Проектирование сварных заготовок производится с учетом обеспечения прочности (в частности, усталостной прочности, сопротивления хрупкому разрушению) и технологичности сварного соединения. На стадии проектирования необходимо также продумать последовательность сборочно-сварочных операций, оценить ожидаемые сварочные деформации (коробление) и точность размеров и конфигурации сварной заготовки после механической обработки. Все изменения, связанные с этими вопросами, должны быть согласованы с конструктором.
Таким образом, на первом этапе на основании чертежа готовой детали производится общий анализ ее конструкции, материала, технологичности и оценивается возможность получения заготовки сваркой. После этого выбирают оптимальный в данном случае способ сварки.
Выбор способа сварки определяется конструкцией детали в зоне сварки, ее габаритами, степенью ответственности сварного соединения и технологическими возможностями процесса сварки. Одновременно со способом выбора сварки обычно назначают тип сварного соединения.
Затем производится разбивка заготовки на свариваемые части. Выбор места деления заготовки производится с учетом двух точек зрения. С одной стороны, в результате деления должны образовываться элементы (исходные заготовки), технологичные для изготовления литьем или обработкой давленном. С другой стороны, зона сварки должна быть удобной для выбранного способа сварки, доступной для сварочного инструмента, присадочных материалов и обеспечивать провар сварного соединения на всю глубину. Особое внимание при выборе места сварки следует уделить расположению сварных швов вне зоны действия значительных внешних нагрузок.
Зная конструктивные размеры зоны сварки и способ сварки, по соответствующим стандартам назначают тип сварного шва. Конструктивные элементы сварных швов приведены в справочниках. Типы сварных соединений, указанные в стандартах, могут сохраняться и для других методов сварки, для которых стандарты еще не разработаны, например, лазерная или электронно-лучевая. Но в этом случае конструктивные элементы подготовки кромок, форма и размеры сварных швов и допуски на них корректируются с учетом технологических особенностей этих способов сварки.
Проектирование свариваемых частей производится на следующем этапе. Если исходной заготовкой является отливка или поковка, то ее проектирование производится в соответствии с указаниями четвертой и пятой глав. Если исходная заготовка – прокат, то проектирование сводится к выбору его оптимальных размеров и определению разделки кромок в соответствии с выбранным типом сварного шва. В случае необходимости на исходных заготовках предусматриваются сборочные и фиксирующие элементы, а также припуски для механической обработки после сварки.
Ввиду жесткой связи между прочностью сварной конструкции, формой сварного соединения и технологией сварки разработка конструкции заготовки должна вестись одновременно с проработкой технологии ее изготовления.
Оформление чертежа сварной заготовки выполняется в соответствии с принятыми правилами. На чертеже заготовку представляют в таком виде, в каком она должна быть после сварки (рис. 4). Чертеж должен содержать: изображение заготовки с проекциями, сечениями и разрезами в количествах, необходимых для полного понимания устройства; габаритные, установочные и присоединительные размеры; номера позиций составных частей; данные о материале заготовки и т. д. Все сварные швы должны иметь условные обозначения в соответствии с требованиями ГОСТ 2.312–72.
В технических условиях чертежа указываются требования к качеству материала или сведения о его заменителе; сварочные материалы (если это необходимо); контрольные операции. Дополнительно могут указываться допустимые дефекты, основания для браковки, способы исправления брака, специальные испытания сварных соединений.
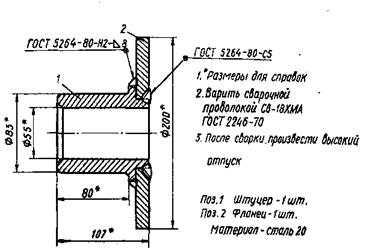
Рис. 4. Пример оформления чертежа сварной заготовки
Лекция № 12
Дата: 2019-02-02, просмотров: 422.