Эксплуатационные свойства деталей машин зависят от качества их сопрягающихся поверхностей и поверхностного слоя, которые определяются геометрическими и физико-механическими свойствами, а также взаимным расположением микронеровностей на сопрягаемых поверхностях.
Шероховатость поверхностей в значительной степени определяет основные эксплуатационные свойства деталей и узлов: износостойкость, сопротивление усталости, надежность посадок, контактную жесткость и теплопроводность стыков сопряженных деталей, коррозионную стойкость, сопротивляемость эрозии при систематическом воздействии влажности и газов, герметичность соединений, отражающую и поглощающую способность поверхностей и др.
Важной характеристикой состояния поверхностного слоя являются остаточные напряжения. Остаточные напряжении оказывают существенное влияние на прочность и долговечность деталей машин и конструкций: остаточные сжимающие напряжения ( – ), возникающие в поверхностном слое, повышают циклическую прочность деталей, так как они разгружают поверхностные слои от напряжений, вызванных нагрузками, и, наоборот, растягивающие остаточные напряжения (+) уменьшают прочность деталей вследствие повышения напряженности поверхностного слоя. Повышение требований к качеству выпускаемой продукции влечет за собой необходимость совершенствования технологических процессов. Поэтому отделочная (финишная) обработка, изменяющая в широких пределах свойства поверхностного слоя, занимает важное место среди технологических способов, повышающих надежность деталей. Основные усилия разработчиков отделочных технологий сводятся к автоматизации и повышению производительности процесса, уменьшения шероховатости поверхности до величины микронеровностей в десятые и сотые доли микрона. Значительное место в технологических процессах по изготовлении деталей машин отводится абразивной обработке – шлифованию. Однако для процесса шлифования характерно формирование растягивающих остаточных напряжений в поверхностных слоях обработанных изделий, а также шаржирование (насыщение абразивными частицами) обработанной поверхности, что снижает усталостную прочность и износостойкость деталей. Операции шлифования и полирования вызывают неоднородную пластическую деформацию, а также не устраняют физико-химические неоднородности от предыдущей обработки (точение, сварка). Для повышения прочности и износостойкости деталей необходимо применять методы обработки, улучшающие физико-химические свойства, структуру и микрогеометрию поверхности. В последнее время в машиностроении и других отраслях промышленности широко применяются методы поверхностного пластического деформирования (ППД). К ним относятся: дробеструйная обработка, обкатывание шариком или роликом, дорнование, алмазное выглаживание.
Одним из наиболее эффективных методов ППД является Ультразвуковая упрочняюще-финишная обработка металлов (УЗУФО).
Предварительно деталь протачивается на станке (токарном, строгальном и т.д.), затем на этом же станке с помощью малогабаритной ультразвуковой приставки проводится УЗУФО. При этом инструмент (индентор) с большой частотой (22 кГц) (22000 ударов в сек.) ударяет по микронеровностям обрабатываемой поверхности, что позволяет получить на поверхности малую шероховатость и упрочненный слой.
Применение технологии УЗУФО позволяет исключить: во многих случаях операцию шлифования, полностью ручные доводочные операции абразивными шкурками и пастами, в некоторых случаях – термообработку, внутрицеховую транспортировку деталей, а также экономить производственные площади, улучшить экологию и повысить культуру производства.
Анализ результатов многолетних внедрений технологии и оборудования для ультразвуковой упрочняюще-финишной обработки металлов показывает, что широкое использование этой технологии в машиностроении, судостроении, авиакосмической, автотракторной и других отраслях промышленности позволит обеспечить прорыв в интенсификации производственных процессов, в повышении качества и надежность изделий, машин и приборов.
Ультразвуковая сварка
Сварка металлов ультразвуком находит все более широкое применение, так как этот способ имеет ряд преимуществ и особенностей по сравнению с контактной и холодной сваркой. Особенно перспективна ультразвуковая сварка применительно к изделиям микроэлектроники. Весьма перспективна сварка ультразвуком пластмасс; этот метод широко используется в промышленности, так как обладает рядом особенностей, дающих возможность получить высококачественное соединение на многих пластмассах, сварка которых другими методами затруднена или невозможна. Разработаны оборудование и технология ультразвуковой сварки металлов и пластмасс, успешно использующиеся в промышленности. За рубежом этот метод также находит применение в промышленности. При сварке ультразвуком неразъемное соединение металлов образуется при совместном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий. В принципе этот метод сварки имеет много общего с холодной сваркой сдвигом. Колебания, возникающие в какой-либо среде и характеризующиеся упругими деформациями среды, называются упругими. Форма упругих колебаний может быть различна. Наиболее распространенной формой являются гармонические колебания, т. е. колебания, описываемые выражением
A=Aм·sin(ωt+φ),
где A – смещение или деформация в данном элементе среды в момент времени t;
Aм – максимальное значение смещения или деформации;
ω – круговая частота колебаний;
φ – начальный угол сдвига.
Упругие колебания, частота которых превышает некоторую границу, принято называть ультразвуковыми. Обычно считают, что нормальный человеческий слух не воспринимает в виде слышимого звука гармонические упругие колебания с частотой выше 17 000 – 20 000 Гц. В практике упругие колебания используются в диапазоне частот от 8000 Гц до мегагерц. При ультразвуковой сварке обычно используется диапазон частот 18 – 80 кГц.
Скорость распространения ультразвука зависит от физических свойств материала. Например, в стержне скорость распространения продольных волн определяется из следующего соотношения:
где Е – модуль упругости материала;
ρ – плотность материала.
Скорость распространения звуковых волн в большинстве твердых тел колеблется в пределах 2000 – 6000 м/с и изменяется в зависимости от температуры, давления и интенсивности звука. Длина волны, соответствующая данной частоте, непосредственно определяется из равенства

где c — скорость звука; f — частота.
При частоте 20 кГц длина волны в стали равна 28 см. Интенсивность плоской продольной звуковой волны в любой среде определяется из уравнения
J=kA2f2ρc,
где А – амплитуда колебаний;
f – частота колебаний;
ρ – плотность среды;
k – коэффициент пропорциональности; с – скорость звука в среде.
Поток энергии волны сквозь некоторую поверхность S равен
где β – угол между нормалью к площадке dS и направлением распространения волны.
Мощность ультразвука, которая может быть передана через среду, зависит от физических свойств среды; если напряжения в зонах сжатия и разрушения превысят предел прочности материала, то твердый материал будет разрушаться. В жидкостях в аналогичных случаях возникает кавитация с образованием мельчайших пузырьков паров жидкости и последующим их захлопыванием. Процесс захлопывания кавитационных пузырьков сопровождается возникновением местных давлений, превышающих 5000 кгс/см2. Это явление в жидкостях используется для обработки и очистки изделий. Машины для ультразвуковой сварки состоят из следующих основных узлов: источника питания, аппаратуры управления, механической колебательной системы и привода давления. Механическая колебательная система служит для преобразования электрической энергии в механическую, передачи этой энергии в зону сварки, концентрирования этой энергии и получения необходимой величины колебательной скорости излучателя.
Колебательная система (рисунок 7.5) состоит из электромеханического преобразователя 1 с обмотками, заключенного в металлический корпус 2, охлаждаемый водой; трансформатора упругих колебаний 5; сварочного наконечника 4; опоры с механизмом давления 5 и свариваемых деталей 6. Крепление колебательной системы производят с помощью диафрагмы 7. Ультразвук излучается только в момент сварки точки.
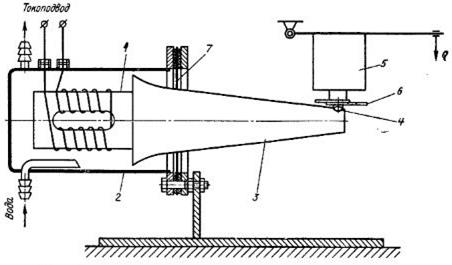
Рисунок 7.5 – Схема ультразвуковой установки для точечной сварки
Дата: 2019-02-25, просмотров: 459.