а) Измерить усилие зажима, развиваемое схватом. Для измерения использовать динамометр с пределом измерения до 500Н
б) Определить максимальный диаметр заготовки, зажимаемой схватом
в) Определить минимальный диаметр заготовки, зажимаемой схватом
г) Определить время полного зажима/зажима схвата
д) определить тип привода
Таблица 1
| Максимальный диаметр заготовки,мм | |
| Минимальный диаметр заготовки, мм | |
| Усилие зажима, Н | |
| Время зажима/разжима, сек | |
| Тип привода |
Измерительная установка
Измерение отклонения позиционирования производится индикаторной головкой часового типа на штативе. Устанавливается головка на штативе на поверхности одного из стеллажей с таким расчетом, чтобы шток индикатора был перпендикулярен плоскости детали при касании.
В качестве детали выбирается тело, имеющее плоскость с возможностью надежного зажатия его схватом робота. Измерительная установка показана на рис. 3
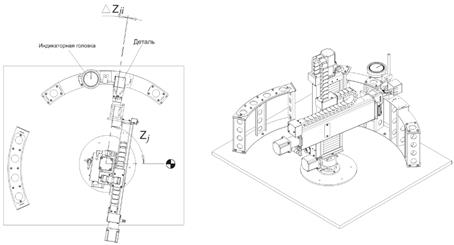
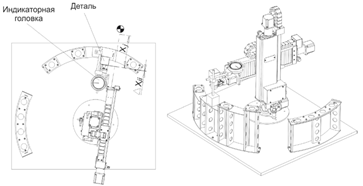
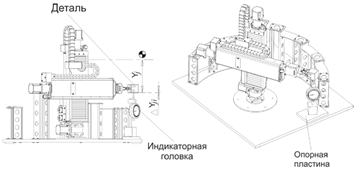
Рис. 3 Измерительная установка
Управляющая программа
После сборки установки следует написать УП для робота. УП должна обеспечивать:
В направлении Z:
- робот должен поворачиваться в направлении Z из положения нуля
- робот по окончании поворота должен коснуться штока индикаторной головки
- после касания робот должен вернуться в начальное положение
- данный цикл должен повториться 10 раз
В направлении Х:
- горизонтальный привод должен перемещать деталь в направлении Х из положения нуля
- робот по окончании движения должен коснуться штока индикаторной головки
- после касания робот должен вернуться в начальное положение (ноль)
- данный цикл должен повториться 10 раз
В направлении Y:
- вертикальный привод должен перемещать деталь в направлении Y из положения нуля
- робот по окончании движения должен коснуться штока индикаторной головки
- после касания робот должен вернуться в начальное положение (ноль)
- данный цикл должен повториться 10 раз
Пример фрагмента УП приведен ниже:
N001 G01 Y/величина поворота/. F100
N002 G01 Y0. /повторить 10 раз/ ………………….
N019 G01 Y/величина поворота/. F100
N020 G01 Y0.
Измерения
Перед измерением величины отклонения, следует выставить индикаторную головку. Для этого нужно повернуть робот на заданное значение. Настроить положение головки на штативе с таким расчетом, чтобы шток коснулся заготовки и переместился на 3-5 мм. После чего выставить индикатор на нулевой отметке. После этой настройки вывести робот в «0» и запустить управляющую программу.
После каждого касания деталью штока индикаторной головки следует заносить показания в таблицу 2.
Фиксирование измерений
Таблица 2
| № | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ΔZji |
| № | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ΔXji |
| № | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ΔYji |
Обработка результатов
ΔZj =…………………..(2)
Rj=……………………..(3)
Sj=……………………...(4)
ΔХj =…………………..(2)
Rj=……………………..(3)
Sj=……………………...(4)
ΔYj =…………………..(2)
Rj=……………………..(3)
Sj=……………………...(4)
Дата: 2018-12-21, просмотров: 377.