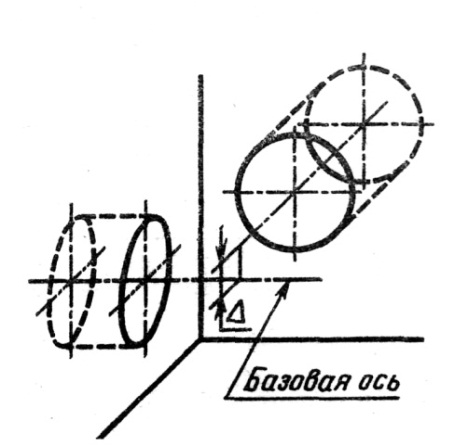
Отклонение от пересечения осей - наименьшее расстояние между осями, номинально пересекающимися.
 -отклонение от пересечения осей в радиусном выражении.
-отклонение от пересечения осей в радиусном выражении.
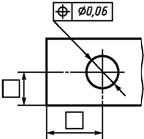
| Допуск пересечения осей | 
| Допуск пересечения оси отверстия относительно оси отверстия А Т 0,06 мм. |
Контролируется на микроскопе, на поверочной плите с помощью измерительных головок - ИГ, ИЧ, ИРБ и концевых мер, на измерительной машине.
= L1 –L2
 -отклонение от пересечения осей в радиусном выражении. -отклонение от пересечения осей в радиусном выражении.
|
Базовую поверхность (или оправку, плотно подобранную к отверстию) закрепляем в призму. Измеряемую поверхность по оправке, плотно подобранной в отверстие, выверяем параллельно относительно плиты. Находим расстояние от плиты до оси базовой поверхности, затем расстояние от плиты до оси измеряемой поверхности в точке пересечения осей. Разница этих расстояний – это величина отклонения от пересечения осей в радиусном выражении (Т/2).
Можно измерить отклонение от пересечения осей в диаметральном выражении.
Для этого так же подбираем плотно оправки в отверстия. Оправку плотно подобранную в базовое отверстие закрепляем в призму. Другую оправку выверяем параллельно плите. По оправке измеряемого отверстия измерительную головку (ИГ) настраиваем на нуль. Затем кантуем деталь, поворачиваем вместе с призмой на 180°. Снимаем показание (ИГ) по этой же оправке, разница показаний первого и второго положения - это величина отклонения от пересечения осей в диаметральном выражении (Т).
|
|
|
| Если перед допуском пересечения осей не стоит знак Т или Т/2,
| |
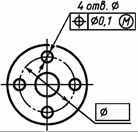
Позиционное отклонение.
Позиционное отклонение - наибольшее расстояние между реальным расположением элемента (его центра, оси или плоскости симметрии) и его номинальным расположением в пределах нормируемого участка. Позиционный допуск оценивается в радиусном (R) или в диаметральном выражении (ø).
Линейные и угловые размеры, определяющие номинальное расположение и (или) номинальную форму элементов, ограничиваемых допуском, при назначении позиционного допуска, допуска наклона, допуска формы заданной поверхности или заданного профиля, указывают на чертежах без предельных отклонений и заключают в прямоугольные рамки.
- позиционное отклонение (смещение от номинального расположения) в радиусном выражении.
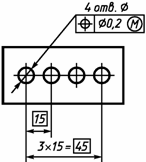
| Позиционный допуск. |
| ||||||||||||||||||
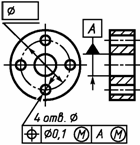
Если необходимо задать выступающее поле допуска расположения, то после числового значения допуска, указывают символом Р. Контур выступающей части, ограничивают тонкой сплошной линией, а длину выступающего поля допуска – размерами.
При указании на чертежах расположения осей отверстий позиционным допуском, координаты осей отверстий стоят в рамочках без допусков. Предельные отклонения на размеры, координирующие отверстия, берём по СТ-СЭВ 637-77 или по ГОСТ 14140-81 по таблицам «Пересчета позиционных допусков на предельные отклонения размеров, координирующих отверстий», в системе прямоугольных или полярных координат. Для этого сравниваем расположение отверстий на чертеже с характеристикой расположения отверстий в таблицах 2 и 3. На пересечении колонок характеристики расположения и заданного позиционного допуска в радиусном (R) или диаметральном выражении (Ø), находим предельные отклонения на номинальные размеры координирующие оси отверстий.
Универсально проконтролировать позиционное отклонение можно на микроскопах, измерительных машинах, на плите при помощи измерительных головок - ИГ, ИЧ, ИРБ и на делительных головках.
Если перед допуском позиционного отклонения не стоит знак R или Ø, , то он определяется в радиусном выражении (R).
Допуск наклона.
| Допуск наклона | 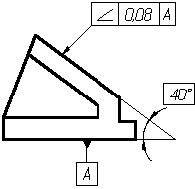
| Допуск наклона поверхности относительно поверхности А 0,08 мм. |
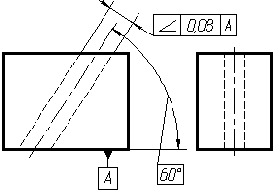
| Допуск наклона оси отверстия относительно поверхности А 0,08 мм. |
Дата: 2018-12-21, просмотров: 791.