Для удовлетворения требований в отношении отдельных деталей и их посадок для каждого номинального размера предусмотрены гаммы допусков и основных отклонений, характеризующих положение этих допусков относительно нулевой линии.
Допуск, величина которого зависит от номинального размера, обозначается цифрами (квалитет).
Квалитеты (степени точности) — ступени градации значений допусков системы. Для гладких соединений ГОСТ 25346—82 устанавливает 19 квалитетов, которым присвоены номера (в порядке понижения точности) от 01 до 17 (рис.23.5). Стандартный допуск того или иного квалитета обозначается сочетанием букв IT (от англ. международный допуск) с номером квалитета, например, IT01, IT5, IT14 и т.д. Табличные, значения допусков IT01 ... IT4 включительно подсчитаны по индивидуальным для каждого квалитета зависимостям, а для IT5 ... IT 17 — по зависимости
T = i · a ,
где: i - единица допуска в мкм, определяемая по формуле

где: D - средний размер из интервала в мм.
Стандарт допускает вводить квалитеты IT 18 и даже IT 19.
ГОСТ 25346—82 диапазон размеров до 10 000 мм разбит на 26 интервалов таким образом, чтобы табличный допуск, подсчитанный по среднему размеру интервала, отличался от допусков для крайних размеров интервала не более чем на 5 ... 8 %. Если такое отличие неприемлемо (например, для посадок с натягом), основные интервалы в соответствующем месте стандарта дополнительно подразделяют на так называемые промежуточные интервалы.
Положение поля допуска относительно нулевой линии, зависящее от номинального размера, обозначается буквой латинского алфавита (или в некоторых случаях двумя буквами) — прописной для отверстий и строчной для валов
Таким образом, размер, для которого указывается поле допуска, обозначается числом, за которым следует условное обозначение, состоящее из буквы (иногда из двух букв) и цифры (или двух цифр).
Примеры: 40 g6, 40 Н7, 40 Н11.
В обозначение посадки входит номинальный размер, общий для обоих соединяемых элементов (отверстия и вала), за которым следуют обозначения полей допусков для каждого элемента, начиная с отверстия.
Пример: 40 H 7/ g 6 (  , или 40 H 7— g 6).
, или 40 H 7— g 6).
 01, 01,
| 0, 1, | 2, 3, 4, | 5, 6, 7 | 8, 9, 10, 11, 12, 13, 14, | 15, 16, 17 | 18* | 19* |
калибры машиностроение
меры пластмассы
точная механика
значение допуска увеличивается, точность изготовления уменьшается
* Квалитеты применяются для пластмасс и в деревообработке.
Рис. 23.5 - Применение квалитетов точности
В числителе (или на первом месте) всегда указывают поле допуска отверстия, в знаменателе (на втором месте) — поле допуска вала. В силу традиций и удобства в случаях Комбинированных или чисто числовых обозначений, составляющих посадку полей допусков, второй способ считают основным. Первый вариант более удобен для воспроизведения в машинописных и типографских текстах, при ограниченном расстоянии на чертеже между размерными стрелками и т. п.
На размерных линиях чертежа посадки проставляются одним из указанных ниже вариантов (рис.23.6):





Рис. 23.6 - Варианты простановки размеров
При проектировании встречаются случаи, когда приходится назначать так называемые внесистемные посадки, образуемые сочетанием неосновных полей допусков. Например, посадка 50 JS 6/ g 5 образована соединением отверстия из системы вала с валом из системы отверстия.
Во все 19 квалитетов включены только поля допусков основной детали, h и поля jS, с симметричными (±IТ/2) отклонениями, что отмечает индекс s. Большинство из них не предназначено для образования посадок. Аналогичная картина для отверстий в системе вала, где имеются поля Н и J , всех квалитетов: тот же характер распределения посадок с зазором или натягом, но несколько меньшее число отобранных полей в связи с меньшей применяемостью системы вала.
| Отверстия: | ABCDEFG | H | J (JS) KMN | PRSTUVXYZ |
| Валы: | abcdefg | h | J (js)kmn | prstuvxyz |
  
| посадки с зазором | основное отклонение | переходные посадки | посадки с натягом |
  
| зазор увеличивается | натяг увеличивается | натяг увеличивается | |

|
| зазор увеличивается | ||
Рис. 23.7 - Условные обозначения для трех групп посадок
Пример построения схемы полей допусков и посадок
Дано: Ø38Д11/h11
1. Характеристика посадки:
Сопряжение номинальным диаметром 38 мм, выполнено в системе вала. Вал и отверстие выполнены в одном квалитете точности, по степени подвижности - посадка с зазором.
2. По ГОСТ 25347-82 определяем предельные отклонения отверстия и вала (мкм):
ES = +240 es = 0
EI = +80 ei = -160
3. Строим схему полей допусков посадки Ø38Д11/h11 (Рис.23.8)
4. Делаем проверку по величине допуска посадки.
TDd - допуск посадки;
TDd = TD + Td;
Ts - допуск зазора;
Ts = Smax - Smin;
TDd = Ts;
TDd = 160 + 160 = 320
Ts = 400 – 80 = 320
320 = 320.
5. Даем пример применения посадки. Для этого выполняем эскизы соединения и деталей соединения отдельно и приводим сведения о применяемости данной посадки [21].
Схема полей допусков для сопряжения 
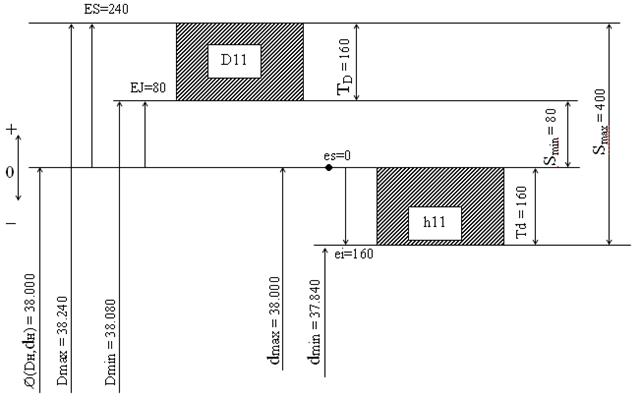
Рис. 23.8
Часть 3
Сертификация
Введение
В условиях современного рынка, чтобы реализовать продукцию, продавец обращает внимание на те ее товарные свойства, которые больше всего интересуют потребителя, а это далеко не всегда показатели безопасности. Поэтому основные издержки изготовителя при обеспечении качества продукции идут на достижение товарных характеристик, а затраты на поддержание безопасности продукции он готов уменьшить.
Приобретатель (покупатель), не всегда может безошибочно выбрать качественный товар из-за недостатка полной и достоверной информации, а главное, из-за отсутствия необходимых знаний и технической возможности проверить декларируемые продавцом свойства продукции. Вполне удовлетворительная на вид продукция может оказаться некачественной, поскольку ее потребительские свойства зависят от многих факторов: качества исходного сырья, технологии изготовления и т. д. Приобретатель может рассчитывать лишь на свой опыт, субъективное суждение и гарантии продавца.. Не имея возможности доподлинно выяснить качество товара, приобретатель вынужден доверять в основном только марке фирмы-изготовителя. Но и это не всегда гарантия правильного выбора, поскольку возможна фальсификация товаров под известную фирму, особенно там, где плохо работает механизм защиты авторских прав и товарных знаков. [12]
Защитить приобретателя от недобросовестности производителя и продавца некачественной или фальсифицированной продукции призваны подтверждение соответствия и сертификация. Это предусмотрено в новом законе «О техническом регулировании», в котором введено общее понятие, принятое в международной практике, «подтверждение соответствия» . Кроме того введено понятие «Знак обращения». Основанием для получения знака является зарегистрированная декларация о соответствии или сертификат соответствия.
Самой высокой ступенью сертификации является сертификация систем качества. Эти вопросы и будут рассмотрены далее.
Дата: 2019-02-19, просмотров: 430.