль подборы и подвешивается на те же поддерживающие крючки, на которых висит подбора (рис.2.22).
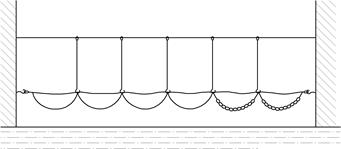
Рис. 2.22. Схема участка в сетепошивном цехе для оснастки подбор наплавами и загрузкой
Коренной конец посадочного каната привязывается выбленочным узлом в основание огона подборы, как показано на рис.2.23. Узел завязывается так, чтобы 0,5-0,6 м коренного конца посадочного каната оставалось свободным. При последующем креплении первых двух-трех наплавов этот конец также будет прикреплен к подборе. Для удобства его предварительно подвязывают временной маркой.
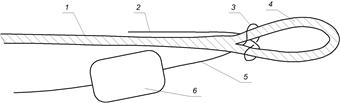
Рис. 2.23 - Закрепление коренного конца посадочного каната:
1-верхняя подбора; 2 - коренной конец посадочного каната;
3 - выбленочный узел; 4 - огон подборы; 5 - ходовой конец посадочного каната; 6 - наплав кошельковый
Как уже говорилось, крепление наплавов выполняется капроновой веревкой диаметром 3,1-4 мм вдвое или одинарной веревкой диаметром 6-7 мм. Предпочтительнее 1-й вариант, так как его надежность выше. Коренной конец веревки крепится петлей с двумя шлагами в основание огона подборы. Затем вплотную к месту привязки коренного конца посадочного каната придвигается первый наплав; ходовой конец посадочной веревки проводится вдоль подборы ко второму торцу наплава и привязывается к подборе затяжным узлом с захватом посадочного каната (см.рис.2.20). При завязывании крепежных узлов необходимо следить, чтобы посадочный канат был туго натянут и плотно прилегал к обоим торцам наплава, а сам наплав плотно, без зазора, был прижат к подборе.
Далее, на определенном предварительным расчетом расстоянии от первого наплава завязывается следующий крепежный узел, после чего к этому узлу придвигается второй наплав и все операции повторяются.
Если на один метр подборы необходимо закрепить 5 наплавов, то расстояние между наплавами А-30 составит 20 мм. В этом случае второй крепежный узел в промежутке между наплавами не вяжется, а очередной наплав придвигается к первому узлу и следующий завязывается уже за ним.
Кроме затяжного узла для крепления наплавов может использоваться выбленочный узел с двумя-тремя шлагами. Прочность и надежность этого варианта выше, но выше и трудоемкость.
Когда останется закрепить последние 3-4 наплава, посадочный канат отрезают от бухты с таким запасом, чтобы после крепления этих наплавов и привязки посадочного каната в огон подборы остался свободный конец длиной 0,5-0,6 м, который крепится так же, как и в начале оснастки (см. рис.2.23).
Нужно отметить, что в условиях различных цехов порядок выполнения посадки и оснастки может отличаться от описанного. Например, возможен вариант, когда в первую очередь к подборе крепится посадочная цепочка. Затем подбора с цепочкой оснащается наплавами. И в последнюю очередь на цепочку садится сетное полотно. Две последние операции могут меняться местами, что в некоторых случаях вполне целесообразно. Конкретную последовательность устанавливает мастер цеха из технологических соображений или сам исполнитель - из условий удобства.
Оснастка нижней подборы
Технология выполнения операций по оснастке нижней подборы кошельковых неводов для промысла дальневосточной сардины (иваси) выполняется аналогично оснастке верхней подборы.
Нижняя подбора оснащается уздечками стяжного троса. Для этих целей применяется несколько конструкций уздечек, а именно: комбинированные, скользящие комбинированные, изготавливаемые в виде комплекта 80-100 шт. Оснастка заключается в их прикреплении к подборе.
Схемы распределения уздечек по подборе различны и должны соответствовать чертежу невода. Способы крепления уздечек всех типов к нижней подборе также довольно разнообразны.
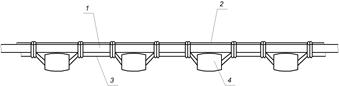
Рис. 2.24. Оснастка нижней подборы грузилами:
1 - нижняя подбора; 2 - посадочная нитка; 3 - грузило;
4 - посадочный канат (подбора грузил)
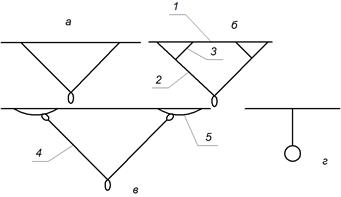
Чаще всего концы простых уздечек крепят к подборе выбленочным узлом с последующим креплением ходовых концов уздечек к подборе бензельным узлом (рис.2.25, а). Ходовые концы могут быть закреплены не к подборе, а к коренным концам уздечки. Крепление производится или прочной маркой (рис.2.25, б), или путем двойной-тройной пробивки его под пряди коренного конца (рис.2.25, в).
Комбинированные уздечки различных конструкций (см.рис.2.17) крепятся к нижней подборе невода одним из способов, показанных на рис.2.25). У нескользящей комбинированной уздечки выбленочным узлом крепятся сама уздечка и ее дополнительный конец. У скользящей комбинированной уздечки за два конца крепится к подборе дополнительная уздечка.
Если уздечки изготовлены с огонами на ходовых концах, то их крепят к подборе бензельными узлами с крыжом рис.2.26. Для бензелей используется или одинарная капроновую веревку диаметром 5-6 мм, или двойная веревка диаметром 3,1 мм. Количество шлагов в бензеле - 6-8 шт.
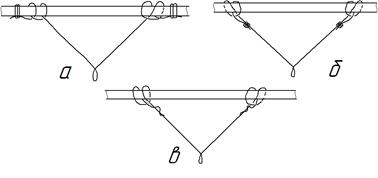
Рис. 2.25. Варианты крепления уздечек к нижней
подборе выбленочным узлом
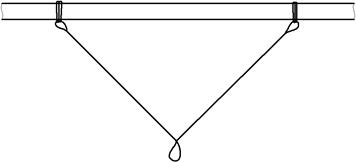
Рис. 2.26. Крепление уздечки за огоны бензельным
узлом
В зависимости от условий производства или требований заказчика уздечки могут крепиться непосредственно в цехе, где изготавливается кошельковый невод, или же комплекты уздечек передаются вместе с неводом для отправки на судно. Во втором случае крепит их на подбору тралмастер или его помощник в процессе наборки невода на рабочую площадку судна. В обоих вариантах уздечки должны размещаться по подборе и крепиться в соответствии с требованиями чертежа. Если на неводе пришиты укрепительные косынки, то уздечки крепятся строго напротив середины косынок.
Дата: 2019-03-05, просмотров: 1010.