Наборы полей допусков и соответствующие им предельные отклонения установлены согласно ГОСТ 25347-82 (СТ СЭВ 144-75) и ГОСТ 25348-82 (СТ СЭВ 177-75) в четырех диапазонах номинальных размеров:
- до 1,0 мм,
- от 1,0 до 500 мм,
- св. 500 до 3150 мм,
- св. 3150 до 10000 мм.
В машиностроении в основном применяется 2-й диапазон, разбитый на 13 основных интервалов.
Положение поля допуска относительно нулевой линии определяется основным отклонением. Основное отклонение – это одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. Таким отклонением в стандарте принято считать отклонение поля допуска, ближайшее к нулевой линии.
ЕСДП предусматривает 28 типов основных отклонений для отверстий и валов.
Каждое отклонение обозначают буквой латинского алфавита (или в некоторых случаях двумя буквами); прописной для отверстий и строчной для валов (рис. 2.3).
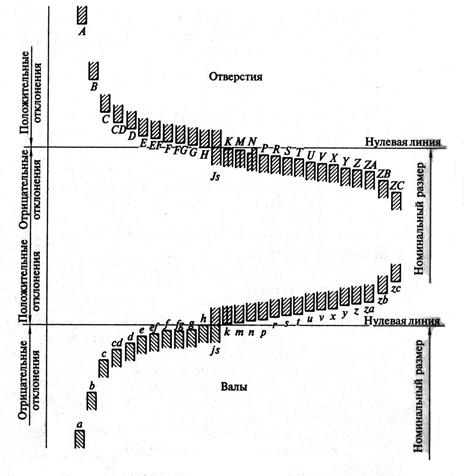
Рис. 2.3 Схема основных отклонений.
На чертеже детали размер, для которого указывают поле допуска, обозначают числом, за которым следует обозначение поля допуска и квалитета.
Например Ø40 g 6; Ø 40 Н 7.
Поля допусков можно указать числовыми значениями:
 ;
; 
Или комбинированным способом:
 ;
; 
В обозначении посадки входит номинальный размер и буквенное или числовое обозначение предельного отклонения (в числителе – отверстия, в знаменателе – вала), например (см. рис.2.4):


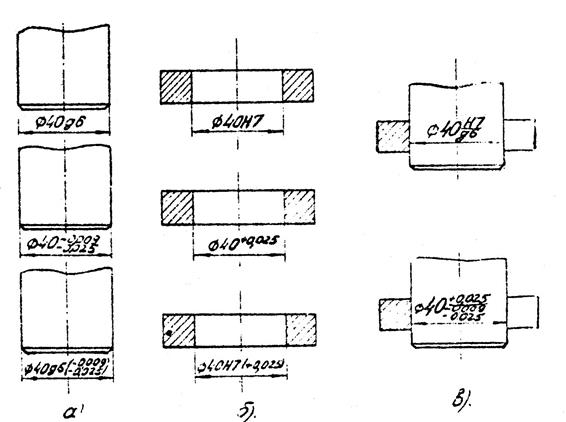
Рис. 2.4 Примеры обозначения предельных отклонений на чертежах
(а, б – рабочих; в – сборочных).
Для каждого буквенного обозначения абсолютная величина и знак основного отклонения вала (верхнего es для валов от а до h или нижнего ei для валов от j до zc) определяются по ГОСТ 25346-89 (СТ СЭВ 145-83). Второе отклонение определяется из основного с учетом значения допуска Т:
ei = es-Td или es = ei + Td
Для каждого буквенного обозначения абсолютная величина и знак основного отклонения отверстия (нижнего EJ для отверстий от А до Н и верхнего ES для отверстий от J до ZC) определяется от основного отклонения es или ei вала, обозначенного той же буквой, по общему или специальному правилам. Второе отклонение определяется из основного с учетом значения допуска Т по общему или специальному правилам, указанным ниже:
ES = EJ + TD
или
EI = ES - TD
Общее правило – основное отклонение отверстия должно быть симметрично относительно нулевой линии основному отклонению вала, обозначаемому той же буквой.
EI = -es для отверстия от А до Н
ES = -ei для отверстия от I до ZC
Правило действительно для всех отклонений, за исключением:
а) отклонений, на которые распространяется специальное правило;
б) отклонений отверстий N квалитетов от 9 до 16 для размеров свыше 3 мм, для которых основное отклонение ES = 0.
Специальное правило для соответствующие одна другой посадки в системе отверстия и в системе вала, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета (например, Н7/р6 и P7/h7), должны иметь одинаковые зазоры или натяги.
Из этого правила следует:
ES = - ei + Δ ,
где А – разность между допуском IТn рассматриваемого квалитета и допуском ITn-1 ближайшего более точного квалитета, т.е. Δ = ITn - ITn-1.
Это правило для интервалов размеров свыше 3 мм: для отверстий I, К, М и N до IT8 включительно, для отверстий от р до ZC до IT7 включительно.
ГЛАВА 3. УНИФИКАЦИЯ ПОСАДОК


 В ЕСДП для размеров всех диапазонов установлены рекомендуемые посадки, причем для размеров 1 ...500 мм выделены предпочтительные (например, H7/f7, Н7/n6, H7/g6 и т. п.).
В ЕСДП для размеров всех диапазонов установлены рекомендуемые посадки, причем для размеров 1 ...500 мм выделены предпочтительные (например, H7/f7, Н7/n6, H7/g6 и т. п.).
Унификация посадок позволяет обеспечить однородность конструктивных требований к соединениям и облегчить работу конструкторов по назначению посадок. Комбинируя различные ва 






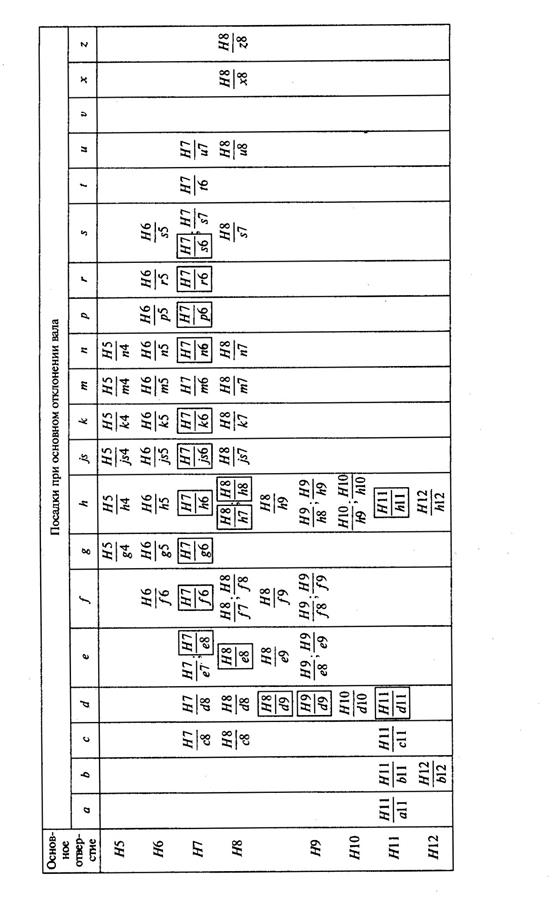
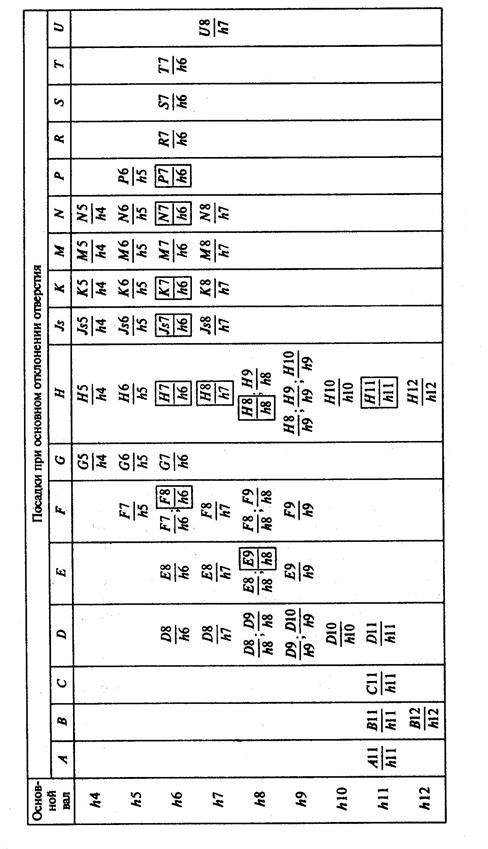
 рианты предпочтительных полей допусков валов и отверстий можно значительно расширить возможности создания различных посадок без увеличения набора инструментов, калибров другой технологической оснастки. Можно сократить число поле допусков и посадок, введя ограничительный стандарт (отраслевой или стандарт предприятия). Рекомендуемые посадки приведены в табл. 3.1 и 3.2, взятых из Приложения 1 ГОСТ 25347–82.
рианты предпочтительных полей допусков валов и отверстий можно значительно расширить возможности создания различных посадок без увеличения набора инструментов, калибров другой технологической оснастки. Можно сократить число поле допусков и посадок, введя ограничительный стандарт (отраслевой или стандарт предприятия). Рекомендуемые посадки приведены в табл. 3.1 и 3.2, взятых из Приложения 1 ГОСТ 25347–82.
Из-за того, что по экономическим соображениям посадки следует назначать главным образом в системе отверстия и реже в системе вала, в ГОСТ 25347–82 предпочтительных посадок (образованных из предпочтительных полей допусков) в системе отверстия больше, чем в системе вала.
При назначении квалитетов точности пользуются следующими рекомендациями. Так, в рекомендуемых и предпочтительных посадках точных квалитетов для размеров 1... 3150 мм допуск отверстия, как правило, на один-два квалитета больше допуска вала. Это объясняется тем, что точ-ное отверстие технологически получить труднее, чем точный вал, вследствие худших условий отвода тепла, недостаточной жёсткости, повышенной изнашиваемости и сложности направления режущих инструментов, имеющих место при обработке отверстий.


Увеличение допуска отверстия при сохранении допуска посадки повышает срок службы разверток и протяжек, так как при этом допускается их больший износ по  диаметру и большее число заточек. При малых диаметрах иногда технологически труднее получить точный вал, чем точное отверстие, поэтому в рекомендуемых посадках для размеров менее 1 мм допуски отверстия и вала приняты одинаковыми (то же для посадок при размерах 3150... 10000 мм).
диаметру и большее число заточек. При малых диаметрах иногда технологически труднее получить точный вал, чем точное отверстие, поэтому в рекомендуемых посадках для размеров менее 1 мм допуски отверстия и вала приняты одинаковыми (то же для посадок при размерах 3150... 10000 мм).
ГОСТ 25347–82 в технически обоснованных случаях допускает применение посадок, отличающихся от рекомендуемых, но образованных из числа полей допусков валов и отверстий, предусмотренных этим стандартом.
Дата: 2018-11-18, просмотров: 943.