Одним из преимуществ электроэрозионной обработки металлов является то, что при определенных условиях резко повышаются прочностные свойства поверхности заготовки. Эту особенность используют для улучшения износостойкости режущего инструмента, штампов, пресс-форм и т.д. При электроэрозионном легировании применяют обратную полярность (заготовка является катодом, инструмент – анодом) обработку производят обычно атомами инструмента-электрода в электроимпульсном режиме (рисунок 6.9) в воздушной среде и, как правило, с вибрацией электрода.
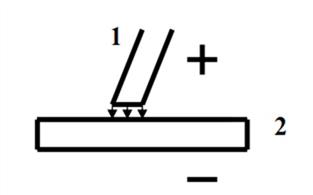
Рисунок 6.9 – Схема электроэрозионного легирования: 1 – легирующий электрод – инструмент, 2 – легируемая деталь
Основные преимущества электроэрозионного легирования заключаются в следующем: покрытия имеют большую степень сцепления с материалом основы; покрываемые поверхности не требуют предварительной подготовки; возможно нанесение не только металлов и сплавов, но и их композиций. Процессы, происходящие при электроэрозионном упрочнении, сложны и являются предметом тщательных исследований. Однако, сущность упрочнения состоит в том, что при электроискровом разряде в воздушной среде происходит перенос материала электрода на заготовку (рисунок 6.9). Перенесенный материал электрода легирует металл заготовки и, химически соединяясь с ионами азота воздуха, углеродом и материалом заготовки, образует износоустойчивый упрочненный слой, состоящий из нитридов, карбонитридов и других закалочных структур.
При электроискровом легировании микротвердость белого слоя в углеродистых сталях может быть доведена до 230 МПа. Толщина слоя покрытия, получаемого на некоторых установках, составляет 0,003-0,2 мм. При упрочнении поверхности деталей машин (например, на установке ИЕ – 2М) можно получить глубину слоя до 0,5 – 1,6 мм с микротвердостью 50 – 60 МПа (при упрочнении феррохромом).
Различают чистую обработку, которая соответствует высоким напряжениям и небольшим значениям токов короткого замыкания (до 20 А), и грубую (грубое легирование) при низких напряжениях 50-60 В и токах короткого замыкания свыше 20 А. Работа на электроэрозионных станках. Подготовка электроэрозионных станков к работе заключается в установке заготовки и электрода-инструмента и выверке их взаимного расположения, подготовке ванны к работе и системы прокачки рабочей жидкости, выбору и настройке режимов генератора. Заготовку устанавливают и закрепляют непосредственно на столе станка или в приспособлении. Электрод – инструмент устанавливают хвостиком в шпиндель головки. При выверке используют индикаторы, оптические приборы, приспособления, позволяющие изменять положение инструмента по отношению к заготовке и угол наклона. Осуществив выверку положения электрод – инструмента, заполняют ванну рабочей жидкостью, проверяют работу системы прокачки, устанавливают необходимое давление прокачки. Задают режим генератора импульсов (полярность, форма импульсов, скважность, частоту следования импульсов, средний ток), пользуясь соответствующими таблицами и номограммами. Изменение полярности напряжения генератора импульсов производится путем переключения на штепсельном разъеме токоподводов к станку. При работе с прямой полярностью (электроискровой режим) на электрод подается отрицательный потенциал, а на заготовку – положительный. Для работы с обратной полярностью (электроимпульсный режим) производят обратное переключение. Установку электрических параметров и режимов работы осуществляют с помощью переключателей, расположенных на панели пульта управления. Настраивают регулятор подачи, устанавливая рекомендуемое напряжение регулятор. Электроэрозионные станки По технологическому назначению эти станки классифицируют на универсальные, специализированные и специальные.
В таблице 6.3 приведены характеристики некоторых электроэрозионных станков.
Таблица 6.3 – Электроэрозионные станки
| Модель станка | Наименование станка | Назначение и краткая характеристика |
| 4720М | Станок настольный электроэрозионный копировально-прошивочный. Универсальный. | Изготовление рабочих деталей пресс-форм, фасонных деталей из труднообрабатываемых штампов. Производи-тельность – 70 мм2/мин, шероховатость – Ra = 0,8÷0,4. |
| 4К721АФ1 | Электроэрозионный копировально-прошивочный станок. Универсальный. | Обработка сложно профильных отверстий. Производтельность – 250 мм2/мин, шероховатость – Ra = 1,25. |
| 4Е723-01Ф1 | Электроэрозионный копировально-прошивочный станок. Универсальный. | Изготовление элементов деталей из труднообрабатываемых сплавов, прореза отверстий. Производительность – 1200 мм2/мин, шероховатость – Ra = 2,5. |
| 4П724Ф3М | Электроэрозионный станок копировально-прошивочный с ЧПУ. Универсальный. | Изготовление элементов деталей ковочных штампов, прореза фасонных отверстий. Производительность –200 мм2/мин, шероховатость – Ra = 3,2÷1,6. |
| 4Б611 | Переносной электроэрозионный станок. Специальный. | Прошивание отверстий. Производительность – скорость углубления – 15 мкм/мин. Шероховатость Rz = 160. |
| 4531Ф3 | Электроэрозионный станок с программным управлением для профильной вырезки. | Вырезка проволочным ЭИ деталей вырубных штампов, матриц, шаблонов. Производительность – 18 мм2/мин. Шероховатость – Ra=1,25. |
| 4735Ф3М | Электроэрозионный станок, вырезной, высокой точности с ЧПУ. Специализированный. | Вырезка проволочным ЭИ деталей вырубных штампов, матриц, фасонных резцов, шаблонов. Производительность – 40 мм2/мин. Шероховатость – Ra = 1,25. |
| ЭФА | Электроэрозионный станок, фотокопировальный. Специализированный. | Вырезка проволочным ЭИ деталей вырубных штампов, матриц, шаблонов, изделий народного потребления. Производительность – 20 мм2/мин. Шероховатость – Ra = 1,25. |
Общая характеристика процесса электроэрозионной обработки
Типовой технологический процесс ЭЭО на копировально-прошивочных станках заключается в следующем:
1. заготовку фиксируют и жестко крепят на столе станка или в приспособлении. Тяжелые установки (весом выше 100 кг) устанавливают без крепления. Устанавливают и крепят в электродержателе (ЭИ). Положение ЭИ относительно обрабатываемой заготовки выверяют по установочным рискам с помощью микроскопа или по базовым штифтам. Затем ванну стакана поднимают и заполняют РЖ выше поверхности обрабатываемой заготовки.
2. Устанавливают требуемый электрический режим обработки на генераторе импульсов, настраивают глубинометр и регулятор подачи. В случае необходимости включают вибратор и подкачку РЖ.
3. В целях повышения производительности и обеспечения заданной шероховатости поверхности обработку производят в три перехода: предварительный режим – черновым ЭИ и окончательный – чистовым и доводочным.
Дата: 2019-02-25, просмотров: 520.