Чертёж отливки по ГОСТ 3.1126 - 88 и в соответствии с рекомендациями других нормативных документов по литью выполняется, как правило, в масштабе изображения конструкторского чертежа детали. Сложные сечения, мелкие сложные элементы можно выполнять в масштабе увеличения.
Чертёж отливки располагают на листе в том положении, в каком она формируется в литейной форме. В случаях, когда поворот чертежа может привести к неудобствам его чтения, нерациональному использованию формата бумаги, допускается изображать отливку в соответствии с расположением чертежа детали.
Особенности изображения отливки
1. Чертёж отливки с техническими требованиями должен содержать все данные, необходимые для изготовления, контроля и приёмки отливки, и выполняется в соответствии с требованиями стандартов ЕСКД.
2. Выполнение чертежа отливки упрощается, если вначале вычерчивается тонкой сплошной (или штрихпунктирной) линией чертёж готовой детали, а на нём, с учетом припусков и напусков (радиусов закруглений) - чертёж отливки сплошными линиями нормальной толщины; литейные уклоны выделять необязательно.
3. Остатки питателей и прибылей, если они удаляются в литейном цехе (как правило) изображают на чертеже с размерами с надписью рядом с размером "не более", "не менее".
4. Для проб и образцов, вырезаемых из тела отливки, указывают их габаритные размеры, размеры, определяющие место их вырезки, а также назначение пробы со ссылкой на соответствующий стандарт.
5. На чертеже следует указывать плоскость разъёма, а также исходные (черновые) базы для последующей механической обработки.
6. В графе 1 основной надписи чертежа под наименованием детали пишется слово "отливка".
Простановка размеров
1. Размеры на чертеже проставляют с предельными отклонениями (в соответствии с рекомендациями, приведёнными в п. 2.5) и указываются от черновых баз. Если невозможно каждый из размеров связать с черновой базой, необходимо стремиться к тому, чтобы число дополнительных размеров было минимальным.
2. По каждой из трёх осей координат необходимо связать черновую базу с соответствующей базой чистовой обработки только одним размером. В качестве замыкающего звена обычно выбирается толщина фланца, прилива или другого неответственного элемента, которая будет колебаться в пределах суммы допусков
на цепочку размеров, т. е. всех составляющих звеньев размерной цепи.
3. Все обрабатываемые поверхности рекомендуется координировать размерами от чистовой базы. Связывать с ней необрабатываемые поверхности нежелательно.
4. Под размерными линиями обрабатываемых поверхностей в круглых скобках указывают номинальные размеры готовой детали (без простановки предельных отклонений).
При простановке литейных уклонов и радиусов закруглений целесообразно указывать их минимальное количество, а все повторяющиеся их значения приводят текстом в технических требованиях.
5. Шероховатость поверхностей отливки указывают в правом верхнем углу формата чертежа в соответствии с ГОСТ 2.309 – 73 (  или
или  ) по табл. 1.1.
) по табл. 1.1.
3.4 Технические требования на отливку
В технических требованиях на отливку над угловым штампом чертежа указываются:
1. Способ литья (например, "Литьё в кокиль")
2. Класс точности размеров, класс точности массы, степень коробления и ряд припусков на механическую обработку.
Пример условного обозначения точности отливки 8-го класса точности размеров, 7-го класса точности массы, 5-й степени коробления и 3-го ряда припуска на механическую обработку: Точность отливки 8-7-5-3 ГОСТ26645 - 85.
Допускается не указывать: степень коробления и ряд припусков на механическую обработку.
3. Неуказанные на чертеже литейные уклоны (на наружные и внутренние поверхности), радиусы закруглений наружных и внутренних углов (Rh, Rb)
4. Допускаемое смещение полуформ по плоскости разъёма (табл. 2.7).
5. Вид термической обработки и механические свойства материала отливки (НВ, σВ, б и т.п.), если достижение их в отливке определено техническими условиями (ТУ) на изделие.
6. Сведения о виде, количестве, размерах и местах расположения допускаемых литейных дефектов (раковины, трещины, усадочная пористость и т.п.). Если разрешается устранение определённых дефектов, то указываются их виды и рекомендуемые способы устранения.
7. Дополнительная информация по вырезке проб и образцов, методов контроля и испытаний отливок с указанием номеров соответствующих нормативных документов (ГОСТ, ОСТ, СТП, ТУ).
Пример оформления чертежа отливки показан на рис. 2.4.
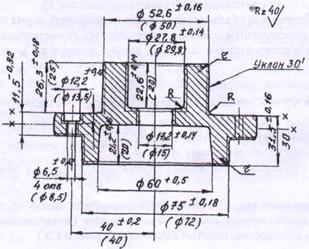 |
Рис. 2.4. Пример оформления чертежа отливки, υ - υ - расположение плоскости разъема
1. Литьё в оболочковые формы
2. Точность отливки 4-5-4-2 ГОСТ26645 - 85
3. Неуказанные литейные уклоны 0°54'
4. Неуказанные радиусы закруглений: наружных углов Rh - 2 мм,внутренних Rb - 3 мм.
5. Смещение по линии разъёма не более 0,8 мм.
6. На необрабатываемых поверхностях допускаются дефекты (раковины) глубиной не более
5 Определение фактической массы отливки и коэффициента использования металла
1. Масса отливки
Масса отливки, определённая предварительно по среднему коэффициенту использования металла (см. п. 1.4.4), не учитывает ни способа литья, ни конструктивных параметров отливки.
Фактическая масса отливки определяется по формуле:
Gотлфакт=Vотлфакт γ (9)
где Vотлфакт -фактический объём отливки;
γплотность материала отливки (приложение 1). Фактический объём отливки можно определить двумя путями: а) определением объёмов элементарных геометрических фигур по чертежу отливки (цилиндр, кольцо, конус и т.п.), тогда:
Vотлфакт = ni=1 Viфакт (10)
где Viфакт - объемы элементарных фигур, составляющих конструкцию (геометрию) отливки; определяют по формулам элементарной математики (геометрии);
п - число элементарных объёмов.
б) суммированием объёма детали Vдет=Gдет /γ с объёмами занимаемыми припусками и напусками, представляя их также в виде элементарных геометрических фигур (колец цилиндрических и конических, пластин различной формы и т.д.):
Vотлфакт = Vдет + ni=1 Vni (11)
где Vni - объёмы элементарных фигур, представляющие объёмы припусков и напусков под механическую обработку.
2. Коэффициент использования металла определяется по общеизвестной формуле:
 (12)
(12)
Числовое значение Ким используется для последующего анализа эффективности принятого способа литья (на базе технико-экономического расчёта) и выводов по работе.
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА
1. ГОСТ 26645 - 85 Отливки из металлов и сплавов: Допуски размеров, массы и припуски на механическую обработку. М.:Изд. стандартов, 1986.- 17с.
2. ОСТ 3 - 4565 - 80 Отливки из алюминиевых сплавов. Предельные отклонения размеров и массы, припуски на механическую обработку. М.: 1980.- 17с.
3. ОСТ 1 - 41154 - 82 Отливки из сплавов на основе"алюминия, магния, меди, свинца, цинка, титана, железа и никеля. Допуски на размеры и припуски на механическую обработку. М.:1982.- 19с.
4. П. А. Руденко и др. Проектирование и производство заготовок в машиностроении: Уч. пособие / П. А. Руденко, Ю. А.Харламов, В. М. Плескач. Под. общей редакцией В. М. Плескача.К.:Выщашк, 1991.-247.
5. М. Г. Афонькин, М. В. Магницкая. Производство заготовок в машиностроении. - Л.: Машиностроение, Ленинградское отделение, 1987.-256 с.
6. Справочник металлиста. ТЗ / Под ред. А. Н. Малова. М.:Машиностроение, 1977.- 748 с.
7. Технологичность конструкций изделий.: Справочник / Т. К.Алферов м др. под ред. Ю. Д. Амирова.- М.: Машиностроение,1985.-368 с.
8. Л. Л. Лукин. Выбор способов литья и проектирование отливок: Методические указания / Ижевский мех. ин-т. - Ижевск ,1992.-36 с.
Приложение 1
Дата: 2019-02-25, просмотров: 496.