Измерение линейных размеров.
Линейные размеры можно измерить: штангенциркулем, микрометром, рычажной скобой, штангенрейсмассом, индикаторными часами, ИРБ и концевыми мерами, штангенглубиномерами, индикаторными глубиномерами, на оптиметре, нутромером, на микроскопе, на измерительных машинах.
Измерение наружных диаметров.
Наружные диаметры можно измерить штангенциркулем, микрометром, рычажной скобой, рычажным индикатором и концевыми мерами, на микроскопе, на измерительных машинах, на оптиметре.
Измерение внутренних диаметров на пневматическом длиномере.
Контроль конусности и овальности отверстий необходимо производить при t = 20º ± 2º С. Указанному контролю не должны подвергаться отверстия, на которых имеются забоины, чернота, коррозия, разъедания. Каждую шкалу длиномера настраивают на определенный размер и точность измерения. Цена деления шкалы при настройке может быть равна 1мкм, 0.5 мкм и т.д.
Перед измерением отверстия детали нужно: открыть воздух и проверить давление (не менее 2-х атмосфер). Затем проверить настройку длиномера по установочым кольцам, соответствующим размеру данной пневматической пробки (нижнее и верхнее показания). Если размер по шкале длинномера соответствует размерам, обозначенным на установочных кольцах, можно приступать к работе.
Надеть деталь на пневматическую пробку, сделать полный оборот вокруг оси, разница показаний – это отклонение круглости, измеряется в нескольких сечениях, перпендикулярных оси детали. Каждое сечение оценивается отдельно, берется наибольшее. Затем двигаем деталь вдоль оси, разница показаний – это отклонение профиля продольного сечения, измеряется в нескольких сечениях, вдоль оси детали. Так же берётся наибольшее отклонение одного из измеренных сечений. При контроле цилиндричности деталь, надетую на пробку, вращаем вокруг оси и передвигаем вдоль оси. Разность между наибольшим и наименьшим показаниями по шкале и будет отклонение от цилиндричности.


Измерение углов.
Углы в системе прямоугольных координат можно измерить угломерами, угловыми мерами, на синусной линейке, на микроскопе, на измерительной машине.
. 
При контроле угла угломером одну сторону измеряемого угла прикладываем к постоянной линейке угломера, а сменную линейку угломера совмещаем с другой стороной измеряемого угла без просвета. Показания на шкале угломера соответствует измеряемому углу.

Перед измерением угла на микроскопе следует установить угловую шкалу револьверной головки микроскопа на 0. Одну сторону измеряемого угла выверяем по линии сетки револьверной головки, после выверки круглым столом не работаем, микровинтами работать можно. Затем этой линией (относительно которой выверена сторона ) «описываем» измеряемый угол и подводим к другой стороне угла без просвета. Показание на угловой шкале револьверной головки микроскопа, будет соответствовать измеряемому углу.
Углы в системе полярных координат (центральные углы) можно измерить на делительной головке, на микроскопе с использованием измерительной бабки или круглого стола, на измерительных машинах.
При измерении на микроскопе центральных углов необходимо точно совместить центр вращения круглого стола с началом координат, т.е. с точкой пересечения штриховых линий сетки револьверной головки микроскопа. Для этого ставим микровинты в нулевое положение, к продольному микровинту подставляем плитку 50. Приблизительно совмещаем центр стола и центр базы измеряемой детали. Отводим микровинт на половину диаметра, по которому будем центрировать и совмещаем кромку этого диаметра с перекрестием головки. Вращая круглый стол, находим наиболее удаленную точку диаметра от перекрестия. Половину этого расстояния, между кромкой диаметра и перекрестием сетки, подводим микровинтом. А другую половину этого расстояния подводим вручную до пересечения. Повторяем эти действия. Деталь считается отцентрированной, когда перекрестие сетки револьверной головки, не отклоняется от кромки диаметра, при повороте вокруг оси. Начинаем измерять центральные углы, работая круглым столом и одним из микровинтов, другой микровинт установлен на центр детали. Вращая стол, вписываем одно из отверстий в перекрестие сетки револьверной головки, снимаем показания по шкале круглого стола, затем поворачивая стол, вписываем другое отверстие в перекрестие револьверной головки и снимаем второе показание по шкале круглого стола. Разность показаний - это величина центрального угла.

Делительная головка.
При измерении центральных углов на делительной головке деталь крепим в центрах. Находим расстояние от плиты до оси детали. Вычитаем половину измеряемого отверстия. По полученному размеру (по блоку к.м. длины) настраиваем ИРБ (рычажный индикатор) на 0. Подводим ИРБ к нижней стороне отверстия и поворачиваем маховиком шпинделя деталь так, чтобы установить на ИРБ 0, т. е. выверяем ось детали и ось отверстия в ноль. Смотрим по угловой шкале показания первого отверстия, затем поворачиваем деталь и подводим второе отверстие к ИРБ, так чтобы на индикаторе был 0. Смотрим по угловой шкале показания второго отверстия. Разница этих показаний равна центральному углу между отверстиями.
Измерение резьбы.
Метрическая резьба.
М24 × 1- 5Н6Н –гайка М 24 × 1 -5h6h - болт
M –метрическая резьба
24-диаметр резьбы
1 – шаг резьбы (крупный шаг не ставится, для каждого диаметра резьбы существует один крупный шаг резьбы)
5, 6 –степень (класс) точности
H, h –отклонения L- левая резьба.
5Н, 5h- поле допуска среднего диаметра резьбы
6Н- поле допуска внутреннего диаметра резьбы гайки.
6h- поле допуска наружного диаметра болта.
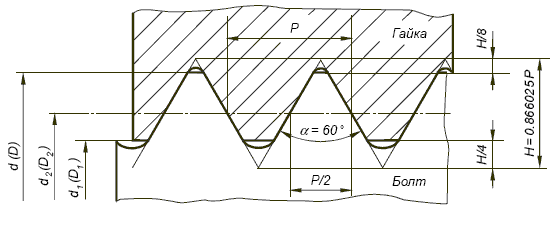 наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной резьбы (болта) (d- наибольший) или впадин внутренней резьбы ( гайки) (D-наибольший).
наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной резьбы (болта) (d- наибольший) или впадин внутренней резьбы ( гайки) (D-наибольший).
средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной резьбы болта) (d1-наименьший) или вершины внутренней резьбы (гайки) (D1-наименьший).
Обозначение поля допуска резьбы помещают за обозначением диаметра резьбы,  шаг (крупный шаг опускается), горизонтальная черта, затем поле допуска среднего диаметра резьбы (D2,d2), за ним поле допуска внутреннего диаметра гайки (D1,) или поле допуска наружного диаметра болта(d). Если поля допусков среднего диаметра и внутреннего (наружного) диаметра равны, то отклонение ставится один раз.
шаг (крупный шаг опускается), горизонтальная черта, затем поле допуска среднего диаметра резьбы (D2,d2), за ним поле допуска внутреннего диаметра гайки (D1,) или поле допуска наружного диаметра болта(d). Если поля допусков среднего диаметра и внутреннего (наружного) диаметра равны, то отклонение ставится один раз.
Для левой резьбы добавляется LH. M10LH -6e. M24×1LH - 6H.
Обозначение отклонения для гаек – E, F, G, H
Обозначение отклонения для болтов – d, e, f, g, h
Контроль резьбы калибрами
Внутренняя резьба контролируется резьбовыми калибрами – пробками. Резьбовой проходной калибр- пробка (ПР) должен легко ввинчиваться на всю длину. Допускается ввинчивание резьбового непроходного калибра –пробки (НЕ) до двух оборотов. При короткой резьбе до четырех витков, допускается ввинчивание калибра до двух оборотов с одной стороны или в сумме до двух оборотов с двух сторон (при сквозной резьбе).
При контроле наружной резьбы резьбовой проходной калибр – кольцо (ПР) должен легко навинчиваться на всю длину резьбы. Навинчивание резьбового непроходного калибра - кольца (НЕ) допускается до двух оборотов. При короткой резьбе до трёх витков навинчивание резьбового непроходного калибра- кольца (НЕ), не допускается.
Дата: 2018-12-21, просмотров: 772.