1. Основные припуски в зависимости от допуска на размер(табл. 2.4) и ряда припуска (табл. 2.3) назначают дифференциально для каждого элемента (размера) отливки в соответствии с таблицей 2.11.
2. Для каждого интервала значений допусков размеров отливки в таблице 2.11 предусмотрены два значения основного припуска. Меньшие значения припусков (верхняя строчка) устанавливают при более грубых (IT) квалитетах точности обрабатываемой поверхности детали, большие значения припуска - при болееточных квалитетах (IT) согласно таблице 2.10.
Таблица 2.10
Разделение размеров детали на категории Г (грубый) и Т (точный)
| Класс точности размеров отливок | 1-3т | 3-5т | 5-7т | 7-9т | 9-12 | Категория точности |
| Точность размеров деталей(по чертежу), кв | ≥IT9 | ≥IT10 | ≥IT11 | ≥IT12 | ≥IT13 | Г |
| ≤IT8 | IT8,IT9 | IT9,IT10 | IT9-IT11 | IT10- IT12 | Т |
3. Значения основных припусков следует относить к поверхностям отливки, находящимся при заливке снизу или сбоку. На верхние при заливке поверхности допускается увеличение припуска до значения, соответствующему следующему ряду припусков (в той же строке) в соответствии с таблицей 2.11.
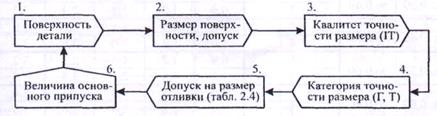
4. Окончательное определение основного припуска на каждуюобрабатываемую поверхность (по таблице 2.11) ведётся по следующей схеме:
 |
5. Определяют дополнительный припуск по таблице 2.12, компенсирующий отклонение расположения элементов отливки -коробление, смещение по плоскости разъёма. Этот припуск следует назначать, если наибольшее из предельных отклонений расположения (∆с или ∆к) превышает половину допуска на соответ ствующий размер отливки, т.е.
Общий припуск на механическую обработку следует установить равным сумме основного и дополнительного припусков (на сторону):Zоб.= Zосн.+ Zдоп.
Таблица 2.11
Основные припуски (на сторону) на механическую обработку поверхностей отливки
| Допуски размеров отливки, мм | Категория точности размера детали | Основной припуск для рядов, мм | ||||
| 1 | 2 | 3 | 4 | 5 | ||
| До 0,12 | Г/Т | 0,2/0,4 | - | - | - | - |
| Св. 0,12 до 0,16 | Г | 0,3 | 0,6 | |||
| Т | 0,5 | 0,8 | ||||
| Св. 0,16 до 0,20 | Г | 0,4 | 0,7 | 1,0 | ||
| Т | 0,6 | 1,0 | 1,4 | |||
| Св. 0,20 до 0,24 | Г | 0,5 | 0,8 | 1,1 | ||
| Т | 0,7 | 1,1 | 1,5 | |||
| Св. 0,24 до 0,30 | Г | 0,6 | 0,9 | 1,2 | 1,8 | 2,6 |
| Т | 0,8 | 1,2 | 1,6 | 2,2 | 3,0 | |
| Св. 0,30 до 0,40 | Г | 0,7 | 1,0 | 1,4 | 1,9 | 2,8 |
| Т | 0,9 | 1,3 | 1,8 | 2,4 | 3,2 | |
| Св. 0,40 до 0,50 | Г | 0,8 | 1,1 | 1,5 | 2,0 | 3,0 |
| Т | 1,0 | 1,4 | 2,0 | 2,6 | 3,4 | |
| Св. 0,50 до 0,60 | Г | 0,9 | 1,2 | 1,6 | 2,2 | 3,2 |
| Т | 1,2 | 1,6 | 2,2 | 2,8 | 3,6 | |
| Св. 0,60 до 0,80 | Г | 1,0 | 1,3 | 1,8 | 2,4 | 3,4 |
| Т | 1,4 | 1,8 | 2,4 | 3,0 | 3,8 | |
| Св. 0,80 до 1,00 | Г | 1,1 | 2,4 | 2,0 | 2,6 | 3,6 |
| Т | 1,6 | 2,0 | 2,8 | 3,2 | 4,0 | |
| Св. 1,0 до 1,2 | Г | 1,2 | 1,6 | 2,2 | 2,8 | 3,8 |
| Т | 1,0 | 2,4 | 3,0 | 3,4 | 4,2 | |
| Св. 1,2 до 1,6 | Г | 1,6 | 2,0 | 2,4 | 3,0 | 4,0 |
| Т | 2,4 | 2,8 | 3,2 | 3,8 | 4,6 | |
| Св. 1,6 до 2,0 | Г | 2,0 | 2,4 | 2,8 | 3,4 | 4,2 |
| Т | 2,8 | 3,2 | 3,6 | 4,2 | 5,0 | |
| Св. 2,0 до 2,4 | Г | 2,4 | 2,8 | 3,2 | 3,8 | 4,6 |
| Т | 3,2 | 3,6 | 4,0 | 4,6 | 5,5 | |
| Св. 2,4 до 3,0 | Г | 2,8 | 3,2 | 3,6 | 4,2 | 5,0 |
| Т | 3,6 | 4,0 | 4,5 | 5,0 | 6,5 | |
| Св. 3,0 до 4,0 | Г | 3,4 | 3,8 | 4,2 | 5,0 | 5,5 |
| Т | 4,5 | 5,0 | 5,5 | 6,5 | 7,0 | |
| Св. 4,0 до 5,0 | Г | 4,0 | 4,4 | 5,0 | 5,5 | 6,0 |
| Т | 5,5 | 6,0 | 6,5 | 7,5 | 8,0 | |
| Св. 5,0 до 6,0 | Г | 5,0 | 5,5 | 6,0 | 6,5 | 7,0 |
| Т | 7,0 | 7,5 | 8,0 | 8,5 | 9,5 | |
| Св. 6,0 до 8,0 | Г | - | 6,5 | 7,0 | 7,5 | 8,5 |
| Т | - | 9,5 | 10,0 | 11,0 | 12,0 | |
Таблица 2.12
Дополнительный припуск(на сторону) в зависимости от допуска на размер отливки и предельного отклонения расположения ∆с(∆к)max
| Допуск на размер отливки, мм | Предельное отклонение ∆с(∆к)max, мм | Дополн. припуск, мм | Допуск на раз- мер отливки, мм | Предельное отклонение ∆с(∆к)max, мм | Дополн. припуск, мм | |
| Св. 0,08 до 0,10 | Св. 0,04 до 0,16 | 0,1 | Св. 0,8 до 1,0 | Св. 0,4 до 1,0 | 0,5 | |
| 0,16 | 0,2 | Св. 1,0 до 2,0 | 1,4 | |||
| Св. 0,10 до 0,12 | Св. 0,05 до 0,16 | 0,1 | Св. 1,0 до 1,2 | Св. 0,5 до 1,2 | 0,5 | |
| Св. 0,16 до 0,20 | 0,2 | Св. 1,2 до 2,4 | 1,6 | |||
| Св. 0,12 до 0,16 | Св. 0,06 до 0,20 | 0,1 | Св. 1,2 до 1,6 | Св. 0,6 до 1,6 | 0,6 | |
| Св. 0,20 до 0,30 | 0,2 | Св. 1,6 до 3,0 | 2,0 | |||
| Св. 0,16 до 0,20 | Св. 0,08 до 0,20 | 0,1 | Св. 1,6 до 2,0 | Св. 0,8 до 2,0 | 0,8 | |
| Св. 0,20 до 0,40 | 0,2 | Св. 2,0 до 4,0 | 2,5 | |||
| Св. 0,20 до 0,24 | Св. 0,10 до 0,30 | 0,15 | Св. 2,0 до 2,4 | Св. 1,0 до 2,4 | 1,0 | |
| Св. 0,30 до 0,50 | 0,3 | Св. 2,4 до 5,0 | 3,0 | |||
| Св. 0,24 до 0,30 | Св. 0,12 до 0,40 | 0,2 | Св. 2,4 до 3,0 | Св. 1.2 до 3.0 | 1,2 | |
| Св. 0,40 до 0,60 | 0,4 | Св. 3,0 до 6,0 | 4,0 | |||
| Св. 0,30 до 0,40 | Св. 0,15 до 0,50 | 0,3 | Св. 3,0 до 4,0 | Св. 1,5 до 4,0 | 1.6 | |
| Св. 0,50 до 0,80 | 0,5 | Св. 4,0 до 8,0 | 5,0 | |||
| Св. 0,40 до 0,50 | Св. 0,20 до 0,60 | 0,35 | Св. 4,0 до 5,0 | Св. 2,0 до 5,0 | 2,0 | |
| Св. 0,60 до 1,0 | 0,7 | Св. 5,0 до 10 | 6,0 | |||
| Св. 0,50 до 0,60 | Св. 0,25 до 0,70 | 0,4 | Св. 5,0 до 6,0 | Св. 2,5 до 6,0 | 2,4 | |
| Св. 0,7 до 1,2 | 0,8 | Св. 6,0 до 12 | 7,0 | |||
| Св. 0,60 до 0,80 | Св. 0,3 до 0,8 | 0,4 | Св. 6,0 до 8,0 | Св. 3,0 до 8,0 | 3,5 | |
| Св. 0,8 до 1,6 | 1,0 | Св. 8 до 16 | 10 |
 2.9. Расчёт линейных размеров отливки, назначение предельных отклонений
2.9. Расчёт линейных размеров отливки, назначение предельных отклонений
1. Для определения размеров отливки, назначения предельных отклонений размеров всю информацию рекомендуется заносить в таблицу, используя форму записи, приведённую в таблице 2.13.
2. Предельные отклонения размеров назначают в соответствии с рекомендациями, приведёнными в разделе 2.5, п. 4.
Дата: 2019-02-25, просмотров: 434.