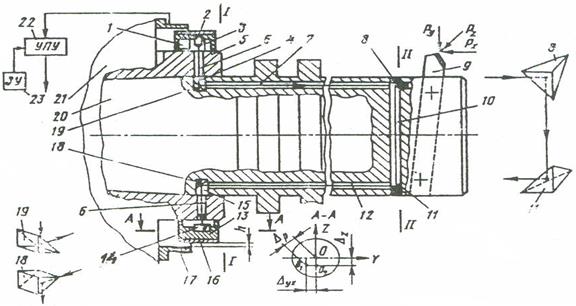
Выбор источника информации о ходе обработки на многоцелевых стан-ках с ЧПУ затруднен чередованием в определенной последовательности заданной УП работы инструментов, выполняющих различные виды обра-ботки. На рис. 22 представлен универсальный ДУ для САдУ предваритель-ной обработкой на многоцелевых станках. ДУ позволяет получать инфор-мацию о ходе различных видов обработки (фрезеровании, рассверливании, зенкеровании, растачивании). Универсальность ДУ обеспечена тем, что стандартная часть измерительной схемы размещена одинаковым конструк-тивным способом в корпусе каждой оправки, несущей режущий инст-румент.
|
32
Например, для однорезцового растачивания эта часть, состоящая из призм 8, 11, 18, 19, установлена в корпусе расточной оправки 20 следую-щим образом: призмы 18 и 19 – неподвижно, каждая соответственно в глу-хих отверстиях 15 и 4, выполненных в коническом хвостовике оправки. Призмы 8 и 11 расположены в сквозном отверстии 10, выполненном в кон-соли корпуса, симметрично относительно друг друга и призм 19 и 18. От-верстия под призмы соединены между собой отверстиями 7 малого диа-метра и закрыты резиновыми пробками. Другая часть ДУ неподвижно зак-реплена на выступающей консоли шпинделя 5 станка.
Контроль за процессом, например, однорезцового растачивания отвер-стий посредством ДУ осуществляется следующим образом. Манипулятор станка устанавливает оправку в шпиндель станка, находящийся в опреде-ленном угловом положении, где ее закрепляют. При этом автоматически включается точечный источник света, луч которого через отверстие 6 в шпинделе попадает на призму 19, отражается, идет на призму 8 и после от-ражения от призм 8, 11, 18 падает в центр 0 фотоприемника (начало отсче-та фиксируется электрическим способом).
При врезании резца 9 в заготовку под действием равнодействующей Рх y силы резания консоль оправки прогибается относительно шпинделя (в плоскости I – I). При этом сечение II – II, в плоскости которого расположе-ны призмы 8 и 11, изменяет свое первоначальное положение относительно сечения I – I. Призмы 18 и 19 остаются неподвижными относительно шпинделей, так как они расположены дальше сечения I – I. В результате луч света перемещается по рабочей поверхности фотоприемника на вели-чину Δxy относительно точки 0, пропорциональную прогибу y0xy консоли оправки и силе Рх y. Консоль оправки прогибается на величину y0 также в плоскости действия силы Р z.
Вследствие изменения положения сечения II – II луч счета перемещает-ся по марке фотоприемника на величину Δz, которая пропорциональна y0z и Р z. Таким образом луч света переходит из точки 0 в точку 01 на величину ΔР, пропорциональную значению возникшего вектора силы резания Р. Фо-топриемник выдает электрические сигналы, пропорциональные Δxy, Δz, ко-торые поступают на передающую антенну, затем по каналу радиосвязи на приемную антенну и далее в УПУ 22, в котором усливаются и могут сум-мироваться. В УПУ подается также сигнал с ЗУ 23, пропорциональный си-ле Р, которую необходимо поддерживать постоянной в процессе обработки (величина уставки).
33
При равенстве значений и знаков сигналов, поступающих с ЗУ и ДУ, обработка ведется с S = const. При отклонении в ту или иную сторону входных данных заготовок, затуплении режущего инструмента изменяют-ся P, yxy, yz и соответственно Δxy, Δz и ΔР. Электрические сигналы, пропор-циональные изменениям последних, поступают в УПУ, сравниваются с сигналами ЗУ и УПУ выдает сигнал рассогласования, который подается в блок управления подачей САдУ и в соответствии с которым путем измене-ния S осуществляется корректировка хода обработки.
Лекция 5
Управление точностью обработки
Статическая и динамическая настройка технологической системы
Точность является главным показателем качества деталей. Процесс фор-мирования заданной точности обработки состоит из этапов установки, ста-тической и динамической настроек технологической системы.
При размещении обрабатываемой заготовки в рабочем пространстве станка (при ее включении в соответствующие кинематические и размер-ные цепи) нужно обеспечить требуемую точность начальной установки от-носительно баз станка или приспособления. Для этого заготовку опреде-ленным образом ориентируют на столе станка или в приспособлении. Ком-плект технологических баз, определяющий положение заготовки в процес-се обработки, образует координатную систему. Поверхности стола или приспособления, или других компонентов технологической системы, коор-динирующих обрабатываемую заготовку в рабочем пространстве, состав-ляют комплект баз станка, который образует его координатную систему.
Если известны координаты шести опорных точек контакта комплектов баз заготовки и станка в его координатной системе, то поверхность уста-новки заготовки может быть определена расчетным путем. Определение опорных точек посредством измерительных головок на станках с ЧПУ за счет использования стандартных или подпрограммных измерительных циклов позволяет вводить в память устройства ЧПУ (УЧПУ) погрешности установки заготовки. Таким образом указанные координатные системы со-гласовываются, а УП в системе координат заготовки становится годной для воспроизведения в координатной системе станка.
Статическая настройка – это процесс первоначального установления точности относительного положения и движения исполнительных поверх-ностей инструмента, приспособления и оборудования для обеспечения тре-
34
буемой точности обрабатываемых заготовок. Для станков с ЧПУ парамет-ры согласования координатных систем инструмента, детали, станка хранят
обычно в виде коррекций в памяти УЧПУ (под коррекциями понимают таблицы координат исполнительных поверхностей инструмента в системе координат станка). На станках с ЧПУ статическая настройка реализуется следующими методами: установлением координат инструмента в системе координат заготовки (метод пробных проходов); установлением координат инструмента в системе координат станка (абсолютный метод); установле-нием координат инструмента в промежуточной системе координат, поло-жение которой определено относительно системы координат станка (отно-сительный метод).
В процессе обработки первоначально установленная точность стати-ческой настройки теряется, что обусловлено действием различных погреш-ностей систематического и случайного характера.
Размерная поднастройка – это процесс восстановления требуемой точ-ности относительного положения и движения исполнительных поверхнос-тей инструмента, приспособления, оборудования, обеспечивающий про-должение процесса изготовления деталей заданного качества. На станках с ЧПУ размерную поднастройку для компенсации погрешности системати-ческого характера выполняют путем периодического обращения к таб-лицам коррекций соответствующих погрешностей, находящихся в памяти УЧПУ. Погрешности случайного характера компенсируют периодическим обновлением соответствующих таблиц в УЧПУ за счет эпизодически пов-торяемых измерительных циклов обследования исполнительных поверх-ностей.
Размерная перенастройка – это процесс установления требуемой точ-ности относительного положения и движения исполнительных поверхнос-тей инструмента, приспособления, оборудования для обеспечения требуе-мого качества при переходе на обработку заготовки другого типоразмера или при переходе на обработку последующей поверхности данной заго-товки.
Динамическая настройка является этапом формирования модели точ-ности обработки в условиях резания материала заготовки. Этому этапу со-ответствуют многообразные деформационные, тепловые и динамические процессы. Последние характеризуются различными физическими явления-ми: упругими, контактными и тепловыми деформациями, трением, изна-шиванием элементов технологической системы, их собственными и вы-
35
нужденными колебаниями. Влияние любых факторов на точность обработ-ки проявляется через размерные связи технологической системы. Действие
этих факторов приводит к изменению размеров относительных поворотов поверхностей деталей, участвующих в образовании размерных связей, оп-ределяющих точность обработки. Результатом является отклонение от за-данной при статической настройке точности относительного положения и движения режущего инструмента и обрабатываемой заготовки. Указанные отклонения являются переменными и изменяются случайно или по опре-деленному закону в функциях времени и координат.
Размер АΔ, получаемый при обработке деталей, является функцией па-раметров установки А y, а также статической АС и динамической АД наст-роек технологической системы, т.е.
AΔ = F (А y , АС, АД). (9)
Обеспечение повышенной точности обработки возможно за счет авто-матического управления установкой, статической и динамической наст-ройкой.
Управление точностью начальной установки деталей
Погрешности, возникающие на этапе установки заготовок базирования и силового замыкания, могут быть значительно сокращены за счет исполь-зования САдУ. Например, при обработке валов на токарных станках ис-пользуют поводковые устройства с плавающим центром (рис. 23). Такие устройства обеспечивают более высокую точность линейных размеров ва-лов. При установке и закреплении заготовки вала в результате отклонения от перпендикулярности опорного торца A относительно оси шпинделя, а также базового торца Б заготовки относительно оси центровых отверстий базирование осуществляют таким образом, чтобы опорная точка распола-галась на расстоянии R от оси центров станка. При этом сила закрепления РЗ, приложенная к заготовке со стороны центра задней бабки, распреде-ляется между торцом А и передним плавающим центром: РЗ = Р1 + Р2 , где РЗ = jПyП , где jП – жесткость пружины; yП – деформация пружины.
В процессе обработки сила Р2 вызывает переменные упругие переме-щения переднего и заднего центров. В результате изменяется положение оси заготовки относительно вершины инструмента, что приводит к появле-нию существенных погрешностей формы деталей в поперечном сечении. Сила PЗ изменяется не только при смене заготовок, но и при обработке
36
данной заготовки, так как из-за колебания z , H и затупления режущего инс-трумента изменяется составляющая Рх силы резания. Для сокращения по-
грешностей обработки путем стабилизации на определенном уровне сило-вого замыкания (Р2 = const) может быть использована САдУ.
Рис. 23. Схема САдУ силовым замыканием
При установке заготовки вала и при ее обработке датчик Д измеряет значение силы Р2, которое сравнивается с заданным, определяемым ЗУ. Если текущее значение силы R2 отклоняется от заданного, то СУ выдает сигнал рассогласования, который усиливается усилителем У и подается на исполнительное устройство ИУ. Последнее изменяет давление в цилиндре задней бабки, непрерывно поддерживая таким образом Р2 = const. Данная САдУ сокращает погрешности обработки при черновом и чистовом обта-чивании.
Управление статической настройкой технологической системы
Применение систем управления процессами размерной настройки, под-настройки и перенастройки станков существенно повышает эффективность их эксплуатации. Статическая настройка, например, станков с ЧПУ вклю-чает не только размерную настройку режущего инструмента на приборах вне станка, но и этапы установки нуля станка и введение коррекции на смещение нуля детали.
Например, размерную настройку однорезцовых консольных оправок многоцелевых станков (МС) на заданный диаметр осуществляют на прибо-рах вне станка с использованием контрольных оправок. На каждом этапе настройки оправок и при их установке в шпиндель станка происходит на-
37
копление погрешности настройки технологической системы, что обуслов-ливает погрешности обработки.
Система автоматической настройки (САН) расточных оправок МС (рис. 24) позволяет производить диаметральную настройку последних не-посредственно на станке перед растачиванием отверстия, что дает возмож-ность учитывать погрешность установки оправки в шпиндель, а также раз-мерный износ расточного резца, что особо важно при чистовой обработке. САН реализует способ управления размерными связями МС, при котором для исключения влияния указанных погрешностей на конечную точность обработки для каждого диаметрального размера определяется фактически достигнутый размер настройки и сравнивается с эталонным значением, которое задано картой наладки. По результатам сравнения вносится со-ответствующая коррекция в статическую настройку МС (диаметральный размер).

Рис. 24. Структурная схема автоматической настройки расточных оправок
САН работает следующим образом. Оправка, внутри которой располо-жена система автоматического регулирования вылета расточного резца, ус-танавливается автооператором станка в шпиндель. Вследствие влияния ря-
да факторов (погрешности установки оправки в шпиндель, предваритель-ной настройки технологической системы) фактически достигнутый настро-ечный размер DН.Ф = 2RН.Ф отличается от эталонного DН.Ф, принятого на этапе разработки УП.
На столе станка установлены два высокоточных датчика Д1, Д2, распо-ложенные по краям на расстоянии А2 относительно друг друга. Датчики через блок согласования связаны с УЧПУ станка. Для компенсации указан-ных погрешностей измеряются два размера И1, И2 с учетом нуля станка. При этом вершина режущей кромки инструмента поочередно касается штоков датчиков Д1, Д2 при перемещении стола станка по координате X. По результатам измерений определяются отклонения ±К значение DН.Ф от эталонного DН.Э, поскольку размер A2 измеряется один раз при уста-новке датчиков Д1 и Д2, а размер А1 равен разности размеров И1, И2 (А = = И1 – И2).
Датчики Д1, Д2 через блок согласования выдают сигналы в УЧПУ станка (блок управления серводвигателями). По результатам этих управля-ющих воздействий формируется команда на точный останов стола в мо-мент касания вершины резца либо с датчиком Д1, либо с датчиком Д2. Ре-зультат каждого измерения размеров (И1 и И2) высвечивается цифровой индикацией УЧПУ станка. Суммируя полученные значения с А2, Dн.ф, Dн.э определяет отклонение ± K размера статической настройки технологичес-кой системы (диаметральный размер). Полученное отклонение с учетом знака через блок управления исполнительным устройством САН обрабаты-вается механизмом автоматического выдвижения резца (рис. 25) оправки.
Оправка состоит из корпуса 17, соединенного с инструментальным хво-стовиком 10, служащим для установки устройства в шпиндель станка. Кор-пус 17 зафиксирован двумя винтами 13. В корпусе выполнены направляю-щие скольжения. В них перемещаются резцедержатель 6 и толкатель 1. Резцедержатель (с расточным резцом 7) удерживается от поворота шпон-кой 8 и пружиной 5, закрепленной в пазу корпуса 17 двумя винтами 4, по-стоянно поджимается к толкателю 1. Резец 7 закреплен в резцедержателе 6 винтами 19.
Толкатель через ходовой винт 18 и штифт 16 соединен с выходным ва-лом электродвигателя 11.
Устройство работает следующим образом. После установки операто-ром оправки в шпиндель станка с помощью специального устройства осу-ществляется автоматически ее ориентация в нужном угловом положении
38
и подсоединение ответной части разъема 9. В соответствии с измеритель-ной программой, входящей в УП обработки, отсчетно-измерительной сис-
темой станка определяется необходимая величина выдвижения резца 7. Блок управления САН включает электродвигатель 11, который вращает хо-довой винт 18. Вращательное движение последнего преобразуется в посту-пательное движение толкателя 1 и резцедержателя 6. В результате резец перемещается на требуемую величину. После этого цепь питания электро-двигателя размыкается.

Рис. 25. Оправка с системой автоматического регулирования вылета резца:
1 – подшипник; 2 – винт; 3 – крышка; 4 – винт; 5 – фиксатор втулки 6; 7 – резец;
8 – шпонка; 9 – штифт; 10 – хвостовик инструментальный; 11 – микродвигатель;
12, 13, 14, 15, 19 – винты фиксирующие; 16 – муфта; 17 – корпус; 18 – винт
Структурная схема САдУ размером Ас представлена на рис. 26. Управ-ляющим воздействием системы является размер Ад, регулируемым пара-метром – размер Ас. Данная САдУ является следящей, так как характер из-менения величины Ад не может быть определен заранее, а проявляется только при обработке. Для управления размером Ас рабочие органы станка, несущие режущий инструмент или заготовку, должны осуществлять малые реверсивные перемещения, которые обеспечиваются исполнительным ме-ханизмом малых перемещений ИМ. В САдУ введена отрицательная обрат-
39
ная связь для достижения высокой точности указанных перемещений. В процессе обработки ДУ (динамометрическое устройство) непрерывно из-меряет упругую деформацию Ад. В СУ подается также сигнал от датчика обратной связи (ДОС), который непрерывно измеряет приращение Δс раз-мера Ас, получаемое при регулировании. С СУ сигнал рассогласования U3 = U1 – U2 поступает на усилитель У, где сигнал усиливается до значе-ния U4. С усилителя сигнал U4 поступает на ИМ, который изменяет поло-жение рабочего органа станка и соответственно размера Ас. Таким обра-зом САдУ, следя за величиной упругого перемещения на замыкающем звене, изменяет размер Ас на ту же величину в противоположном направ-лении.
Лекция 6
| Управление динамической настройкой технологической системы Способы управления размером Ад разнообразны: управление силами резания и их моментами, жесткостью элементов стан-ка, его температурным полем, динамичес-кими характеристиками звеньев станка и др. Наиболее распространен способ внесе-ния поправки в размер Ад путем измене-ния силы резания. При этом изменяются в той или иной мере упругие перемещения А′д всех составляющих звеньев размер-ной цепи, замыкающим звеном которой |
|
является расстояние между режущими кромками инструмента и заго-товкой.
Для реализации процесса резания в станке нужно создать натяг, необ-ходимый для съема материала с обрабатываемой заготовки.
Если действительное значение Ад отличается от заданного, то в него следует внести поправку.
Изменение геометрии резания существенно влияет на А′д, так как при этом меняются направление и значение вектора силы резания Р. Например, при токарной обработке в процессе резания можно изменить передний угол, угол резания, главный угол в плане и другие параметры резца, что вызывает изменение вектора Р. Таким образом, изменяя геометрию реза-ния, можно управлять динамической настройкой.
40
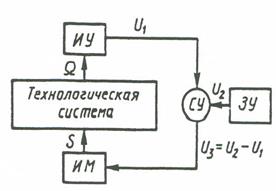
Управление упругими перемещениями технологической системы путем изменения подачи S выполняют следующим образом. В процессе обработ-ки контролируют какую-либо физическую величину Ω, изменение которой пропорционально изменению А′д, например относительное упругое пере-мещение yi звеньев технологической системы, сила резания или ее состав-ляющие, Мкр и др. Измеренное значение Ω, преобразованное в электричес-кий сигнал U1, подается на СУ (рис. 27), где сравнивается с сигналом U2, поступающим с ЗУ и пропорциональным заданной величине Ад. Если сиг-налы U1 и U2 отличаются, то СУ выдает сигнал рассогласования U3, кото-рый подается на ИМ. Последний изменяет подачу S до тех пор, пока рас-согласование не уменьшится до допустимого значения.
| Размер динамической настройки изменяется из-за возникновения ви-браций вследствие потери устойчи-вости замкнутой технологической системы. Вибрации, как правило, недопустимы по требованиям точ-ности обработки и надежности эксплуатируемого оборудования. Виб-рации устраняют изменением режи-ма резания, стабилизацией динами-ческой настройки путем управления положением инструмента и заготов-ки, путем управления динамическим состоянием технологической систе-мы в целом. Для управления процес- |
сом резания, в том числе и с целью повышения виброустойчивости, ис-пользуют многоконтурные САдУ. Каждый контур работает по опреде-ленному алгоритму. Например, САдУ фрезерованием осуществляет ста-билизацию подачи на зуб фрезы путем регулирования частоты вращения фрезы в функции минутной подачи. Первый контур с помощью регулятора мощности стабилизирует мощность. Второй контур гасит возникающие на резонансных частотах колебания путем регулирования частоты враще-ния инструмента. Третий контур начинает работу после устранения вибра-ций; он стабилизирует подачу за счет регулирования частоты вращения шпинделя.
41
На рис. 28 приведена схема устранения вибраций. Пьезовибратор имеет силовой элемент, набранный из поляризованных пьезокерамических дис-ков (диаметром 30 мм, толщиной 2 мм). Одноименные полюса двух сосед-них дисков обращены друг к другу. Между дисками установлены электро-ды из медной фольги. При подаче переменного напряжения столбик дис-ков совершает колебания и работает как вибратор. Устранение вибраций происходит за счет управления относительным положением инструмента и заготовки. Относительные колебания преобразуются в соответствующий электрический сигнал. Последний после фазового сдвига и усиления пода-ется на пьезовибратор, который преобразует электрическое напряжение в перемещения.

а)
|
|
|
|
|
|
|
|
|

Рис. 28. Устранение вибраций путем управления размером динамической настройки:
а – структурная схема гашения колебаний; б – пьезовибратор; 1, 2, 3 – элементы
настройки предварительного сжатия; 4 – пьезоэлектрический силовой элемент;
5 – жесткая пружина; 6 – корпус; 7 – составная мембрана; 8 – резец
42
Контрольные вопросы
1. В чем принципиальное отличие контурного управления от пози-ционного?
2. С чем связана необходимость использования в процессе программи-рования нескольких координатных систем?
3. Как вырабатываются управляющие воздействия в системах ЧПУ?
4. Какие виды управляющих сигналов используются в системах ЧПУ?
5. В какой системе координат записывается управляющая программа?
6. Как управляющая программа связана с простановкой размеров на чертежах обрабатываемых деталей?
7. В чем состоит основное назначение спутников как технологических приспособлений?
8. Как кодируют в процессе программирования режущий инструмент, значения подачи, частоты вращения шпинделя и т.д.?
9. Какая информация содержится в карте наладки станка?
10. Какие преимущества по сравнению с перфолентами обеспечивает программирование с использованием компьютерных систем?
11. Какие требования следует предъявлять к первичным преобразова-телям, используемым с цепи обратной связи систем адаптивного управ-ления?
12. В чем состоит принцип работы динамометрического узла как источ-ника информации в САдУ?
13. Какие причины могут повлиять на точность статической и динами-ческой настройки технологической системы?
14. Каково назначение датчиков Д1 и Д2 в системе статической настрой-ки расточных оправок?
15. Какие причины вызывают появление вибраций в процессе резания?
Дата: 2018-12-28, просмотров: 563.