Основные реакции риформинга (3.1) – (3.2) протекают с поглощением тепла. Перепад температуры в реакторах зависит от группового углеводородного состава сырья и температуры реакции. В первом реакторе перепад температуры может достигать 35 – 80 К, во втором 8 – 40 К и в третьем 0 – 17 К.
Уравнение теплового баланса реактора в общем виде:
Q1 = Q2 + Q3 + Q4 . (2.37)
Левая часть уравнения учитывает приход тепла с сырьём и циркулирующим газом (в кВт). Правая часть уравнения учитывает расход тепла (в кВт): Q2 – на реакции риформинга; Q3 – с продуктами реакции и циркулирующим газом; Q4 – потери в окружающую среду.
Рассчитаем энтальпию газового потока на входе в аппарат. Предварительный расчёт показывает, что ввиду не очень высокого давления и значительного разбавления водородом поправка на давление величины энтальпии не требуется. Состав потока в мольных долях пересчитаем в массовые доли. Энтальпию при температуре Твх.1=803 К для водорода, метана, этана, пропана, октана и пентана найдём в [10]. Для удобства определения энтальпии компонентов ВСГ при температурах от 700 до 850 К представим зависимость теплосодержаний углеводородов от температуры в следующем виде:
 , (2.38)
, (2.38)
где  теплосодержание компонента, кДж/кг;
теплосодержание компонента, кДж/кг;  коэффициенты, рассчитанные на основе справочных данных [10], (табл. 3.13);
коэффициенты, рассчитанные на основе справочных данных [10], (табл. 3.13);  температура, при которой определяем теплосодержание, К;
температура, при которой определяем теплосодержание, К;  температура, при которой определяем теплосодержание, °С.
температура, при которой определяем теплосодержание, °С.
Таблица 3.13 – Коэффициенты уравнения (3.38)
| Коэффициент | Водород | Метан | Этан | Пропан | Бутан | Пентан |
| a | 0,00038 | 0,00150 | 0,00174 | 0,00181 | 0,00177 | 0,00176 |
| b | 12,86388 | 2,24761 | 1,84776 | 1,78125 | 1,80493 | 1,80117 |
Для ароматических  , нафтеновых
, нафтеновых  и парафиновых
и парафиновых  углеводородов сырья в парообразном состоянии числовые значения энтальпии определяются по таблицам [3] или по формуле (в кДж/кг):
углеводородов сырья в парообразном состоянии числовые значения энтальпии определяются по таблицам [3] или по формуле (в кДж/кг):
 . (3.39).
. (3.39).
При этом возникает необходимость расчёта относительной плотности углеводородов  по известной величине их молекулярной массы. Для этого воспользуемся формулой Крэга
по известной величине их молекулярной массы. Для этого воспользуемся формулой Крэга
 . (3.40).
. (3.40).
Найденные значения относительной плотности углеводородов представлены в таблице 3.14.
Таблица 3.14 – Относительные плотности углеводородов
| Углеводороды | Относительная плотность | |
| на входе в реактор | на выходе из реактора | |
| Ароматические | 0,736 | 0,734 |
| Нафтеновые | 0,747 | 0,745 |
| Парафиновые | 0,751 | 0,748 |

Расчёт энтальпии питающей смеси по формулам (3.38) и (3.39) приведён в таблице 3.15.
Тепловой эффект реакций, пользуясь законом Гесса, рассчитать нельзя из-за незнания детального химического состава сырья и продуктов реакции. Поэтому воспользуемся следующей формулой [3]:
 , (3.41)
, (3.41)
где х – выход водорода в расчёте на исходное сырьё, % масс.
Из материального баланса реактора (таблица 3.12) следует, что в результате риформинга получен водород в количестве
 кмоль/ч
кмоль/ч
или
 ; (3.42)
; (3.42)
 кмоль/ч.
кмоль/ч.
Тогда
 (3.43)
(3.43)
 % масс.,
% масс.,
а тепловой эффект реакции по формуле (3.41)
 кДж/кг.
кДж/кг.
Таблица 3.15 – Энтальпия питающей смеси
| Компо- нент | Молекуляр-ная масса Мi | Коли-чество ni, кмоль/ч | Содержа–ние |
| Содержание | Энтальпия, кДж/кг | |

| 
| ||||||
| Н2 | 2,16 | 5793,92 | 0,7848 | 1,5697 | 0,0970 | 6979,55 | 677,29 |
| СН4 | 16,33 | 269,48 | 0,0365 | 0,5841 | 0,0361 | 1829,59 | 66,06 |
| С2Н6 | 30,50 | 336,86 | 0,0456 | 1,3689 | 0,0846 | 1721,28 | 145,67 |
| С3Н8 | 44,67 | 202,12 | 0,0273 | 1,2046 | 0,0745 | 1713,97 | 127,64 |
| С4Н10 | 58,84 | 67,37 | 0,0091 | 0,5293 | 0,0327 | 1707,67 | 55,88 |
| С5Н12 | 73,01 | 67,37 | 0,0091 | 0,6571 | 0,0406 | 1703,91 | 69,22 |

| 111,03 | 75,05 | 0,0103 | 1,1288 | 0,0698 | 1698,84 | 118,55 |

| 117,03 | 226,56 | 0,0307 | 3,5916 | 0,2220 | 1692,08 | 375,72 |
|
| 119,03 | 343,68 | 0,0466 | 5,5414 | 0,3427 | 1689,94 | 578,94 |
| Сумма | - | 7382,41 | 1,0000 | 16,1755 | 1,0000 | - | 2214,97 |
 , мольн. доли
, мольн. доли
Величина теплового эффекта процесса риформинга зависит от концентрации нафтеновых углеводородов в сырье. Для парафинистого бензина значение теплового эффекта лежит в пределах 200-300 кДж/кг исходного сырья, для нафтенового – 400-600 кДж/кг исходного сырья [12]. Это относится к риформингу широких бензиновых фракций с целью получения высокооктанового бензина. При переработке узких фракций с целью получения индивидуальных ароматических углеводородов значения теплот реакций могут быть ещё больше, особенно при большой концентрации в сырье нафтеновых углеводородов.
Величину потерь тепла в окружающую среду примем равной
Q4 = 0,01· Q1 . (3.44)
Величина Q3 равна
 .
.
Тепловой баланс реактора (из расчёта на 75757,58 кг/ч сырья) приведён в таблице 3.16.
Таблица 3.16 – Тепловой баланс первого реактора
| Поток | Температура, К | Количество, кг/ч | Энтальпия, кДж/кг | Количество тепла, кВт |
| Приход | ||||
| Q1 | Твх.1=803 | 119414,12 | 2214,97 | 73471,81 |
| Сумма | – | 119414,12 | – | 73471,81 |
| Расход | ||||
| Q2 | – | – | 314,7 | 6621,51* |
| Q3 | Твых.1 | 119414,12 | 
| Q3 |
| Q4 | принимается | – | 734,72 | |
| Сумма | – | 119414,12 | – | 73471,81 |
Из теплового баланса реактора имеем (таблица 3.16)
Q3 = Q1 - Q2 - Q4 ; (3.45)
 кВт.
кВт.
Тогда
 кДж/кг.
кДж/кг.
Для определения числового значения температуры Твых.1 потока, покидающего реактор, необходимо рассчитать состав смеси на выходе из реактора.
Состав газа, покидающего реактор, рассчитан на основе данных таблицы 3.10 и представлен в таблице 3.17.
Для определения температуры потока по известному значению энтальпии задаёмся двумя ориентировочными числовыми значениями температуры 700 и 800 К. Значения энтальпии при этих температурах представлены в таблице 3.18.
Приближённо можно считать зависимость энтальпии от температуры в небольшом интервале температур линейной. Представим зависимость энтальпии смеси, покидающей реактор, от температуры в следующем виде:
 . (3.46)
. (3.46)
Таблица 3.17 – Состав газа, покидающего реактор
| Компо-нент | Молекулярная масса Мi | Количество ni, кмоль/ч | Содержание  , мольн. доли , мольн. доли
| 
| Содержание  , масс. доли , масс. доли
|
| Н2 | 2 | 6149,71 | 0,7880 | 1,5759 | 0,1030 |
| СН4 | 16 | 288,05 | 0,0369 | 0,5905 | 0,0386 |
| С2Н6 | 30 | 355,42 | 0,0455 | 1,3662 | 0,0893 |
| С3Н8 | 44 | 220,67 | 0,0283 | 1,2441 | 0,0813 |
| С4Н10 | 58 | 85,93 | 0,0110 | 0,6386 | 0,0417 |
| С5Н12 | 72 | 85,93 | 0,0110 | 0,7928 | 0,0518 |

| 109,72 | 217,18 | 0,0278 | 3,0531 | 0,1996 |

| 115,72 | 73,35 | 0,0094 | 1,0876 | 0,0711 |
|
| 117,72 | 328,30 | 0,0421 | 4,9518 | 0,3236 |
| Сумма | – | 7804,54 | 1,0000 | 15,3006 | 1,0000 |
Таблица 3.18 – Теплосодержания потока при 700 и 800К, кДж/кг
| Компоненты | Содержание | Энтальпия | |||
| при 700 К | при 800 К | ||||

| 
|
| 
| ||
| Н2 | 0,1030 | 5606,44 | 577,45 | 6939,44 | 714,75 |
| СН4 | 0,0386 | 1408,06 | 54,34 | 1816,86 | 70,12 |
| С2Н6 | 0,0893 | 1310,09 | 116,98 | 1708,78 | 152,58 |
| С3Н8 | 0,0813 | 1301,31 | 105,81 | 1701,40 | 138,34 |
| С4Н10 | 0,0417 | 1298,19 | 54,18 | 1695,21 | 70,75 |
| С5Н12 | 0,0518 | 1295,34 | 67,11 | 1691,48 | 87,64 |

| 0,1996 | 1359,36 | 271,25 | 1689,88 | 337,20 |
|
| 0,0711 | 1353,66 | 96,22 | 1683,05 | 119,63 |
|
| 0,3236 | 1351,85 | 437,51 | 1680,89 | 544,00 |
| Сумма | 1,0000 | - | 1780,85 | - | 2235,01 |
 , масс. доли
, масс. доли
Зная значения теплосодержаний потока при двух температурах (таблица 3.18), можем найти коэффициенты a и b:
 ,
,
откуда

Получим а = 4,54, b = -1398,24 и функция (3.46) примет вид
 . (3.47)
. (3.47)
Отсюда найдём, что энтальпии  кДж/кг соответствует температура
кДж/кг соответствует температура  К.
К.
Перепад температуры в первом реакторе равен
 , (3.48)
, (3.48)
 К.
К.
Оптимальное снижение температуры процесса в первом реакторе составляет 40 - 50 К. В данном случае значение перепада температуры близко к оптимальному.
Основные размеры реактора
Диаметр реактора рассчитаем так, чтобы перепад давления  в слое катализатора не превышал допустимого значения [ ].
в слое катализатора не превышал допустимого значения [ ].
На современных установках применяют реакторы с радиальным вводом сырья (рисунок 10).
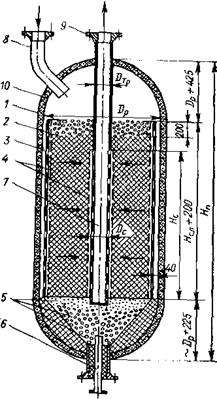
1– корпус; 2 – катализатор; 3 – перфорированный стакан с сеткой; 4 – сетка; 5 – шарики фарфоровые; 6 – штуцер для эжекции газов; 7 – перфорированная труба; 8 – штуцер для ввода сырья; 9 – штуцер для выхода продуктов реакции; 10 – футеровка
Рисунок 10 – Схема к расчету основных размеров реактора
Величина [  ] принимается:
] принимается:
 , (3.49)
, (3.49)
где 0,5 – доля гидравлического сопротивления слоя в общем гидравлическом сопротивлении реактора;  количество реакторов.
количество реакторов.
 Па.
Па.
Последующим расчётом принятое значение должно быть подтверждено.
Для расчёта величины  используют формулу
используют формулу
 , (3.50)
, (3.50)
где  – потери напора на 1 м высоты (толщины) слоя катализатора в реакторе, Па/м ; l – порозность слоя;
– потери напора на 1 м высоты (толщины) слоя катализатора в реакторе, Па/м ; l – порозность слоя;  – скорость фильтрования, м/с;
– скорость фильтрования, м/с;  – плотность газов, кг/м3;
– плотность газов, кг/м3;  – кинематическая вязкость, м2/с; dэ - эквивалентный диаметр частиц катализатора, м.
– кинематическая вязкость, м2/с; dэ - эквивалентный диаметр частиц катализатора, м.
Порозность слоя катализатора при допущении упорядоченного расположения частиц катализатора
 , (3.51)
, (3.51)
где  – объём шара, эквивалентный объёму частиц катализатора цилиндрической формы, м3;
– объём шара, эквивалентный объёму частиц катализатора цилиндрической формы, м3;  – объём куба, описанного вокруг шара, м3.
– объём куба, описанного вокруг шара, м3.
Цилиндрические частицы алюмоплатинового катализатора риформинга имеют диаметр 2 – 3 мм и высоту 4 – 5 мм. Если принять диаметр цилиндрика равным d = 0,003 м и высоту Н = 0,005 м, то
 ; (3.52)
; (3.52)
 м3.
м3.
Сторона куба, описанного вокруг шара, равна эквивалентному dэ диаметру этого шара:
 ; (3.53)
; (3.53)
 м.
м.
Таблица 3.19 – Гидравлическое сопротивление промышленных реакторов
| Установка | Гидравлическое сопротивление реакторов, 106 Па |
| Каталитического риформинга | 0,435 |
| Комбинированная установка – секция риформинга | 0,520 |
| Укрупнённая установка – секция риформинга | 0,158 |
Числовое значение порозности при  .
.
 .
.
Скорость радиального фильтрования газовой смеси в наиболее узком сечении у сетки трубы
 , (3.54)
, (3.54)
где  – объём газов, проходящих через свободное сечение реактора; Fс – площадь сетки у трубы (рисунок), м2.
– объём газов, проходящих через свободное сечение реактора; Fс – площадь сетки у трубы (рисунок), м2.
 , (3.55)
, (3.55)
где G – количество газовой смеси в реакторе, кг/ч ; Тср1 – средняя температура в реакторе, К; Z=1 – коэффициент сжимаемости газа, значительно разбавленного водородом; Мср. – средняя молекулярная масса газовой смеси;  – среднее давление в реакторе, Па.
– среднее давление в реакторе, Па.
Средняя температура в реакторе
 , (3.56)
, (3.56)
 К.
К.
Среднее давление в реакторе
 ; (3.57)
; (3.57)
 Па.
Па.
Тогда
 м3/с.
м3/с.
Площадь сетки у трубы
 , (3.58)
, (3.58)
где Dc - диаметр сетки у трубы, м; Hc - высота сетки, м.
Примем диаметр реактора Dр1=2,0 м, диаметр сетки Dc = 0,5 м, тогда высота сетки
 , (3.59)
, (3.59)
где  – высота слоя катализатора в реакторе, м.
– высота слоя катализатора в реакторе, м.
Высота слоя катализатора в стакане
 , (3.60)
, (3.60)
где F – площадь кольцевого сечения между стаканами, м.
Площадь кольцевого сечения между стаканами
 ; (3.61)
; (3.61)
 м2.
м2.
Тогда
 ;
;
 м,
м,
а площадь сетки у трубы
Fc = 3,14×0,5×2,39 = 3,75 м2.
Подставив числовые значения величин в формулу для расчёта скорости фильтрации, получим
 м/с.
м/с.
Плотность газовой смеси на выходе из реактора
 , (3.62)
, (3.62)
где  – плотность компонентов газовой смеси, кг/м3;
– плотность компонентов газовой смеси, кг/м3;  – содержание компонентов в газовой смеси, масс. доли.
– содержание компонентов в газовой смеси, масс. доли.
Плотность компонентов газовой смеси при средней температуре Тср.1 = 774,88 К в реакторе
 , (3.63)
, (3.63)
где Мi – средние молекулярные массы компонентов.
Результаты расчёта плотности даны в таблице 3.20.
Таблица 3.20 – Расчёт плотности газовой смеси
| Компонент | Содержание , мольн. доли
| Плотность  , кг/м3 , кг/м3
|  , кг/м3 , кг/м3
|
| Н2 | 0,7880 | 1,0758 | 0,8477 |
| СН4 | 0,0369 | 8,6065 | 0,3176 |
| С2Н6 | 0,0455 | 16,1372 | 0,7349 |
| С3Н8 | 0,0283 | 23,6679 | 0,6692 |
| С4Н10 | 0,0110 | 31,1985 | 0,3435 |
| С5Н12 | 0,0110 | 38,7292 | 0,4264 |

| 0,0278 | 59,0174 | 1,6423 |

| 0,0094 | 62,2448 | 0,5850 |

| 0,0421 | 63,3206 | 2,6636 |
| Сумма | 1,0000 | - | 8,2302 |
Кинематическая вязкость газовой смеси вычисляется по формуле Манна
 , (3.64)
, (3.64)
где  – содержание компонентов и газовой смеси, покидающей реактор, мольн. доли;
– содержание компонентов и газовой смеси, покидающей реактор, мольн. доли;  – кинематическая вязкость компонентов при средней температуре в реакторе, м/с2.
– кинематическая вязкость компонентов при средней температуре в реакторе, м/с2.
Кинематическая вязкость углеводородов при температуре 
 , (3.65)
, (3.65)
где  – динамическая вязкость, Па×c;
– динамическая вязкость, Па×c;  – плотность углеводородов, кг/м3.
– плотность углеводородов, кг/м3.
Для расчёта динамической вязкости газов используем формулу
 (3.66)
(3.66)
где  вязкость при температуре кипения;
вязкость при температуре кипения;  постоянная Сатерленда.
постоянная Сатерленда.
Постоянную Сатерленда рассчитаем по формуле
 (3.67)
(3.67)
Вязкость при температуре кипения рассчитаем по формуле Мейсснера:
 , (3.68)
, (3.68)
где  число атомов в молекуле газа.
число атомов в молекуле газа.
Температуру кипения компонентов ВСГ определим по [10]. Для определения средней температуры кипения ароматических, нафтеновых и парафиновых углеводородов воспользуемся номограммой (рисунок 11), зная молекулярную массу и  .
.
Среднее число атомов в молекуле газа для ароматических, нафтеновых и парафиновых углеводородов определим, зная среднюю молекулярную массу углеводородов и их структурные формулы, т.к. под средней молекулярной массой подразумевается молекулярная масса гипотетического углеводорода, имеющего усреднённые значения элементного состава, температуры кипения и плотности. Например, ароматические углеводороды в первом реакторе имеют среднюю молекулярную массу 109,72. Значит,


Следовательно, структурная формула усреднённого ароматического углеводорода  , т.е.
, т.е.
 .
.
Аналогично определяется и число атомов усреднённых нафтенового и парафинового углеводородов.
Далее необходимо учесть повышенное давление в реакторе. Для этого воспользуемся формулой Гарднера
 , (3.69)
, (3.69)
где  плотность газа, г/см3;
плотность газа, г/см3;  поправка, см3/г.
поправка, см3/г.
 . (3.70)
. (3.70)
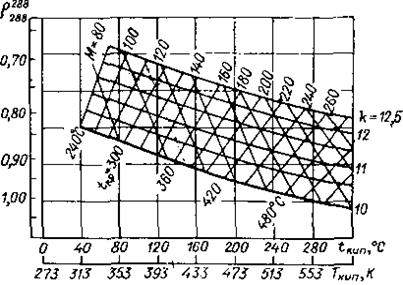
Рисунок 11 – Номограмма для определения характеристик топлива по двум заданным параметрам
Результаты расчётов динамической вязкости компонентов реакционной смеси представлены в таблице 3.21.
Таблица 3.21 - Расчёт динамической вязкости
| Компоненты | 
| С | m |  , Па·с , Па·с
|  , Па·с , Па·с
| b |  , Па·с , Па·с
|
| Н2 | 20,23 | 29,74 | 2 | 1,09·10-6 | 1,60·10-5 | 1,41·10-12 | 1,60·10-5 |
| СН4 | 111,51 | 163,92 | 5 | 4,08·10-6 | 2,19·10-5 | 1,34·10-12 | 2,19·10-5 |
| С2Н6 | 184,37 | 271,02 | 8 | 5,64·10-6 | 2,12·10-5 | 1,09·10-12 | 2,12·10-5 |
| С3Н8 | 230,93 | 339,47 | 11 | 6,41·10-6 | 2,02·10-5 | 9,20·10-13 | 2,02·10-5 |
| С4Н10 | 272,50 | 400,58 | 14 | 7,01·10-6 | 1,92·10-5 | 8,01·10-13 | 1,92·10-5 |
| С5Н12 | 300,85 | 442,25 | 17 | 7,33·10-6 | 1,85·10-5 | 7,16·10-13 | 1,85·10-5 |

| 373,00 | 548,31 | 18 | 9,07·10-6 | 1,89·10-5 | 6,65·10-13 | 1,89·10-5 |
|
| 403,00 | 592,41 | 24 | 8,81·10-6 | 1,71·10-5 | 5,65·10-13 | 1,71·10-5 |
|
| 402,00 | 590,94 | 26 | 8,59·10-6 | 1,67·10-5 | 5,43·10-13 | 1,67·10-5 |
Расчёт кинематической вязкости смеси представлен в таблице 3.22.
Кинематическая вязкость газовой смеси, согласно формуле Манна и данным таблицы 3.22, равна

 .
.
Таблица 3.22 - Расчёт кинематической вязкости
| Компонент | Мольная доля ,
|  , ,  м2/с м2/с
|  , с/м2 , с/м2
|
| Н2 | 0,7880 | 14,89 | 52935,54 |
| СН4 | 0,0369 | 2,55 | 14495,39 |
| С2Н6 | 0,0455 | 1,31 | 34703,43 |
| С3Н8 | 0,0283 | 0,85 | 33203,06 |
| С4Н10 | 0,0110 | 0,62 | 17852,01 |
| С5Н12 | 0,0110 | 0,48 | 23037,38 |
|
| 0,0278 | 0,32 | 86848,09 |

| 0,0094 | 0,27 | 34206,48 |
|
| 0,0421 | 0,26 | 159429,21 |
| Сумма | 1,0000 | – | 456710,59 |
Подставив в формулу для расчета потери напора числовые значения величин, получим

Толщина слоя катализатора в стакане
 м.
м.
Потеря напора в слое катализатора
 = 18743,89 ∙ 1,38 = 25866,57 Па.
= 18743,89 ∙ 1,38 = 25866,57 Па.
Полученная числовая величина  = 25866,57 Па не превышает [
= 25866,57 Па не превышает [  ] = 72 500 Па. При получении > [ ] необходимо уменьшить толщину слоя катализатора, что достигается уменьшением диаметра Dpl аппарата.
] = 72 500 Па. При получении > [ ] необходимо уменьшить толщину слоя катализатора, что достигается уменьшением диаметра Dpl аппарата.
Полная высота реактора равна
Нп1 = Нсл.1 + 0,2 + DРl+ 0,225 + DРl + 0,425;
Нп1 =2,79 + 0,2 + 2,0 + 0,225 + 2,0 + 0,425=7,64 м.
Далее по аналогии производятся расчеты второго и третьего реакторов.
Варианты заданий для расчета процесса каталитического риформинга представлены в приложении Б.
СПИСОК ЛИТЕРАТУРА
1 Танатаров М.А., Ахметшина М.Н., Фасхутдинов Р.А. и др. Технологические расчеты установок переработки нефти: учеб. пособие для вузов. – М.: Химия, 1987. – 352 с.
2 Галимов Ж.Ф., Газизов М.Х. Расчеты реакторов и регенераторов установок каталитического крекинга: учеб. пособие. – Уфа: Издательство УГНТУ, 2003. – 51 с.
3 Сарданашвили А. Г., Львова А. И. Примеры и задачи по технологии переработки нефти и газа.-2-е изд. - М.: Химия, 1980. – 256 с.
4 Новый справочник химика и технолога. Сырье и продукты промышленности неорганических и органических веществ. Т. 5. Ч. 1. – СПб.: Профессионал, 2003. – 988 с.
5 Кузнецов А.А., Кагерманов С.М. и др. Расчеты процессов и аппаратов нефтеперерабатывающей промышленности. – Л.: Химия, 1974. – 343 с.
6 Дубовкин Н.Ф. Справочник по теплофизическим свойствам углеводородных топлив и их продуктов сгорания. – М.-Л.: Госэнергоиздат, 1962. – 288 с.
7 Флореа О., Смигельский О. Расчеты по процессам и аппаратам химической технологии. – М.: Химия, 1971. – 448 с.
8 Бондаренко Б.И. Установки каталитического крекинга. – М.: Государственное научно-техническое издательство нефтяной и горно-топливной литературы, 1958. – 304с.
9 Ахметов С.А. и др. Технология и оборудование процессов переработки нефти и газа: учеб. пособие / С.А. Ахметов, Т.П. Сериков, И.Р. Кузеев, М.И. Баязитов; под ред. С.А. Ахметова. – СПб.: Недра, 2006. – 868 с.
10 Варгафтик Н.Б. Справочник по теплофизическим свойствам газов и жидкостей. – М.: ГРФМЛ, 1972. – 720 с.
11 Ахметов С.А. Технология глубокой переработки нефти и газа. – Уфа: Гилем, 2002. – 672 с.
12 Смидович Е. В. Технология переработки нефти и газа. Ч.2. - М.: Химия, 1980.
13 Жирнов Б.С., Евдокимова Н.Г. Первичная переработка нефти: учеб. пособие для вузов. – Уфа: УГНТУ, 2005. – 167 с.
14 Евдокимова Н.Г., Кортянович К.В., Будник В.А. Альбом технологических схем процессов переработки углеводородного сырья. – Уфа: УГНТУ, 2006. – 59 с.
15 Потехин В.М., Потехин В.В. Основы теории химических процессов технологии органических веществ и нефтепереработки: учебник для вузов. – СПб.: Химиздат, 2005. – 912 с.
16 Технологический регламент установки ГО-2, цеха № 9, НПЗ, ОАО «Салаватнефтеоргсинтез».
ПРИЛОЖЕНИЕ А
Таблица А.1 – Варианты заданий для расчета процесса каталитического крекинга
| Вариант | Производительность установки по сырью, тыс. т/год | Температура в регенераторе, °С | Параметры работы реактора | |
| Температура в слое, °С | Продолжительность пребывания кокса в реакторе, мин | |||
| 1 | 800 | 600 | 530 | 6 |
| 2 | 600 | 620 | 490 | 4 |
| 3 | 700 | 630 | 500 | 5 |
| 4 | 800 | 650 | 510 | 6 |
| 5 | 900 | 650 | 515 | 7 |
| 6 | 650 | 600 | 520 | 8 |
| 7 | 660 | 620 | 530 | 4 |
| 8 | 680 | 630 | 540 | 5 |
| 9 | 710 | 650 | 550 | 6 |
| 10 | 720 | 650 | 510 | 7 |
| 11 | 740 | 640 | 520 | 8 |
| 12 | 760 | 600 | 500 | 4 |
| 13 | 800 | 620 | 515 | 5 |
| 14 | 820 | 630 | 520 | 6 |
| 15 | 830 | 650 | 530 | 7 |
| 16 | 650 | 650 | 520 | 8 |
| 17 | 660 | 640 | 510 | 4 |
| 18 | 680 | 600 | 535 | 5 |
| 19 | 710 | 620 | 500 | 6 |
| 20 | 720 | 630 | 480 | 7 |
| 21 | 740 | 650 | 490 | 8 |
| 22 | 760 | 650 | 500 | 4 |
| 23 | 800 | 640 | 510 | 5 |
| 24 | 820 | 600 | 520 | 6 |
| 25 | 830 | 620 | 530 | 7 |
| 26 | 550 | 630 | 540 | 8 |
| 27 | 600 | 650 | 520 | 4 |
| 28 | 650 | 650 | 530 | 5 |
| 29 | 700 | 640 | 510 | 6 |
| 30 | 750 | 600 | 530 | 7 |
Продолжение приложения А
Таблица А.2 – Варианты заданий для расчета процесса гидроочистки
| Вариант | Производи-тельность, тыс. т/год | Объемная скорость подачи сырья, нм3/м3 | Кратность циркуляции ВСГ к сырью, м3 /м3 | Средняя температура в реакторе, оС | Давление в реакторе, МПа |
| 1 | 800 | 2,3 | 200 | 300 | 3,1 |
| 2 | 820 | 2,1 | 240 | 290 | 3,0 |
| 3 | 900 | 2,2 | 250 | 295 | 2,9 |
| 4 | 700 | 2,4 | 270 | 305 | 4,0 |
| 5 | 830 | 2,0 | 280 | 285 | 3,5 |
| 6 | 720 | 2,1 | 290 | 295 | 3,6 |
| 7 | 770 | 2,2 | 300 | 310 | 4,1 |
| 8 | 890 | 2,3 | 340 | 305 | 2,8 |
| 9 | 834 | 2,4 | 350 | 300 | 3,3 |
| 10 | 717 | 2,5 | 400 | 290 | 3,4 |
| 11 | 788 | 2,0 | 420 | 295 | 3,7 |
| 12 | 844 | 2,1 | 460 | 305 | 4,0 |
| 13 | 850 | 2,2 | 470 | 285 | 3,2 |
| 14 | 750 | 2,3 | 410 | 295 | 3,9 |
| 15 | 600 | 2,3 | 420 | 310 | 3,0 |
| 16 | 660 | 2,4 | 430 | 305 | 3,1 |
| 17 | 860 | 2,3 | 470 | 300 | 3,0 |
| 18 | 875 | 2,2 | 500 | 290 | 2,9 |
| 19 | 880 | 2,4 | 480 | 295 | 4,0 |
| 20 | 885 | 2,5 | 490 | 305 | 3,5 |
| 21 | 900 | 2,1 | 550 | 285 | 3,6 |
| 22 | 732 | 2,2 | 340 | 295 | 4,1 |
| 23 | 748 | 2,3 | 350 | 310 | 2,8 |
| 24 | 757 | 2,0 | 360 | 305 | 3,3 |
| 25 | 760 | 2,1 | 370 | 295 | 3,4 |
| 26 | 763 | 2,2 | 380 | 290 | 3,7 |
| 27 | 770 | 2,3 | 390 | 310 | 4,0 |
| 28 | 782 | 2,4 | 395 | 305 | 3,2 |
| 29 | 791 | 2,5 | 400 | 285 | 3,9 |
| 30 | 834 | 2,3 | 520 | 295 | 3,0 |
ПРИЛОЖЕНИЕ Б
Примерные задания на курсовое проектирование процесса каталитического риформинга
В качестве сырья применяются бензиновые фракции 85 – 180˚С .
В таблице Б.1 представлены основные показатели качества бензиновых фракций следующих нефтей:
1- киркукской;
2- ромашкинской;
3- ухтинской;
4- самотлорской;
5- нижневартовской;
6- смеси шаимской и грозненской.
Таблица Б.1 – Показатели качества сырья процесса каталитического риформинга
| Показатель | 1 | 2 | 3 | 4 | 5 | 6 |
| Плотность, кг/м3 | 744 | 742 | 742 | 751 | 753 | 746 |
| Фракционный состав (объёмный), ˚С | ||||||
| 10 % | 115 | 109 | 102 | 115 | 112 | 103 |
| 50 % | 133 | 128 | 124 | 131 | 133 | 116 |
| 90 % | 160 | 155 | 158 | 158 | 166 | 153 |
| Углеводородный состав, %масс. | ||||||
| ароматические | 14 | 12 | 9 | 13 | 11 | 11 |
| нафтеновые | 20 | 28 | 31 | 28 | 35 | 38 |
| парафиновые | 66 | 60 | 60 | 59 | 54 | 51 |
Продолжение приложения Б
Таблица Б.2 – Варианты заданий для расчета процесса каталитического риформинга
| Вариант | Нефть | Производительность, тыс. т/год | Начальная температура процесса, оС | Кратность циркуляции ВСГ к сырью, м3 /м3 | Давление в реакторе, МПа |
| 1 | 1 | 620 | 482 | 1500 | 2,3 |
| 2 | 2 | 650 | 490 | 1600 | 3,2 |
| 3 | 3 | 670 | 490 | 1600 | 3,1 |
| 4 | 4 | 300 | 490 | 1500 | 3,0 |
| 5 | 5 | 600 | 480 | 1500 | 2,0 |
| 6 | 6 | 1000 | 500 | 1700 | 4,0 |
| 7 | 1 | 710 | 483 | 1600 | 2,6 |
| 8 | 2 | 782 | 485 | 1580 | 2,5 |
| 9 | 3 | 590 | 495 | 1700 | 3,6 |
| 10 | 4 | 630 | 488 | 1580 | 2,7 |
| 11 | 5 | 300 | 480 | 1500 | 2,1 |
| 12 | 6 | 850 | 498 | 1700 | 3,8 |
| 13 | 1 | 700 | 484 | 1550 | 2,5 |
| 14 | 2 | 300 | 486 | 1570 | 2,7 |
| 15 | 3 | 620 | 500 | 1700 | 3,9 |
| 16 | 4 | 100 | 492 | 1700 | 3,5 |
| 17 | 5 | 670 | 480 | 1520 | 2,2 |
| 18 | 6 | 1000 | 491 | 1600 | 3,0 |
| 19 | 1 | 730 | 481 | 1550 | 2,2 |
| 20 | 2 | 650 | 487 | 1580 | 2,8 |
| 21 | 3 | 300 | 491 | 1610 | 3,2 |
| 22 | 4 | 782 | 492 | 1700 | 3,5 |
| 23 | 5 | 590 | 480 | 1500 | 2,0 |
| 24 | 6 | 630 | 497 | 1600 | 3,7 |
| 25 | 1 | 750 | 481 | 1550 | 2,2 |
| 26 | 2 | 1000 | 488 | 1610 | 3,1 |
| 27 | 3 | 700 | 500 | 1700 | 3,8 |
| 28 | 4 | 300 | 490 | 1600 | 3,4 |
| 29 | 5 | 620 | 480 | 1550 | 2,2 |
| 30 | 6 | 750 | 492 | 1600 | 3,4 |
СОДЕРЖАНИЕ
| ВВЕДЕНИЕ | 1 | |
| 1 | Каталитический крекинг | 2 |
| 2 | Гидроочистка нефтяных фракций | 19 |
| 3 | Каталитический риформинг | 32 |
| Список литературы | 59 | |
| Приложение А | 60 | |
| Приложение Б | 62 |
Редактор Л.А. Маркешина
Подписано в печать 23.09.11. Бумага офсетная. Формат 60х84 1/16.
Гарнитура «Таймс». Печать трафаретная. Усл. печ. л. 4,1. Уч.-изд. л. 3,7.
Тираж 60. Заказ .
Издательство Уфимского государственного нефтяного технического университета
Адрес издательства:
450062, Республика Башкортостан, г. Уфа, ул. Космонавтов, 1
Дата: 2019-02-25, просмотров: 571.