Потерю напора в слое катализатора вычисляем по формуле
 , (2.40)
, (2.40)
где ε- порозность слоя катализатора; u - линейная скорость движения потока, фильтрующегося через слой катализатора, м/с; μ - динамическая вязкость, Па·с; d - средний диаметр частиц, м; р - плотность смеси в условиях процесса, кг/м3;
Порозность слоя вычисляют по формуле
 , (2.41)
, (2.41)
где γн - насыпная плотность катализатора, кг / м3; γк - кажущаяся плотность катализатора, кг / м3.
 .
.
Линейная скорость потока равна:
u=  , (2.42)
, (2.42)
где V - объем реакционной смеси, включающий объем сырья Vc и объем циркулирующего ВСГ Vц.
Объем сырья рассчитывают по формуле
 , (2.43)
, (2.43)
где Gc - расход сырья в реакторе, кг / ч; z - коэффициент сжимаемости, при Тпр=0,973 и Рпр=0,866, z=0,45; tcр - средняя температура в реакторе , tср = 0,5·(340+353,06) =346,53 °С; Р – давление в системе, 5 МПа; Ратм – атмосферное давление, МПа.
 .
.
Объем циркулирующего газа составит:
 ; (2.44)
; (2.44)
 .
.
Динамическую вязкость смеси определяют по ее средней молекулярной массе, равной:
 ; (2.45)
; (2.45)
 .
.
По уравнению Фроста находим динамическую вязкость:
 ; (2.46)
; (2.46)
 .
.
Плотность реакционной смеси в условиях процесса равна:
 ; (2.47)
; (2.47)
 .
.
По формуле (2.40) определим потерю напора в слое катализатора:


Проверка потери напора в слое катализатора: 0,04 ≤ 0,2 МПа.
Варианты заданий для расчета процесса гидроочистки топливных фракций представлены в таблице А.2.
Каталитический риформинг
Технология процесса
Каталитический риформинг - современный, широко применяемый процесс, предназначенный для повышения детонационной стойкости бензинов и получения индивидуальных ароматических углеводородов – бензола, толуола, ксилолов.
Промышленные процессы каталитического риформинга основаны на контактировании сырья с активным катализатором, обычно содержащим платину, отсюда и появилось название процесса - платформинг.
Сущность каталитического риформинга заключается в ароматизации бензиновых фракций, протекающей в результате каталитического преобразования нафтеновых и парафиновых углеводородов.
В условиях каталитического риформинга наиболее легко и быстро протекают реакции дегидрирования шестичленных нафтенов, скорость ароматизации циклопентанов примерно на порядок ниже. Наиболее медленной из реакций ароматизации является дегидроциклизация парафиновых углеводородов. В процессе параллельно протекают и нежелательные реакции гидрокрекинга с образованием как низко-, так и высокомолекулярных углеводородов, а также продуктов уплотнения – кокса, откладывающегося на поверхности катализатора.
Реакции дегидрирования и дегидроциклизации идут с поглощением тепла, реакции изомеризации имеют тепловой эффект, близкий к нулю, а реакции гидрокрекинга протекают с выделением тепла. Следовательно, по правилу Ле-Шателье, равновесная глубина ароматизации увеличивается с ростом температуры и понижением парциального давления водорода. Однако промышленные процессы риформинга вынужденно осуществляют при повышенных давлениях с целью подавления реакций коксообразования, при этом снижение равновесной глубины ароматизации компенсируют повышением температуры.
Процесс каталитического риформинга осуществляют на бифункциональных катализаторах, сочетающих кислотную и гидрирующую-дегидрирующую функции. Реакции гидрирования и дегидрирования протекают на металлических центрах платины или платины, промотированной добавками рения иридия, олова, галлия, германия и др., тонко диспергированных на носителе. Кислотную функцию в промышленных катализаторах выполняет носитель, в качестве которого используют оксид алюминия. Для усиления и регулирования кислотных свойств носителя в состав катализатора вводят галоген: фтор или хлор. В настоящее время применяют только хлорсодержащие катализаторы. Содержание хлора составляет от 0,4 – 0,5 до 2,0 % масс.
Прогресс каталитического риформинга в последние годы был связан с разработкой и применением сначала биметаллических, а затем полиметаллических катализаторов, обладающих повышенной активностью, селективностью и стабильностью.
Успешная эксплуатация полиметаллических катализаторов возможна лишь при выполнении определённых условий: содержание серы в сырье риформинга не должно превышать 1×10-4 % масс., что требует глубокого гидрооблагораживания сырья; содержание влаги в циркулирующем газе не должно превышать 2×10-3 - 3×10-3 % мольных; пуск установки требует использования в качестве инертного газа чистого азота; для восстановления катализатора предпочтительно использование электролитического водорода.
Сырьем каталитического риформинга служат как прямогонные бензиновые фракции нефтей и газовых конденсатов, так и бензины вторичного происхождения, получаемые при термической и термокаталитической переработке нефтяных фракций, а также выделяемые из продуктов переработки углей и сланцев. Фракционный состав сырья выбирается в зависимости от целевого назначения процесса. Если процесс проводится с целью получения индивидуальных ароматических углеводородов, то для получения бензола, толуола и ксилолов используют соответственно фракции, содержащие углеводороды С6 (62-85˚С), С7 (85-105˚С), С8 (105-140˚С), если риформинг проводится с целью получения высокооктанового бензина, то сырьём обычно служит фракция 85-180˚С, соответствующая углеводородам С7 – С10.
Подготовка сырья риформинга включает ректификацию и гидроочистку. Ректификация используется для выделения определенных фракций бензинов в зависимости от назначения процесса. При гидроочистке из сырья удаляют примеси (сера, азот и др.), отравляющие катализаторы риформинга, а при переработке бензинов вторичного происхождения подвергают также гидрированию непредельные углеводороды.
Поскольку процесс сильно эндотермичен, его осуществляют в каскаде из трёх-четырёх реакторов с промежуточным подогревом сырья. В первом по ходу сырья реакторе в основном протекает сильно эндотермическая реакция дегидрирования нафтенов. В последнем реакторе - преимущественно эндотермические реакции дегидроциклизации и достаточно интенсивно экзотермические реакции гидрокрекинга парафинов. Поэтому в первом реакторе имеет место наибольший (30 – 50 ˚С), а в последнем наименьший перепад температур сырья на входе и выходе из него. Высокий перепад температур в головных реакторах можно понизить, снижая время контакта сырья с катализатором, то есть объём катализатора в них. Поэтому на промышленных установках риформинга первый реактор имеет наименьший объём катализатора, последний – наибольший. Например, для трёхреакторного блока распределение объёма катализатора по ступеням от 1:2:4 до 1:3:7 (в зависимости от химического состава сырья и целевого назначения процесса).
С понижением парциального давления водорода увеличивается глубина ароматизации сырья, а также повышается селективность превращений парафиновых углеводородов, т.к. снижение давления благоприятствует протеканию реакций ароматизации и тормозит реакции гидрокрекинга. Однако при снижении давления возрастает скорость дезактивации катализатора за счёт его закоксовывания.
Кратность циркуляции водородсодержащего газа определяется как отношение объёма циркулирующего ВСГ, приведённого к нормальным условиям, к объёму сырья, проходящего через реакторы в единицу времени.
Учитывая, что в циркулирующем ВСГ концентрация водорода изменяется в широких пределах – от 65 до 90 % об., а молекулярная масса сырья зависит от фракционного и химического составов, предпочтительнее пользоваться мольным отношением водород : сырьё. С увеличением этого отношения снижается скорость дезактивации катализатора, следовательно, удлиняется межрегенерационный пробег установки. Однако увеличение этого отношения ведёт к увеличению энергозатрат, росту гидравлического сопротивления и объёма аппаратов и трубопроводов. Поэтому этот параметр выбирают с учётом стабильности катализатора, качества сырья и продуктов, жёсткости процесса и заданной продолжительности межрегенерационного цикла.
При использовании полиметаллических катализаторов на установках со стационарным слоем мольное отношение водород : сырьё, равное 5 – 6, обеспечивает длительность межрегенерационного цикла до 12 месяцев. На установках с непрерывной регенерацией катализатора это отношение поддерживается на уровне 4 – 5.
Повышение объёмной скорости подачи сырья приводит к увеличению выхода реформата, но с пониженным октановым числом и меньшим содержанием ароматических углеводородов; снижению выхода ВСГ с более высокой концентрацией водорода; повышению селективности процесса и удлинению продолжительности межрегенерационного цикла. При снижении объёмной скорости снижается производительность установки. Оптимальное значение объёмной скорости устанавливают с учётом качества сырья и реформата, жёсткости процесса и стабильности катализатора. Обычно объёмная скорость в процессах риформирования бензинов составляет 1,5 –
2,0 ч-1.
Стабильная активность катализаторов риформинга, кислотным промотором которых является хлор, возможна лишь при достаточном его содержании на катализаторе и низкой влажности в реакционной системе. Объёмное содержание влаги в циркулирующем ВСГ поддерживается обычно на уровне (10-30)·10-6. Для поддержания оптимальной концентрации хлора в катализаторе хлор может подаваться непрерывно или периодически с дозировкой 1 – 5 мг/кг сырья (в виде хлорорганических соединений).
Пример технологического расчёт реакторного блока установки каталитического риформинга со стационарным слоем катализатора
Особенности расчетов
Необходимые исходные величины и некоторые предварительные определения:
- на основе промышленных и проектных данных принимают: давление в начале процесса (первый реактор блока); температуру, с которой сырьё и циркулирующий газ подаются в первый реактор; объёмную скорость подачи сырья; кратность циркуляции водородсодержащего газа (ВСГ) и его состав, количество последовательно соединённых реакторов;
- рассчитывают мольный состав питания реактора и количества каждого компонента в циркулирующем газе;
- рассчитывают необходимое количество алюмоплатинового катализатора с предварительным распределением его по реакторам.
3.2.1.1 Расчёт первого реактора
Производят расчёт материального баланса первого реактора по следующей схеме:
- определяют константу скорости реакции ароматизации;
- определяют константу химического равновесия реакции ароматизации;
- вычисляют уменьшение количества нафтеновых углеводородов в результате реакции ароматизации;
- определяют константу скорости реакции превращения нафтеновых углеводородов в парафиновые;
- определяют константу химического равновесия реакции превращения нафтеновых углеводородов в парафиновые;
- вычисляют увеличение количества нафтеновых углеводородов в результате реакции превращения парафиновых углеводородов в нафтеновые;
- определяют константу скорости реакции гидрокрекинга нафтеновых углеводородов;
- вычисляют уменьшение количества нафтеновых углеводородов в результате реакции гидрокрекинга;
- вычисляют уменьшение количества парафиновых углеводородов в результате реакции гидрокрекинга;
- рассчитывают материальный баланс реакций в реакторе;
- определяют состав газа, покидающего реактор;
- составляют материальный баланс реактора и определяют выходы продуктов риформинга.
Затем составляют тепловой баланс реактора с целью определения температуры выходящего из него потока.
В заключение принимают тип реактора (радиальный или аксиальный) и определяют его диаметр и высоту.
3.2.1.2 Расчёт второго реактора
Выбирают температуру в начале процесса, имея в виду во втором реакторе практически полное превращение нафтеновых углеводородов. Давление в этом реакторе должно быть несколько ниже, чем в первом.
Далее рассчитывается материальный баланс второго реактора по той же схеме, как для первого реактора.
Расчёт теплового баланса второго реактора аналогичен расчёту для первого реактора.
Затем определяются диаметр и высота реактора.
3.2.1.3 Расчёт третьего реактора
Температуру в начале процесса принимают равной температуре потока, выходящего из второго реактора.
Остальные расчёты проводятся так же, как для первого и второго реакторов.
3.2.2 Необходимые исходные данные
Исходные данные для расчета:
- рассчитать реакторный блок установки каталитического риформинга бензина нижневартовской нефти, состав которого представлен в таблице 3.1, над стационарным слоем алюмоплатинового катализатора.
- производительность реакторного блока по сырью 600 000 т/г;
- температура реакции 530˚С (803 К);
- давление в начале процесса (на входе в первый реактор) 3,43·106 Па;
- кратность циркуляции ВСГ 
 =1500 м3 /м3;
=1500 м3 /м3;
- содержание водорода в ВСГ достигает 85 – 93 %об. Примерный состав ВСГ приведён в таблице 3.2;
- объёмная скорость подачи сырья  =2 ч-1;
=2 ч-1;
- число рабочих дней в году 330.
Таблица 3.1 – Качество сырья риформинга
| Относительная плотность
| Фракционный состав, К | Углеводородный состав, % масс. | ||||||
| н.к. | 10% | 50% | 90% | к.к. | ароматические | нафтеновые | парафиновые | |
| 0,753 | 353 | 385 | 406 | 439 | 453 | 11 | 35 | 54 |

Таблица 3.2 – Состав водородсодержащего газа
| Компонент | Н2 | СН4 | С2 Н6 | С3 Н8 | С4Н10 | С5 Н12 |
| Содержание, % об | 86 | 4 | 5 | 3 | 1 | 1 |
Над платиновым катализатором при риформинге протекают следующие реакции:
превращение нафтеновых углеводородов в ароматические:
 ; (3.1)
; (3.1)
превращение нафтеновых углеводородов в парафиновые:
 ; (3.2)
; (3.2)
гидрокрекинг нафтеновых углеводородов:
 ; (3.3)
; (3.3)
гидрокрекинг парафиновых углеводородов:
 , (3.4)
, (3.4)
где n – углеродное число (число углеродных атомов в молекуле углеводорода).
Для указанных реакций можно записать четыре дифференциальных уравнения, описывающих уменьшение количества углеводородов в результате химических превращений:
 , (3.5)
, (3.5)
 , (3.6)
, (3.6)
 , (3.7)
, (3.7)
 , (3.8)
, (3.8)
где Nн и Nп – доля нафтеновых и парафиновых углеводородов в питании, подвергнутых химическому превращению, кмоль/кмоль;  – величина, обратная скорости подачи сырья, кг катализатора/(кмоль/ч) сырья;
– величина, обратная скорости подачи сырья, кг катализатора/(кмоль/ч) сырья;  – константа скорости реакции, определяемая из графика (рисунок 7), кмоль/(ч·Па·кг катализатора);
– константа скорости реакции, определяемая из графика (рисунок 7), кмоль/(ч·Па·кг катализатора);  – парциальные давления нафтеновых, ароматических, парафиновых углеводородов и водорода, Па;
– парциальные давления нафтеновых, ароматических, парафиновых углеводородов и водорода, Па;  – константа химического равновесия, Па3;
– константа химического равновесия, Па3;  – константа скорости реакции, определяемая из графика (рисунок 8), кмоль/(ч·Па·кг катализатора).
– константа скорости реакции, определяемая из графика (рисунок 8), кмоль/(ч·Па·кг катализатора).
Константы химического равновесия рассчитываются по уравнениям:
 , (3.9)
, (3.9)
 , (3.10)
, (3.10)
где Т – температура в реакторе, К.
Уравнения (3.5) – (3.8) не учитывают состояния катализатора. Однако ввиду отсутствия в литературе сведений о зависимости степени химических превращений при риформинге от состояния катализатора, из-за малого (всего 0,5 – 0,7 %) содержания платины в катализаторе и возможности компенсации снижения активности катализатора некоторым повышением температуры процесса, указанные уравнения обеспечивают достаточную точность при проектировании.
В уравнениях (3.5) – (3.8) уменьшение количества углеводородов в питании в результате химических превращений выражено в мольных долях, а состав питания задан в массовых долях. Для пересчёта состава питания воспользуемся формулой
Мс×уi = Мi×уi’, (3.11)
где Мс - средняя молекулярная масса сырья; Mi - средняя молекулярная масса i-го компонента сырья; yi - содержание i-го компонента в питании в массовых долях; yi'- то же в мольных долях.
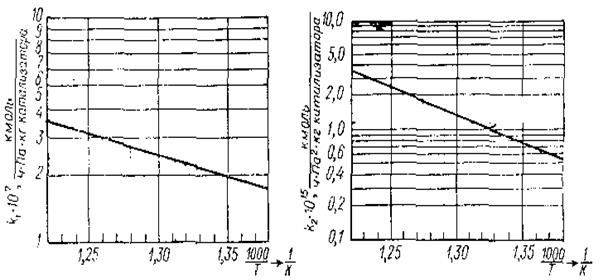
Рисунок 7 – График для определения Рисунок 8 – График для определения
константы k1 константы k2
Рисунок 9 – График для определения констант k3 и k4
Средняя молекулярная масса сырья
Мс = 0,4 ×Т50 – 45, (3.12)
где Т50 – температура выкипания 50% бензина (таблица 3.1), К.
Мс= 0,4· 406 – 45 = 117,4 кмоль/кг.
Средние молекулярные массы ароматических, нафтеновых и парафиновых углеводородов питания можно рассчитать, исходя из условия, что число атомов n углерода в них будет одно и то же. Формулы для расчёта молекулярных масс углеводородов питания представлены в таблице 3.3.
Для того чтобы определить углеродное число n, используется формула
 , (3.13)
, (3.13)
где уА, ун, уп - содержание ароматических, нафтеновых, парафиновых углеводородов в питании (таблица 3.1), масс. доли; Ма, Мн, Мп - средние молекулярные массы углеводородов (таблица 3.3).
Таблица 3.3 - Расчётные формулы молекулярных масс углеводородов
| Углеводород (компонент) | Формула углеводорода | Формула для расчёта молекулярной массы по углеродному числу |
| Ароматические | СnH2n- 6 | Ма = 12n + 1 × (2n-6) = 14n - 6 |
| Нафтеновые | CnH2n | Мн = 12n + 1 × 2n = 14n |
| Парафиновые | CnH2n+2 | Мп = 12n +1 × (2n+2)= 14n+ 2 |
Формула для подсчёта величины Мс :
 . (3.14)
. (3.14)
После преобразований получается кубическое уравнение:
 . (3.15)
. (3.15)
Подставив в уравнение известные значения Мс, уА, ун и уп, получим
 . (3.16)
. (3.16)
Найти значение n можно также при помощи программы Excel. Получается n=8,3595.
Если состав сырья задан в мольных долях, то для расчета углеродного числа можно воспользоваться формулой
 , (3.17)
, (3.17)
где у'п и у'а — содержание парафиновых и ароматических углеводородов в сырье, мольн. доли.
Числовые значения молекулярных масс углеводородов (таблица 3.3):
 ;
;
 ;
;
 .
.
Пересчет состава сырья представлен в таблице 3.4.
Таблица 3.4 – Пересчёт массового состава сырья в мольный
| Компоненты | Молекулярная масса, Мi | Содержание в сырье | |
| yi, масс. доли |  , мольн. доли , мольн. доли
| ||
| СnH2n- 6 | 111,0327 | 0,11 | 0,1163 |
| CnH2n | 117,0327 | 0,35 | 0,3511 |
| CnHn+2 | 119,0327 | 0,54 | 0,5326 |
| Сумма | – | 1,00 | 1,0000 |
Парциальные давления компонентов в сырье ввиду не очень высокого давления и значительного разбавления водородом рассчитаются по формуле
 , (3.18)
, (3.18)
где  – общее давление в аппарате, Па;
– общее давление в аппарате, Па;  – содержание i-го компонента в смеси газов, мольн. доли.
– содержание i-го компонента в смеси газов, мольн. доли.
Количество сырья (в кмоль) равно:
 , (3.19)
, (3.19)
где Gc – количество сырья, кг/ч.
Рассчитывается величина Gc:
 кг/ч,
кг/ч,
где 330 – число рабочих дней в году.
Подставив числовое значение величины Gc в предыдущую формулу, получим
 кмоль/ч.
кмоль/ч.
Расчетные данные по количеству и составу сырья приведены в таблице 3.5.
Таблица 3.5 – Количество и состав сырья
| Компонент | Мольная доля | Количество  , кмоль / ч , кмоль / ч
|

| 0,1163 | 75,05 |

| 0,3511 | 226,56 |

| 0,5326 | 343,68 |
| Сумма | 1,0000 | 645,29 |
Количество водородсодержащего газа
 , (3.20)
, (3.20)
где nг – кратность циркуляции газа, м3/м3;  – плотность сырья в жидком виде (при н.у.), кг/м3.
– плотность сырья в жидком виде (при н.у.), кг/м3.
Плотность сырья
 , (3.21)
, (3.21)
 кг/м3.
кг/м3.
Подставив в формулу (3.20) числовые значения величин, найдем
 м3/ч.
м3/ч.
Количество циркулирующего газа равно
 ; (3.22)
; (3.22)
 кмоль/ч.
кмоль/ч.
Данные по определению состава циркулирующего газа приведены в таблице 3.6.
Таблица 3.6 – Состав циркулирующего газа
| Компонент | Молекулярная масса Мi | Содержание y'гi, мол. доли | 
| Количество
 ,кмоль/ч ,кмоль/ч
|
| Н2 | 2 | 0,86 | 1,72 | 5793,92 |
| СН4 | 16 | 0,04 | 0,64 | 269,48 |
| С2Н6 | 30 | 0,05 | 1,50 | 336,86 |
| С3Н8 | 44 | 0,03 | 1,32 | 202,11 |
| С4Н10 | 58 | 0,01 | 0,58 | 67,37 |
| С5Н12 | 72 | 0,01 | 0,72 | 67,37 |
| Сумма | – | 1,00 | 
| 6737,12 |
Общее количество парафиновых углеводородов в циркулирующем газе
6737,12 - 5793,92 = 943,20 кмоль/ч.
Данные расчета по определению состава смеси сырья и ВСГ и парциальные давления ее компонентов приведены в таблице 3.7.
Количество катализатора, необходимое для проведения реакции:
 ; (3.23)
; (3.23)
 м3.
м3.
Насыпная масса алюмоплатинового катализатора равна  кг/м3. Приняв насыпную массу катализатора
кг/м3. Приняв насыпную массу катализатора  кг/м3, найдём количество катализатора:
кг/м3, найдём количество катализатора:
 ; (2.24)
; (2.24)
 кг.
кг.
Таблица 3.7 – Парциальные давления компонентов смеси сырья и циркулирующего ВСГ
| Компоненты | Количество n3i, кмоль/ч | Содержание  , мольн. доли , мольн. доли
| Парциальное давление  Па Па
|

| 75,05 | 0,0102 | 34870,94 |

| 226,56 | 0,0307 | 105264,68 |
|
| 343,68 | 0,0465 | 159679,56 |
| H2 | 5793,92 | 0,7848 | 2691958,94 |
| *
| 943,20 | 0,1278 | 438225,88 |
| Сумма | 7382,41 | 1,0000 | 3430000,00 |
* Здесь и далее звездочкой обозначены парафиновые углеводороды циркулирующего водородсодержащего газа.
Примем число реакторов nр= 3. Катализатор между реакторами распределяют в отношении 1:2:4. Общее количество катализатора первоначально распределим между тремя реакторами в указанном отношении (таблица 3.8). Последующим расчётом уточним распределение катализатора между реакторами.
Таблица 3.8 – Предварительное распределение катализатора по реакторам
| Номер реактора | Количество катализатора | |
| vкi, м3 | Gкi, кг | |
| 1 | 7,19 | 4311,76 |
| 2 | 14,37 | 8623,51 |
| 3 | 28,74 | 17247,03 |
| Сумма | 50,30 | 30182,30 |
Расчет первого реактора
Дата: 2019-02-25, просмотров: 794.