Цель работы: ознакомиться с языком программирования промышленного робота, изучить программное обеспечение для управления роботом «Омега».
Задачи:
1.Изучить интерфейс программы, ее функционал
2.Написать программу для управления роботом, используя инструменты программного обеспечения
3.Выполнить на практике управление роботом в ручном режиме
4.Запустить автоматическое выполнение программы роботом
5.Сделать выводы о полученных навыках
Выполнение работы:
1.Написать словесный алгоритм движений робота.
2.Преобразовать алгоритм в систему команд в G-код.
3.Привести текст управляющей программы.
4.Записать текст управляющей программы в формате *.txt.
5. Сделать вывод о полученных навыках.
G-код — условное именование языка программирования устройств с числовым программным управлением (ЧПУ). Был создан компанией Electronic Industries Alliance в начале 1960-х. Окончательная доработка была одобрена в феврале 1980 года как стандарт RS274D. Комитет ISO утвердил G-код как стандарт ISO 6983-1:2009, Госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-код обозначается как код ИСО 7-бит (ISO 7-bit).
Формат кадра. Интерполяция.
G01 X---. Y---. Z---. A---. B---. C---. F--- , где:
G01 - интерполяция;
X,Y,Z,A,B,C – названия осей. Сначала задается наименование оси, затем – числовое значение в единицах перемещения.
Значение X,Y – в миллиметрах, Z –в градусах. Положение осей соответствует указанным на рис.1
G X Y Z
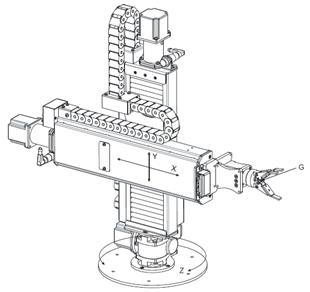
Рис. 1 Расположение координатных осей
Если указаны все параметры перемещения осей в одном кадре, X, Y, Z – выполняется одновременное перемещение по указанным координатам в заданную точку со скоростью F (если указана), посредством линейной интерполяции. Если параметры интерполяции указаны не полностью, например, в каждом кадре отдельно, то робот будет перемещаться, последовательно отрабатывая перемещения по каждой из осей. Если параметр F не указан – перемещение будет выполнено с заданной ранее скоростью.
Например: G01 X10.5 Y25. Z15. F100
Робот выполнит перемещения (одновременное по осям X, Y, поворот по Z) со скоростью F100.
Управление схватом
LOCKERON – Сжатие захвата в установленных пределах. Если необходим усиленный зажим, команда вводится еще раз.
LOCKEROFF – Разжатие захвата.
Обработка условий
Обработка условий используется применительно к проверке состояния линий датчиков (входных сигналов из «внешнего мира»).
IF DX=A THEN, где X- норме линии в формате 1-20, А значение 0 или 1 (логического уровня сигнала)
--------- текст программы по выполнению условия;
ENDIF
Пример:
IF D2=1 THEN если вторая линия имеет уровень 1, то переход
SUBROUTE P1002 на подпрограмму по метке P1002 c возвратом обратно
ENDIF
1002: ‘подпрограмма перемещения при выполнении условия
G01 Z20. F100
G01 Y20. F100
RETURN
IF D1=1 THEN ‘если первая линия имеет уровень 1 то переход
G01 X20. F100 ‘ перемещение по оси X, на скорости 100
ENDIF 1002: G01 Z20. F100 G01 Y20. F100 RETURN
Программа управления роботом имеет простой, сжатый, интуитивно понятный интерфейс. Интерфейс программы представлен на рис. 2.
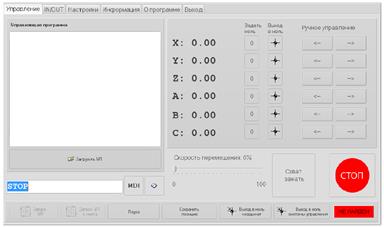
Рис. 2. Интерфейс программы - главный экран
Интерфейс программы.
Главный экран - это основной экран управления роботом. Он находится во вкладке Управление. Путем переключения между вкладками, можно в любой момент работы робота и ПО переключаться между окнами по желанию конечного пользователя.
Запуск ПО:
При запуске ПО делает попытки подключиться к системе управления робота. Если это происходит успешно, то в нижнем правом углу экрана появиться надпись Найден выделенная зеленым цветом. На рисунке 1, показана неудачная попытка соединиться с роботом. Для удачного соединения ПО с системой управления робота нужно, чтобы были выполнены следующие условия:
-Робот и дополнительные блоки должны быть исправны, не иметьмеханических повреждений;
-Использован USB кабель из комплекта;
-Установлены драйвера виртуального COM порта из пакета поставки;
- Программа запущенна в операционной системе Windows 7,8,10 от имени администратора, отключены антивирусные программы, брандмауэр.
Программа имеет несколько рабочих зон, рассмотрим подробнее каждую из них:
4.1. Вкладка Управляющая программа, загрузка УП
(рис. 3):

Рис. 3 Вкладка Управляющая программа, загрузка УП
4.2. Консоль ручного преднабора команд –MDI (рис. 4):

Рис. 4 Консоль ручного преднабора
Данное поле предназначено для ручного преднабора команд системы управления роботом. После ввода команды нужно нажать «кнопку MDI».
В данном поле можно вводить все команды, поддерживаемые роботом. Будьте внимательны при вводе команд, во избежание поломок заранее планируйте траекторию работы робота.
Для просмотра истории вводимых команд можно воспользоваться пиктограммой с нарисованной книжкой.
Строка управления

Рис.5 Строка управления
Это поле (Рис. 5) располагается внизу рабочего экрана. Позволяет реализовывать выполнение следующих функций (слева направо):
-«Кнопка Запуск УП »- запускать загруженную управляющую программу.
-«Кнопка Запуск УП с места»-выбрать нужное место в управляющейпрограмме, выделив курсором и запустить выполнение программы с него.
-«Кнопка ПАУЗА»- временно остановить выполнение управляющейпрограммы
-«Кнопка Сохранить позицию»
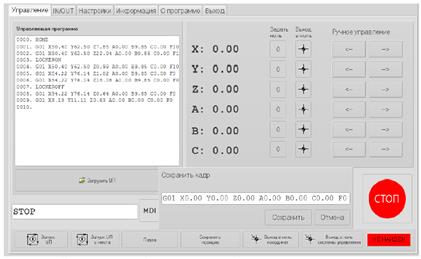
Рис. 6 Окно кнопки «Сохранить позицию»
Ее нажатие приводит к появлению дополнительного окна (Рисунок 6), в котором будет автоматически сформирован кадр управляющей программы для текущей величины перемещения, а также предложение для пользователя по его сохранению во временный файл (вкладка «Информация»).
-«Кнопка Выход в ноль координат» -При нажатии на эту кнопку (Рисунок 7), робот производит выход в ноль системы координат. Будьте внимательны, траектория робота может оказаться сложной и робот, в процессе выполнения команды, может столкнуться с препятствием.
-«Кнопка Выход в ноль системы управления»- При нажатии на эту кнопку робот производит выход в аппаратный ноль, в заданной изготовителем последовательности, производя поиск конечных выключателей. Если какой- то из приводов робота уже находился в зоне сработки конечных выключателей, то система управления робота производит «съезд с конечника» и повторный поиск, для более точной установки ноля.
-отображения координат, задание виртуальных нолей:
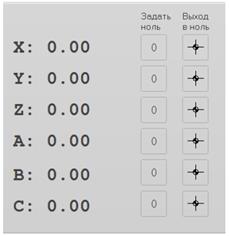
Рис. 7 Окно кнопки «Выход в ноль коорлинат»
Данное поле отображает координаты перемещения робота в заданных единицах (величинах). Так же поле предусматривает возможность выхода робота в аппаратный ноль для каждой оси отдельно.
Важной опцией данного рабочего поля является возможность задания ноля робота. Т.е. пользователь может переместить робота в нужную точку и задать от нее ноль. Это может облегчить написание сложных управляющих программ. При повторном нажатии на кнопку задания ноля - задание можно отменить.
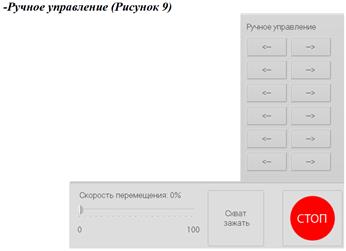
Рис. 8 Окно ручного управления
Поле позволяет производить задание скорости перемещения приводов в процентах от 0 до 100%. Производить зажатие и разжатие схвата, перемещать приводы управления роботом, выполнять аварийный останов.
Дата: 2018-12-21, просмотров: 461.