| Допуск формы заданного профиля | 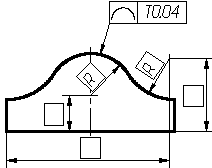
| Допуск формы заданного профиля Т 0,04 мм. |
Допуск формы заданной поверхности.
| Допуск формы заданной поверхности | 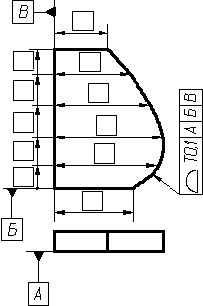
| Допуск формы заданной поверхности относительно поверхностей А, Б, В, Т 0,1 мм. |
Суммарное отклонение формы и расположения поверхностей
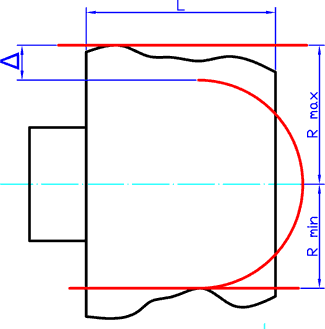
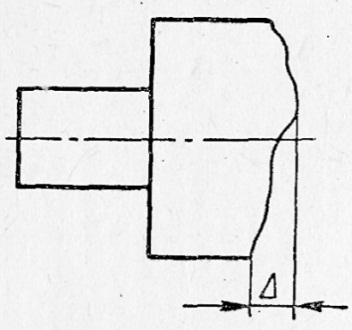
Радиальное биение.
Радиальное биение – разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси.
Δ = Rmax – Rmin.
Δ- радиальное биение.
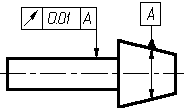
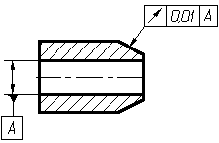
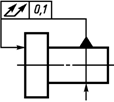
| Допуск радиального биения |
| Допуск радиального биения вала относительно оси конуса 0,01 мм. | ||
|
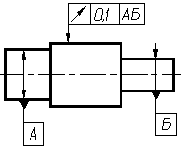
| Допуск радиального биения поверхности относительно общей оси поверхностей А и Б 0,1 мм. | |||
|
| Допуск радиального биения участка поверхности относительно оси отверстия А 0,02 мм. | |||
|
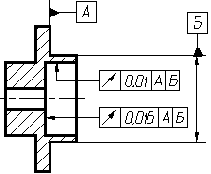
| Допуск радиального биения отверстия 0,01 мм. Первая база – поверхность А. Вторая база – ось поверхности Б. Допуск торцевого биения относительно тех же баз 0,016 | |||
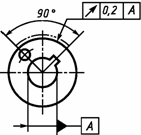
| 15. Допуск биения в заданном направлении |
| Допуск биения конуса относительно оси отверстия А в направлении, перпендикулярном к образующей конуса 0,01 мм | ||
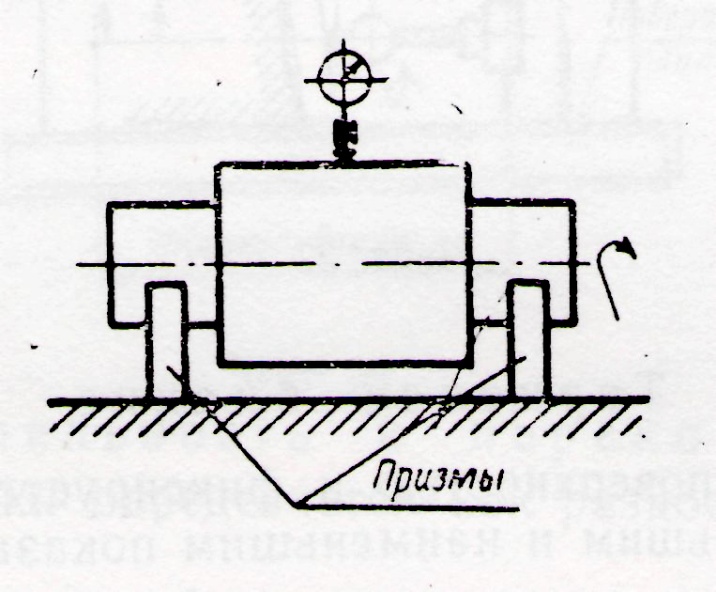
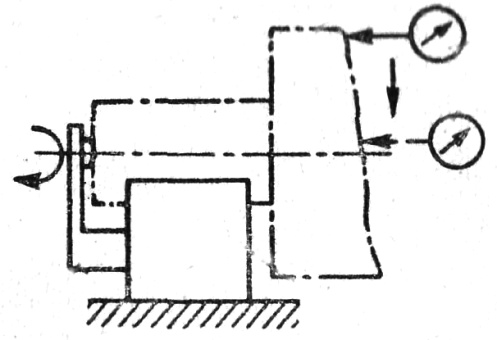
Биение контролируется на микроскопе, на измерительных машинах, на биениемере, на плите в призме при помощи измерительных головок - ИГ, ИЧ, ИРБ. Деталь базовой поверхностью кладём в призму. Находим разность между наибольшим и наименьшим показаниями измерительной головки, полученными при вращении детали в одном сечении. Измеряем в нескольких сечениях (I, II, III), из всех показаний выбираем наибольшее.
I II III
Полное радиальное биение .
Полное радиальное биение – разность наибольшего и наименьшего расстояний от всех точек реальной поверхности вращения до базовой оси.
Δ = Rmax – Rmin Δ- полное радиальное биение.
| Допуск полного радиального биения | 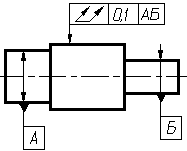
| Допуск полного радиального биения относительно общей оси поверхностей А и Б 0,1 мм. |
1 – проверяемая деталь; 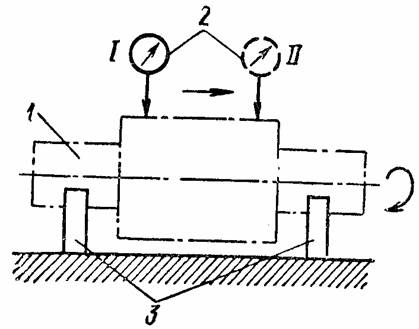
2 – измерительная головка;
3 – призмы
При контроле полного радиального биения на измеряемую поверхность настраиваем СИ на 0, вращаем деталь и передвигаем СИ по всей измеряемой поверхности. Разность показаний – полное радиальное биение.
Торцовое биение.
Торцовое биение-разность наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости, перпендикулярной базовой оси. Определяется на заданном диаметре или любом, в том числе и на наибольшем диаметре.
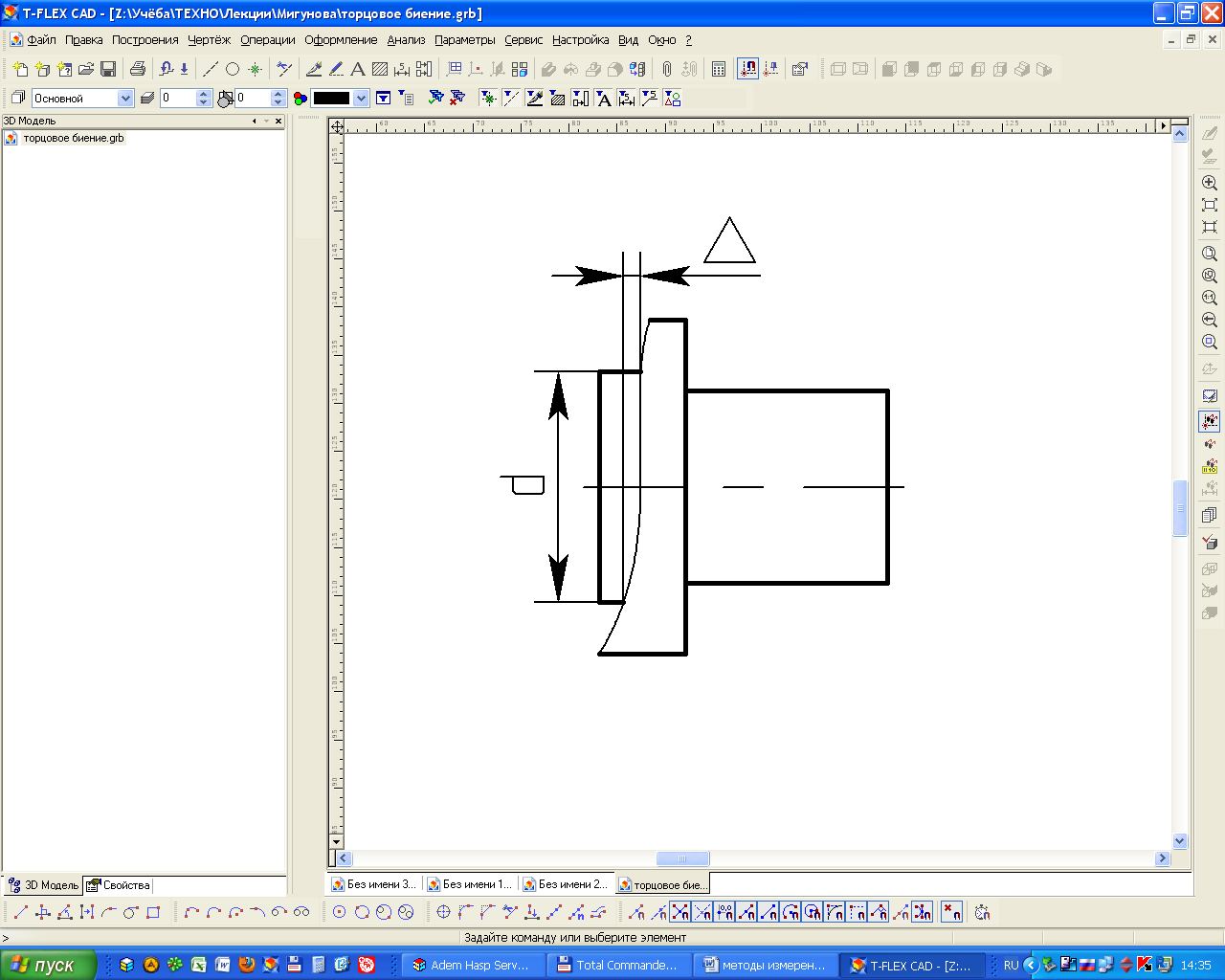
Δ-торцовое биение.
| Допуск торцового биения | 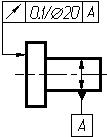
| Допуск торцового биения на диаметре 20 мм относительно оси поверхности А 0,1 мм. |
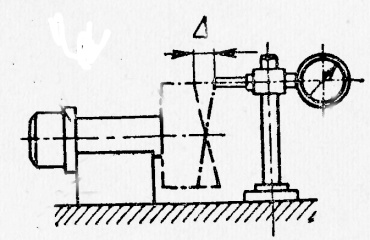
Торцовое биение контролируется на измерительных машинах, на биениемере, на плите в призме, при помощи измерительных головок - ИГ, ИЧ, ИРБ. При контроле торцового биения обязательно должен быть упор варианты а), б), в).
а) в неконтролируемый торец
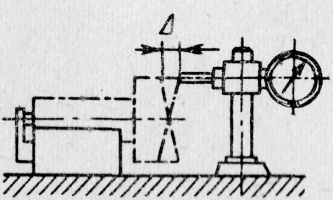
б) по оси детали
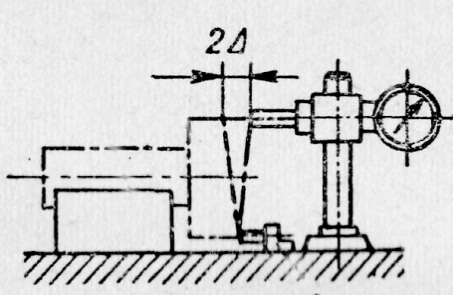
в) в измеряемый торец
Деталь устанавливается базовой поверхностью в призму и фиксируется в осевом направлении. Измерительную головку настраиваем на нуль, на контролируемый торец на заданном диаметре (D), если указано в чертеже, или на любом и на наибольшем. Определяется разность между наибольшим и наименьшим показаниями измерительной головки, полученными при вращении детали. Если упор производится по оси детали или всей плоскостью неконтролируемого торца, разность показаний измерительной головки соответствует биению торца (а, б).
Если упор устанавливается в контролируемую поверхность (упор и измерительная головка должны находиться на одном диаметре), то показания измерительной головки делим на два (в).
а б в
Упор в неконтролируемый Упор по оси детали. Упор в измеряемую поверхность.
торец.
При контроле полного торцового биения осуществляется вращение детали с упором по оси. Измерительная головка перемещается в радиальном направлении перпендикулярно базовой оси от периферии к центру детали. Разность показаний – это полное торцовое биение.
Полное торцовое биение .
Полное торцовое биение - разность наибольшего и наименьшего расстояний от точек всей торцовой поверхности, до плоскости, перпендикулярной к базовой оси.
Δ-полное торцовое биение.
| 17. Допуск полного торцового биения | |
| Допуск полного торцового биения поверхности относительно оси поверхности 0,1мм |
При контроле полного торцового биения осуществляется вращение детали с упором в осевом направлении. Измерительная головка перемещается в радиальном направлении перпендикулярно базовой оси от периферии к центру детали. Разность показаний – это полное торцовое биение.
Дата: 2018-12-21, просмотров: 807.