Высокая эффективность современных процессов сварки, обеспечивающая их конкурентоспособность при изготовлении комбинированных (штампо-сварных и сварно-литых) и сварных из проката заготовок, является действенным средством снижения металлоемкости машиностроительных конструкций.
Дуговая сварка (ручная, полуавтоматическая и автоматическая) является наиболее распространенным способом сварки. Ручная сварка применяется для сварки швов небольшого размера; за один проход без предварительной разделки кромок она позволяет сваривать детали толщиной 4...8 мм. Автоматическая сварка может вестись одним или несколькими электродами под слоем флюса, в среде защитных газов (аргона, гелия, углекислого газа) или самозащитной проволокой. При этом резко повышается толщина свариваемых деталей до (15 мм без разделки кромок) и производительность сварки (в 6...8 раз по сравнению с ручной сваркой). Сварка в углекислом газе углеродистых и низколегированных сталей характеризуется стабильностью режима сварки, хорошим формированием сварного шва, высоким качеством соединения. Производительность полуавтоматической сварки примерно в 2...4 раза выше, чем ручной.
Контактная сварка (стыковая, точечная, шовная) отличается высокой производительностью и экономичностью. Ею хорошо свариваются углеродистые, низколегированные и некоторые коррозионно-стойкие стали, а также алюминий, титан и их сплавы.
При стыковой сварке заготовки свариваются по всей поверхности их касания. Можно сваривать стальные стержни, рельсы, прутки, трубы, прокат сечением до 10000 мм2, а также прутки, трубы, прокат, штамповки из цветных металлов сечением до 4000 мм2. Точечной сваркой соединяют листовые заготовки внахлест в отдельных местах (точками). Точечной сваркой сваривают заготовки (листы, прутки, швеллеры, уголки и т. п.) одинаковой или разной толщины от сотых долей миллиметра до 30 мм. Шовной сваркой сваривают внахлест листовые заготовки непрерывным плотнопрочным швом (кузов автомобиля, герметичные емкости и т.п.).
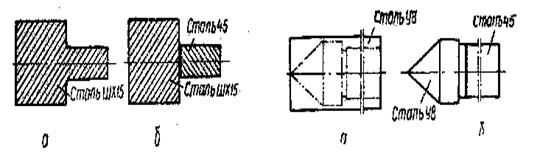
Сварка трением взамен контактной в 2...4 раза уменьшает припуски и в 1,5...2 раза брак. При применении сварки трением получают существенную экономию материалов. Так, гладкие и резьбовые калибры (пробки) ранее изготавливались из дорогой стали ШХ15 методом ковки в несколько переходов (рис. 1, а). После внедрения сварки трением хвостовик из стали 45 приваривается к рабочей части из стали ШХ15 (рис. 1, б). Валики центров точились из прутка (рис. 2, а). Внедрение сварки трением (рис. 2, б) увеличило число операций: отрезка двух прутков и сварка, но зато в общем сократило затраты рабочего времени и значительно уменьшило расход инструментальной стали.
|
| |
| Рис. 1. Изготовление калибров по старой технологии (а) и с применением сварки трением (б) | Рис. 2. Изготовление валиков вращающихся центров по старой технологии (а) и с применением сварки трением (б) |
Изготовление штампосварных заготовок клапанов двигателей внутреннего сгорания позволило резко сократить расход жаропрочной стали и упростить горячую штамповку (рис. 3).
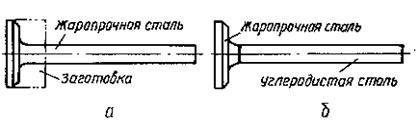
Рис. 3. Изготовление клапанов по старой технологии (а)
и с применением сварки трением (б)
Электрошлаковая сварка при производстве толстостенных (до 1 м и более) сварных конструкций в тяжелом машиностроении обеспечивает высокую экономическую эффективность: съем продукции с 1 м2 производственной площади увеличивается в 2 раза, цикл производства уменьшается в 1,5...2 раза, экономится металл, снижается расход электроэнергии в 1,5...2 раза, а флюса – в 20... 40 раз, отпадает необходимость в предварительной разделке кромок, снижается себестоимость.
Электронно-лучевая сварка позволяет получать сварные соединения из окончательно обработанных деталей без их существенных деформаций (например, блоки зубчатых колес взамен крупных поковок) . Электронно-лучевая сварка гарантирует высокое качество сварного соединения деталей из тугоплавких металлов, жаропрочных, жаростойких и других материалов со скоростью, не уступающей дуговой сварке.
Диффузионная сварка позволяет соединять разнородные материалы, в том числе тугоплавкие металлы и неметаллические материалы с металлами, сваривать детали разной толщины; обеспечивать равнопрочность основного металла и сварного соединения. В процессе сварки исключается неблагоприятное влияние металлургических и ряда термических факторов.
Диффузионная сварка применяется при изготовлении резцов, угольников, магнитов, микрометров с пяткой из твердых сплавов, дисков газовых турбин.
При производстве заготовок ограниченно применяют также газовую, плазменную, ультразвуковую, лазерную и другие сварки. В изделиях сложной геометрической формы (телескопические соединения трубчатых элементов, сотовые конструкции и т. п.), при изготовлении которых наложение сварных швов оказалось бы затруднительным, целесообразно применять пайку.
Многообразие способов сварки и пайки, а также конструктивных и производственно-технологических факторов, влияющих на возможность их применения, требует тщательного технико-экономического обоснования выбора способа сварки.
Свариваемость металлов
Совокупность технологических характеристик основного металла, обеспечивающая возможность при принятом технологическом процессе создавать надежное в эксплуатации и экономичное сварное соединение, называют свариваемостью. Свариваемость не является неотъемлемым свойством металла, т. к. определяется также способом и режимом сварки. Практически под хорошей свариваемостью понимается возможность при обычной технологии получить сварное соединение, равнопрочное с основным металлом, без трещин и без снижения пластичности в околошовной зоне.
Установить общие критерии свариваемости для всех металлов и сплавов невозможно. В настоящее время классифицируются по свариваемости только стали. В зависимости от содержания углерода и легирующих элементов стали делятся на хорошо, удовлетворительно, ограниченно и плохо сваривающиеся.
Хорошо сваривающиеся стали (Ст3, 10, 15НМ, 12Х18Н9Т) без труда образуют сварные соединения по обычной технологии. Для сварки удовлетворительно сваривающихся сталей (БСт5, 30, 35, 15ХСНД, 12Х14А) необходим предварительный подогрев и последующая термообработка. Ограниченно сваривающиеся стали (Ст6, БСтб, 40, 50, 30ХГСА, 5ХНЛ1) в обычных условиях сварки склонны к образованию трещин. Перед сваркой их чаще всего подвергают термообработке и подогревают. Для большинства сталей необходима также термообработка после сварки. Сварку плохо сваривающихся сталей (60Г, 50ХГА, 85, У8, У10А, Р18, XI2, ЗХ2В8Ф) выполняют с обязательной термообработкой, подогревом в процессе сварки и последующей термообработкой.
Дата: 2019-02-02, просмотров: 410.