Основы метрологии и измерительной техники
Основные понятия метрологии и измерительной техники
Важнейшим условием существования современного общества является информация, значительную часть которой составляет измерительная. Измерению подвергаются более 2000 физических величин, общее число измерений насчитывает сотни миллиардов в год. На измерения расходуется до 70 % затрат общественно полезного труда. Брак продукции вследствие неправильно назначенных для измерения средств достигает 50%.
Требования к точности измерений и их оперативности постоянно ужесточаются.
Д.И. Менделеев считал, что "наука начинается с тех пор, как начинают измерять, а точная наука немыслима без меры".
Суть измерения заключается в проведении эксперимента, который позволяет установить однозначное соответствие между единицей измеряемой физической величины [Q] и самой величиной:
Q= n[Q],
где n - число единиц.
Метрология - наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности. Она изучает: физические величины и их единицы, методы и методики измерений, погрешности средств и результатов измерений.
Метрология решает вопросы обеспечения единства измерений при требуемой их точности. Это достигается единой системой физических единиц, разработкой унифицированных измерительных устройств в стандарте Государственной системы приборов (ГСП) и эталонной базы для передачи размера физических величин.
В РФ насчитывается 150 государственных и несколько сот вторичных эталонов, парк образцовых приборов.
Метрологические правила и нормы изложены Государственной системой обеспечения единства измерений (ГСИ).
Передача размера единиц измерения средствам измерения осуществляется по поверочным схемам, представляющим пирамиды с государственными эталонами в вершине и рабочими средствами измерений в основании.
Иерархическая схема передачи размера единицы измерения представляется в виде: государственный эталон  вторичные эталоны образцовые средства измерений рабочие СИ.
вторичные эталоны образцовые средства измерений рабочие СИ.
Метрология связана с разработкой унифицированных методик измерения, включающих единые требования к методу и условиям измерений, а также к квалификации персонала, нормированию пределов погрешностей измерения, установлению границ их достоверности.
Метрологические понятия закреплены ГОСТ 16263-70 "ГСИ. Метрология. Термины и определения".
Вопросами метрологии занимаются специальные учреждения, возглавляемые Государственной метрологической службой при Госстандарте РФ.
Метрология призвана обеспечить качество измерений куда входят:
- точность результатов измерений - близость к нулю погрешности результата, более точный результат имеет меньшую погрешность;
- сходимость - близость друг к другу повторных результатов, выполненных в одинаковых условиях измерения одним и тем же методом. Количественно эта характеристика оценивается разностями полученных значений или отсчетов показаний измеряемой величины, а также размером средней квадратической или средней арифметической погрешностями.
- воспроизводимость - близость результатов измерений одной и той же величины, полученных в разных местах разными методами и средствами, разными субъектами измерения, в разное время, но приведенных к одним и тем же условиям измерения. Она характеризуется средней квадратической погрешностью сравниваемых групп измерений;
- оперативность получения измерительной информации, определяется методикой и уровнем автоматизации процесса измерений и обработки результатов;
- единство измерений, обусловленное применением узаконенных единиц, сохранением их размера в пределах установленной погрешности, использованием стандартизованных и аттестованных средств и методик измерения;
Физические величины и шкалы
ФВ делятся на следующие группы:
- вещественные - описывают физические и физико-химические свойства материалов и изделий из них: масса, плотность, электрическое сопротивление, емкость, индуктивность и др.
- энергетические - величины, описывающие энергетические характеристики процессов преобразования, передачи и использования энергии: ток, напряжение, мощность, энергия. Эти величины называют активными. Они могут быть преобразованы в сигналы измерительной информации без использования вспомогательных источников энергии.
По принадлежности к различным группам физических процессов ФВ делятся на пространственно-временные, механические, тепловые, электрические и магнитные, акустические, световые, физико-химические, ионизирующих излучений, атомной и ядерной физики.
По размерности ФВ делятся на размерные и безразмерные.
Совокупность чисел Q , отображающая различные по размеру однородные величины, должна быть совокупностью одинаково именованных чисел. Это именование является единицей ФВ или ее доли.
Значение физической величины Q — это оценка ее размера в виде некоторого числа принятых для нее единиц.
Числовое значение физической величины q — отвлеченное число, выражающее отношение значения величины к соответствующей единице данной ФВ.
Основное уравнение измерения:
Q = q[Q] (1.1)

Рис.1.2 Классификация физических величин
1. Шкала наименований (шкала классификации) - используются для класси эмпирических объектов, свойства которых проявляются только в отношении эквивалентности. Эти свойства нельзя считать физическими величинами, поэтом
Различают пять основных типов шкал измерений.
1. Шкала наименований (шкала классификации) - используются для классификации эмпирических объектов, свойства которых проявляются только в отношении эквивалентности. Они не являются шкалами ФВ. Это самый простой тип шкал, основанный на приписывании качественным свойствам объектов чисел, играющих роль имен. В них отсутствуют понятия нуля, "больше" или "меньше" и единицы измерения: атласы цветов, предназначенные для идентификации цвета.
2. Шкала порядка (шкала рангов). Она является монотонно возрастающей или убывающей.
Когда невозможно установить отношения, существующие между величинами данной характеристики, либо применение шкалы удобно, используют условные (эмпирические) шкалы порядка.
Условная шкала — это шкала ФВ, исходные значения которой выражены в условных единицах:
- шкала вязкости Энглера;
- 12-балльная шкала Бофорта для измерения силы ветра, с реперными точками;
- шкала Мооса для определения твердости минералов, которая содержит 10 опорных (реперных) минералов с различными условными числами твердости: тальк — 1; гипс — 2; кальций — 3; флюорит — 4; аппатит — 5; ортоклаз — 6; кварц — 7; топаз — 8; корунд — 9; алмаз — 10.
3. Шкала интервалов (шкала разностей). Эти шкалы являются дальнейшим развитием шкал порядка и применяются для объектов, свойства которых удовлетворяют отношениям эквивалентности, порядка и аддитивности. Шкала интервалов состоит из одинаковых интервалов, имеет единицу измерения и произвольно выбранное начало — нулевую точку. К таким шкалам относится летосчисление по различным календарям, в которых за начало отсчета принято либо сотворение мира, либо Рождество Христово и т.д. Температурные шкалы: Цельсия, Фаренгейта и Реомюра.
На шкале интервалов определены действия сложения и вычитания интервалов. Действительно, по шкале времени интервалы можно суммировать или вычитать и сравнивать, во сколько раз один интервал больше другого, но складывать даты каких-либо событий бессмысленно.
Шкала интервалов величины Q можно представить в виде уравнения:
Q = Q0 + q[Q],
где q — числовое значение величины; Q0 — начало отсчета шкалы; [Q] — единица рассматриваемой величины. Такая шкала полностью определяется заданием начала отсчета Q0 шкалы и единицы данной величины [Q].
Пример 1.1. Шкала Фаренгейта является шкалой интервалов. На ней Q0 — температура смеси льда, поваренной соли и нашатыря; Q1 — температура человеческого тела единица измерения — градус Фаренгейта:
Температура таяния смеси льда, соли нашатыря равна 32°F, а температура кипения воды - 212°F.
По шкале Цельсия Q 0 — температура таяния льда, Q1 — температура кипения воды. Градус Цельсия [QC] = (Q1-Q0)/100=1oC
Требуется получить формулу для перехода от одной шкалы к другой.
Решение. Формула для перехода определяется. Значение разности температур по шкале Фаренгейта между точкой кипения воды и точкой таяния льда составляет:
212°F — 32°F =180°F. По шкале Цельсия интервал температур равен 100°С. Следовательно, 100°С = 180°F и отношение размеров единиц:
Числовое значение интервала между началами отсчета по рассматриваемым шкалам, измеренного в градусах Фаренгейта ([Q]1 = F), равно 32. Переход от температуры по шкале Фаренгейта к температуре по шкале Цельсия производится по формуле:
 .
.
При втором пути единица воспроизводится непосредственно как интервал, его некоторая доля или некоторое число интервалов размеров данной величины, а начало отсчета выбирают каждый раз по-разному в зависимости от конкретных условий изучаемого явления. Пример такого подхода — шкала времени, в которой 1с = 9 192 631 770 периодов излучения, соответствующих переходу между двумя сверхтонкими уровнями основного состояния атома цезия-133. За начало отсчета принимается начало изучаемого явления.
4. Шкала отношений - описывают свойства эмпирических объектов, которые удовлетворяют отношениям эквивалентности, порядка и аддитивности (шкалы второго рода — аддитивные), а в ряде случаев и пропорциональности (шкалы первого рода — пропорциональные). Их примерами являются шкала массы (второго рода), термодинамической температуры (первого рода).
В шкалах отношений существует однозначный естественный критерий нулевого количественного проявления свойства и единица измерений. С формальной точки зрения шкала отношений является шкалой интервалов с естественным началом отсчета. К значениям, полученным по этой шкале, применимы все арифметические действия, что имеет важное значение при измерении ФВ.
Шкалы отношений — самые совершенные. Они описываются уравнением:
Q = q[Q],
где Q — ФВ, для которой строится шкала; [Q] — ее единица измерения; q — числовое значение ФВ. Переход от одной шкалы отношений к другой происходит в соответствии с уравнением:
q 2 = q 1 [Q 1]/[Q 2].
5. Абсолютные шкалы - обладают всеми признаками шкал отношений, но дополнительно имеющие естественное однозначное определение единицы измерения и не зависящие от принятой системы единиц измерения. Такие шкалы соответствуют относительным величинам: коэффициенту усиления, ослабления и др. Для образования многих производных единиц в системе СИ используются безразмерные и счетные единицы абсолютных шкал.
Шкалы наименований и порядка называют неметрическими (концептуальными), а шкалы интервалов и отношений — метрическими (материальными). Абсолютные и метрические шкалы относятся к разряду линейных. Практическая реализация шкал измерений осуществляется путем стандартизации как самих шкал и единиц измерений, так и, в необходимых случаях, способов и условий их однозначного воспроизведения.
Эталоны единиц системы СИ
Эталонная база России имеет в своем составе:
- 114 государственных эталонов (ГЭ);
- более 250 вторичных эталонов единиц ФВ. Из них 52 находятся во ВНИИМ метрологии им. Д.И. Менделеева (ВНИИМ, Санкт-Петербург): эталоны метра, килограмма, ампера, кельвина и радиана;
-25 — во Всероссийском научно-исследовательском институте физико-технических и радиотехнических измерений (ВНИИФТРИ, Москва), в том числе эталоны единиц времени и частоты;
-13 — во Всероссийском научно-исследовательском институте оптико-физических измерений: эталон канделы; соответственно 5 и 6 — в Уральском и Сибирском научно-исследовательских институтах метрологии.
В области механики в стране созданы и используются 38 ГЭ, в том числе первичные эталоны метра, килограмма и секунды, точность которых имеет чрезвычайно большое значение, поскольку эти единицы участвуют в образовании производных единиц всех научных направлений.
Единица времени — секунда - период вращения Земли вокруг оси или Солнца. Секунда равнялась 1/86400 части солнечных средних суток.
Новый эталон секунды - интервал времени, в течение которого совершается 9 192 631 770 колебаний, соответствующих резонансной частоте энергетического перехода между уровнями основного состояния атома цезия-133, реализуется с помощью цезиевых реперов частоты.
Репер, или квантовый стандарт частоты, представляет собой устройство для точного воспроизведения частоты электромагнитных колебаний в сверхвысокочастотных и оптических спектрах.
Метр - одна десятимиллионная часть четверти длины Парижского меридиана. В 1799 г. на основе ее измерения изготовили эталон метра в виде платиновой концевой линейки шириной около 25 мм, толщиной около 4 мм с расстоянием между концами 1 м.
Эталон метра расстояние, проходимое светом в вакууме за 1/299 792 458 долю секунды.
Килограмм - массу одного кубического дециметра чистой воды при температуре ее наибольшей плотности (4°С).
В термодинамике действуют:
- два первичных и один специальный эталоны, воспроизводящие единицу температуры — кельвин в различных диапазонах;
- 11 государственных эталонов теплофизики — количества теплоты, удельной теплоемкости, теплопроводности и др.
Погрешность воспроизведения точки кипения воды составляет 0,002 — 0,01°С, точки таяния льда — 0,0002-0,001°С. Тройная точка воды, являющаяся точкой равновесия воды в твердой, жидкой и газообразной фазах, может быть воспроизведена в специальных сосудах с погрешностью не более 0,0002°С.
В 1954 г. перешли к определению термодинамической температуры T по одной реперной точке — тройной точке воды, равной 273,16 К.
Единицей термодинамической температуры - кельвин, определяемый как 1/273,16 части тройной точки воды. Температура в градусах Цельсия t определяется как t = T - 273,16 К. Единицей в этом случае является градус Цельсия, который равен Кельвину.
В 1989 г. была принята международная практическая температурная шкала MT Ш-90.
Погрешность измерений
Погрешность измерений возникает вследствие погрешностей применяемых средств, выбранного метода и методики измерения, отличия внешних условий от установленных, искажения результатов при считывании и обработке их наблюдателем. Она оценивается как отклонение D полученного результата ХИ от истинного значения измеряемой величины (действительное):
ХД D = ХИ - ХД.
В этих условиях при оценке погрешности измерений используется комплексный подход. В общем виде результат измерений Y(t) в момент времени г при получении результата измерения X(t - t) в момент (t - t) средством с временем реакции t и характеристикой преобразования f(X) при наличии влияющих величин xi и взаимодействия его с объектом N запишется как
Y(t)=f[X(t - t),x1,..., xn,N].
Действительное значение измеряемой величины можно получить, имея нормированную характеристику преобразования и значения влияющих величин, а также нулевое значение воздействия средства на объект измерения
Y(t) =fном[X(t), x1 ном ,..., xn ном, 0].
Используя соотношения Df =f – fном; Dxi =xi – xi ном погрешность результата можно выразить, воспользовавшись разложением Y(t) в ряд Тейлора

Погрешности классифицируются по следующим системообразующим признакам:
- по способу выражения - абсолютные и относительные;
- по характеру проявления - систематические и случайные;
- по изменению во времени - статические и динамические;
- по способу обработки ряда измерений - средние арифметические и средние квадратические:
- по решению измерительной задачи - частные и полные; по отношению к единице физической величины - погрешности воспроизведения, хранения и передачи размера единицы.
В практике измерений все виды случайных и систематических погрешностей проявляются совместно и образуют единый нестационарный случайный процесс.
Абсолютная погрешность измерения DХ выражает погрешность, представляемую в единицах измеряемой величины, и записывается в виде (± значение абсолютной погрешности) в отличие от абсолютного значения погрешности, представляемого без знаков. Абсолютная погрешность сама по себе не может служить показателем точности. Таким показателем является относительная погрешность.
Относительная погрешность d выражается в долях значения измеряемой величины:
d = DХ/Х
или процентах
d = 100 × DХ/Х.
Эта характеристика не позволяет нормировать значение погрешности вследствие ее зависимости от измеряемого значения. Более адекватна приведенная погрешность - отношения абсолютной погрешности и некоторого нормированного значения, входного или выходного сигнала, например протяженности диапазона шкалы, выражаемого в долях или процентах:
g = DХ/Хн вх
или
g = DХ/Хн вых .
При оценке результата измерения с помощью этой характеристики прослеживается прямая связь между g и коэффициентом корреляции р в виде соотношения
g 2 = (1 - р2)/3.
Систематическая погрешность является составляющей погрешности результата измерения, остающейся по значению постоянной или закономерно изменяющейся при повторных измерениях одной и той же физической величины.
В соответствии с причинами возникновения погрешности делятся на инструментальные, методические, субъективные и связанные с отклонением внешних условий от установленных, а по характеру проявления различают систематические, постоянные, прогрессирующие и периодические.
Наиболее часто встречаются постоянные погрешности, сохраняющие свое значение за весь цикл измерений, например смещение указателя от установленного значения. Погрешности этого типа наиболее трудно устанавливаются. Прогрессирующие систематические погрешности имеют постоянно возрастающую или убывающую зависимость от измерения к измерению, например погрешность от износа механизма передачи к указателю прибора, старения элементов и т.п. Характер изменения периодических погрешностей определяется каким-либо периодическим законом, например наличием эксцентриситета в угломерных приборах. Погрешности последнего вида требуют постоянной коррекции.
Инструментальные погрешности связаны с износом и наличием трения в механизмах, несоответствием действительного и номинального значений меры и т.п.
Погрешности метода связаны с несовершенством метода или принятых в методике допущений. При измерении температуры пирометром погрешность определения действительного значения температуры определяется погрешностью определения излучательных характеристик. Методические погрешности не могут быть нормированы, а оцениваются самим наблюдателем на основании специального метрологического исследования.
Субъективная погрешность зависит от индивидуальных качеств оператора: зрения, реакции, внимания, профессиональных навыков.
Систематическая погрешность от влияния внешних условий определяется отклонением реальных условий измерения от установленных методикой, например повышение температуры свободных концов термоэлектрического термометра выше нуля требует введения поправок.
Все систематические погрешности искажают результаты измерений, и их исключают введением поправок или регулировкой измерительных средств. Даже после введения поправки остается некоторая погрешность, называемая неисключенной систематической погрешностью вследствие ее малости и невозможности полной компенсации с помощью поправок.
Случайная погрешность измерения является составляющей погрешности измерения и характеризуется случайным характером проявления (по знаку и величине) при измерении одного размера физической величины. Они возникают в результате вариации показаний, условий измерения, погрешностей округления при отсчете и других причин, вызывая рассеяние результатов измерений. В соответствии с теорией погрешностей случайные погрешности одинакового размера, но разного знака должны проявляться с одной и той же частотой, а большие по абсолютному значению погрешности реже, чем малые. Эти центральные положения теории погрешности имеют важное практическое приложение: увеличение числа измерений приводит к уменьшению погрешности результата, так как сумма погрешностей отдельных измерений в серии стремится при этом к нулю.
Связь между величинами случайных погрешностей и их вероятностями наиболее точно описывается законами распределения. Конечное число значений описывается программой, полигоном или функцией распределения.

Рисунок 1.4 - Графики распределения случайных погрешностей измерения
При этом по оси абсцисс откладывают значения погрешности °D, а на оси ординат - вероятности появления этих значений Р (°D). Вероятность Р(°D) пропорциональна отношению числа погрешностей n с °Di,- значением к общему числу измерений N: Р(°Di) = n/N. Для дискретного числа измерений N закон распределения. С увеличением N функция распределения приобретает форму. Этот вид закона распределения называется нормальным (или гауссовым):

где s - параметр закона распределения, называемый средним квадратическим отклонением случайной погрешности.
Среднее квадратическое отклонение о определяет вид закона распределения: чем меньше s, тем более "острой" является кривая распределения f(°D) и более точным средство измерения, так как вероятность появления больших погрешностей в этом случае меньше.
Истинное значение температуры 800 °С. Из графика распределения f(t) измеренных значений можно определить среднее значение М[Т] - математическое ожидание, равное 820 °С. Следовательно, измерение сопровождается систематической ошибкой Dс = 800 - 820 = - 20 °С. При показании прибора 860 °С (стрелка на шкале) случайная погрешность этого измерения составит °D= 860 - 820 = 40 °С, а суммарная погрешность °Då = 860- 800 = 60 °С в сторону завышения.
Ряд измерений одной величины характеризуется размахом результатов измерений - алгебраической разностью наибольшего Хmах и наименьшего Хmin результатов ряда из n измерений
Rn = Хmах - Хmin .
Одной из обобщенных характеристик рассеяния служит средняя арифметическая погрешность отдельного измерения в серии из n равноточных независимых измерений Xi при среднем арифметическом значении  данного ряда:
данного ряда:
Чаще используют другую характеристику рассеяния - среднюю квадратическую погрешность (среднее квадратическое отклонение) S(X) отдельного измерения в серии из n равноточных независимых измерений:
В силу ограниченности количества измерений S называют оценкой стандартного отклонения s. Между этими величинами существует соотношение s =  S(X).
S(X).
При n > 30 между средней арифметической r и средней квадратической погрешностями выполняется соотношение:
r = 0,8S(X).
Вероятность Р {(Xi - )< S(X)} того, что погрешность отдельного измерения не превзойдет значения средней квадратической погрешности при нормальном законе распределения составляет всего 0,68 и называется статистической надежностью. На практике ее значение принимается 0,68; 0,95; 0,99.
При проведении серии измерений зависимость между средней квадратической погрешностью отдельного измерения S(X) и средней квадратической погрешностью арифметического среднего S  выражается:
выражается:
S  = S(X)/
= S(X)/  .
.
Следовательно, случайная погрешность измерения может быть снижена в  раз, если провести n измерений величины, а результатом считать среднее арифметическое значение.
раз, если провести n измерений величины, а результатом считать среднее арифметическое значение.
При проведении серии измерений, включающих двойные измерения при прямом Xi и обратном Xj направлении средняя квадратическая погрешность отдельного измерения снижается
При неравноточных измерениях определение средней квадратической погрешности среднего арифметического осуществляют с учетом веса bi каждого неравноточного измерения по уравнению:
При определенном числе измерений требуется определение погрешности DS средней квадратической погрешности S(Х), которую можно определить по соотношению

Для косвенных измерений среднюю квадратическую погрешность результата вычисляют, исходя из уравнения связи F= F(Х1,Х2,..., Хn) и средних квадратических погрешностей S(X), измерений каждого значения Хi по формуле
Более достоверна оценка погрешности измерения при определении доверительных границ погрешности, которые при нормальном законе распределения и известной величине S(X) определяются с учетом коэффициента Стьюдента t, зависящего от задаваемой доверительной вероятности Р и числа измерений n, как ±t S(X).
Надежность результата измерения оценивается вероятностью попадания измеряемого значения в заданный доверительный интервал. Так, если установлен технологический допуск на погрешность контроля температуры, равный 2DT, доверительным интервалом для температуры в этом случае будет (Т - DT; Т + DT). Считая, что 2DT, = ±S(X), получим надежность результата P[S(X)] = 0,68, т.е. в 32 случаях из 100 будут наблюдаться отклонения температуры от заданного технологического режима; при оценке 2DT = ±3S(Х) надежность будет выше P[3S(X)] = 0,997, т.е. только в трех случаях из 1000 будет нарушена технология.
Понятие недостоверности измерений характеризует оценку несовпадения результатов в серии измерений, возникающего вследствие суммарного воздействия различных случайных погрешностей. Недостоверность количественно выражается в виде суммарной средней квадратической погрешности SS, включающей среднюю квадратическую погрешность S(Х) (статистическая) и среднюю квадратическую погрешность SK (нестатистическая):
 .
.
Предельная погрешность измерения вводится для определения максимально возможной погрешности, вероятность которой не превышает Р, а разность (1 - Р) незначительна. Так доверительную погрешность ±3S(X) можно считать предельной, так как 1 - Р = 0,003 мала.
Характеристики и погрешности средств измерений. Погрешности этого вида входят как составляющие в погрешность измерения и теоретически определяются разностью между результатом измерения Хп, полученного средством, и истинным значением измеряемой величины.
На практике вместо истинного значения приходится использовать результат, получаемый с помощью другого более точного образцового средства измерения Х0. В этом случае погрешность средства измерения определяется DХn = Хп - Х0. В качестве более точных приборов используются приборы, образующие возрастающий по точности ряд: образцовые средства 3-1 разрядов - рабочие эталоны - эталоны сравнения - эталоны копии - государственные эталоны.
Погрешности средств измерения разнообразны: по характеру проявления — систематические и случайные; по отношению к условиям применения — основные и дополнительные; по отношению к измеряемой величине — статические и динамические; по способу представления — абсолютные, относительные и приведенные; по характеру учета — аддитивные и мультипликативные.
Средства измерения характеризуются рядом параметров, отражающих показатели их качества. К ним относятся в соответствии с ГОСТ 2.116—84 “ЕСКД. Карта технического уровня и качества продукции” и РД 50—64—84 “Методические указания по разработке государственных стандартов, устанавливающих номенклатуру показателей качества групп однородной продукции”, показатели назначения, надежности, эргономии, экономии, эстетики, технологичности, транспортабельности, стандартизации и унификации, экологии, показатели безопасности и патентно-правовой защиты.
Показатели назначения устанавливают основные функции, область применения и свойства измерительного средства. Они подразделяются на показатели функционально-технической эффективности, конструктивные и структурные показатели.
Важнейшими показателями являются метрологические характеристики, быстродействие, производительность, уровень автоматизации и др.
ГОСТ 8.009—84 “ГСИ. Нормируемые метрологические характеристики средств измерения” устанавливает перечень основных метрологических параметров, число которых для отдельных видов измерений доходит до 28: диапазон измерений, предел допускаемой основной и дополнительной погрешностей, динамические характеристики, классы точности и др.
Сложность назначения нормируемых метрологических характеристик заключается в требовании нормировать не только основную, зависящую только от внутренних свойств измерения, но и дополнительную погрешность, зачастую превалирующую по значению и являющуюся функцией все усложняющихся условий эксплуатации и требований технологии (влияние температуры, питания, внешних энергетических полей, неинформативных параметров самого измеряемого сигнала, воздействия средства на объект измерения).
Комплекс нормируемых метрологических характеристик включает: характеристики для определения результата измерения, включающие функцию преобразования и значение меры или пределы, в которых эти параметры должны находиться; цену деления шкалы для аналогового средства или вид, число разрядов кода и цену единицы меньшего разряда для цифрового; характеристики погрешностей средств измерения, включающие параметры систематической и случайной составляющей погрешностей и случайной составляющей гистерезиса; характеристики чувствительности, оперирующие с функциями влияния e(x) или изменения y(x) значений метрологических характеристик, вызванных изменениями влияющих величин; динамические характеристики, описываемые с помощью математической модели динамических свойств средства измерения или функционалом или параметром полной динамической характеристики; неинформационные параметры выходного сигнала, определяемые видом этих параметров и пределами допускаемых отклонений.
Функция преобразования назначается при выпуске средств измерения или завершении поверки путем градуировки. Она включает процедуры получения статической зависимости значений величины на выходе и входе измерительного средства Хвых = f(XBX), представляемой в виде таблиц, графиков или аналитическим выражением. Она может быть линейной или нелинейной.
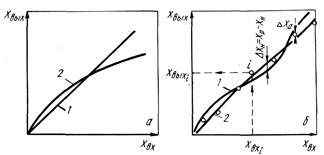
Рисунок 1.5 - Реальная (1) и номинальная (2) статические характеристики
Вследствие влияния погрешностей реальные точечные результаты градуировки (Хвых i ; Xвх i) всегда имеют отклонения от статической градуировочной зависимости 1. Эти отклонения называют погрешностью адекватности выбранной функциональной зависимости DХа. Погрешность адекватности может изменять знак при изменении направления отсчета, и тогда она называется погрешностью вариации или гистерезиса.
Эти виды погрешностей фиксируются в паспорте и относятся к погрешностям градуировки данного средства.
Многократная градуировка одного и того же средства или серии средств этого вида выделяет некоторую полосу погрешностей этого измерительного средства. Внутри этой полосы можно выделить некоторую среднюю линию, которую принимают за типовую номинальную статическую характеристику 2 данного класса средств измерения. При этом погрешность конкретного измерительного средства DХН = Хр i - XHi находится как разность между реальной и номинальной статическими характеристиками и является функцией измеряемой величины DХн = f{X).
Абсолютные отклонения погрешностей градуировки образуют некоторую полосу, границы которой могут отличаться от линии статической характеристики на постоянное значение, предел которого ± D называют аддитивной погрешностью. Эта погрешность может иметь случайный или систематический характер. Если границы этой полосы изменяются в зависимости от измеряемого значения, то такая погрешность является мультипликативной.
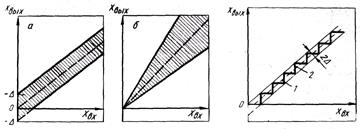
Рисунок 1.6 - Статические характеристики при наличии аддитивной (а) и мультипликативной (б) погрешностей
Рисунок 1.7 - Статическая характеристика и погрешность квантования цифровых средств измерения
Чувствительность - отношение изменения сигнала на выходе к вызвавшему его изменению входной величины. Выражается эта величина для приборов с линейной статической характеристикой в форме абсолютной чувствительности:
S = DXвых/DXвх;
а для нелинейной:
S = dDXвых /dXвх или относительной чувствительности:
S0 = (DXвых/Xвых)/( DХвх/Хвх).
Порогом чувствительности считается входное воздействие Хвых, называющее минимально ощутимое изменение выходного сигнала DХвых. Он выражается в единицах входной величины.
Диапазон измерений является основной характеристикой средства измерения. Он определяет область значений измеряемой величины, для которой нормированы допускаемые погрешности. Диапазон измерений разбивается на деления, цена которых определяется как разность двух соседних отметок шкалы для аналоговых приборов, или цена единицы младшего разряда для цифровых.
Динамической характеристикой устройства называют зависимость, определяющую изменение выходной величины устройства как реакцию на известное изменение входной величины. Она также может быть выражена формулой или графиком.
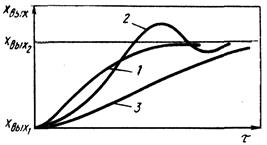
Рисунок 1.8 - Динамические характеристики измерительных средств
Кривые переходных процессов 1 и 3 - апериодического типа, а кривая 2 - колебательного типа. Кривые показывают, как изменяется выходная величина устройства, например положение стрелки на шкале при подаче на вход в нулевой момент времени ступенчатого сигнала. Допустим, что манометр до нулевого момента времени воспринимал давление Хвх = p1 и показывал на шкале соответствующее ему число делений Хвых. В нулевой момент времени давление скачкообразно изменилось до значения Хвх = р2 и далее оставалось неизменным. В ответ на это возмущение стрелка на шкале перемещается во времени соответственно динамическим свойствам прибора до значения Хвых2 . Для трех приборов с переходными процессами 1- 3 наибольшим быстродействием обладает прибор 1, так как время достижения установившегося нового значения выходной величины после нанесения возмущения минимально.
Динамика измерительного прибора является очень важным свойством. Например, известно, что нагретые заготовки перемещаются по рольгангам достаточно быстро и проходят иногда мимо пирометра за 1 - 3 с, поэтому быстродействие применяемых в этих случаях приборов должно быть не ниже чем 0,1-0,5 с.
Класс точности СИ - обобщенная характеристика, определяемая пределами основной и дополнительной допускаемых погрешностей, т.е. обеспечивающую гарантированные границы этих погрешностей.
Классы точности присваиваются средствам измерения на стадии их разработки и пересматриваются в процессе эксплуатации путем нормирования предельных допускаемых погрешностей при периодических поверках (ГОСТ 8.401-80).
В зависимости от характера изменения погрешности, назначения и условий применения средств измерения пределы допускаемых погрешностей выражаются в виде абсолютных, относительных и приведенных погрешностей. Для выражения их в единицах измеряемой физической величины используют абсолютную погрешность, для более или менее постоянных в пределах диапазона измерения значений абсолютной погрешности применяют форму приведенной погрешности, а для изменяющихся абсолютных погрешностей - относительную погрешность.
Пределы допускаемой абсолютной погрешности выражаются в виде:
D = ± а или D= ±(а + bХ),
где а и b - положительные числа, не зависящие от X.
Пределы допускаемой относительной погрешности рассчитываются из значения абсолютной погрешности D, измеряемой величины X, наибольшего по модулю значения шкалы Хк по соотношениям:
d = D×100/X = ±q,%;
d =±[c + d(|Хк/Х|-1)],
где с, d и q - положительные числа, выбираемые из ряда (1; 1,5; 2,5; 4; 5; 6)×10n; n = 1,0,-1,-2,...
Предел допускаемой приведенной основной погрешности определяют по абсолютной погрешности D и нормирующему значению Хн по выражению:
g= D×100/Хн = ±q,%.
В качестве нормирующего значения измеряемой величины Хн используют: для средств измерения с равномерной шкалой и нулевой отметкой на краю или вне шкалы Хн, равное верхнему пределу измерения Хк = Хmах; для средств измерения с нулевой отметкой посередине шкалы Хн = Хmax - Xmin, т.е. протяженности диапазона измерения.
В зависимости от применяемого способа назначения класса точности применяется соответствующая форма их обозначения.
Таблица 1.1 – Обозначение точности средств измерения
| Форма выражения погрешности | Формула определения пределов допускаемой основной погрешности | Пределы допускаемой основной погрешности | Обозначение класса точности | |
| В документации | На средствах измерения | |||
| Абсолют. D | D=±а D=±(а+bX) | Класс точности М | М | |
| Относительная d | d=D×100/X, если D=±а d=±[c+d(çXк/Хç-1], если D=±(а+bX) | ±0,5 ±[0,02+0,01(çXк/Хç-1)] | Класс точности 0,5 Класс точности 0,02/0,01 | 0,5 0,02/0,01 |
| Приведенная g | g=D×100/Xн | ±0,5 ±0,5 | Класс точности 0,5 Класс точности 0,5 | Если Хн0,5 выражено в единицах величины на входе Если Хн0,5 принято равным длине шкалы или ее части |
Качество товаров и услуг как основная цель деятельности по метрологии, стандартизации и сертификации
Стандартизация, метрология и сертификация - инструменты обеспечения качества продукции, работ и услуг — аспекта коммерческой деятельности.
Обеспечение качества, базируется на триаде — стандартизация, метрология, сертификация, является одним из главных условий выхода поставщика на рынок с конкурентоспособной продукцией (услугой), а значит, и коммерческого успеха.
В разбитых и раздавленных во второй мировой войне Японии и Германии умелое применение методов стандартизации и метрологии позволило обеспечить качество продукции и тем самым дать старт обновлению экономики этих стран.
Высказывание русского философа И.А. Ильина: «...русскому народу есть только один исход и одно спасение — возвращение к качеству и его культуре. Ибо количественные пути исхожены, выстраданы и разоблачены, и количественные иллюзии на наших глазах изживаются до конца».
Изготовитель и его торговый посредник, стремящиеся поднять репутацию торговой марки, победить в конкурентной борьбе, выйти на мировой рынок, заинтересованы в выполнении как обязательных, так и рекомендуемых требований стандарта. Поэтому стандартизация является частью современной предпринимательской стратегии. Ее влияние и задачи охватывают все сферы общественной жизни.
Стандарты на процессы и документы (управленческие, товаросопроводительные, технические) содержат те «правила игры», которые должны знать и выполнять специалисты промышленности и торговли для заключения взаимовыгодных сделок.
К – это не только св-ва Т и услуг, К – показатель характеризующий экономическое положение страны. Низкий уровень К наносит ущерб экономике в национальном масштабе и напрямую влияет на уровень жизни людей (Израиль потери 25% ВВП).
Потери от низкого качества.
- 2/8;
- 1, 10, 100, 1000 (график).
«Потребитель должен получить то, что хочет, когда он это хочет» — таков первый принцип обеспечения качества, сформулированный доктором Э. Демингом.
- лучшая реклама – мнение потребителя.
- фирмой управляет потребитель.
Стандартизация - инструмент обеспечения не только конкурентоспособности, но и эффективного партнерства изготовителя, заказчика и продавца на всех уровнях управления.
Поставщику недостаточно строго следовать требованиям прогрессивных стандартов — надо подкреплять выпуск товара и оказание услуги сертификатом безопасности или качества. Наибольшее доверие у заказчиков и потребителей вызывает сертификат на систему качества. Он создает уверенность в стабильности качества, в достоверности и точности измеренных показателей качества, свидетельствует о высокой культуре процессов производства продукции и предоставления услуг.
В перспективе по ряду товаров и услуг подтверждение соответствия установленным требованиям будет производиться не только посредством сертификации, но и самим изготовителем продукции или исполнителем услуги. В этих условиях возрастают роль, и ответственность руководителей организаций в грамотном применении персоналом правил стандартизации, метрологии и сертификации.
Соблюдение правил метрологии в различных сферах коммерческой деятельности (торговле, банковской деятельности и пр.) позволяет свести к минимуму материальные потери от недостоверных результатов измерений.
Необходима гармонизация правил стандартизации, метрологии и сертификация с международными правилами, поскольку это является важным условием вступления России во Всемирную торговую организацию (ВТО).
Успехи в рыночной экономике с конкуренцией, борьбой за доверие потребителя заставит специалистов коммерции шире использовать методы и правила стандартизации, метрологии и сертификации в своей практической деятельности для обеспечения высокого качества товаров, работ и услуг.
Преследует три цели: объяснение сущности качества; обоснование необходимости применения работ по стандартизации, метрологии и сертификации для обеспечения качества; пояснение сущности ряда «сквозных» (ключевых) терминов (качество, показатель качества, контроль качества, испытание, система качества), применяемых во всех главах учебника и обобщенных в нормативных документах.
Сертификация- это оценка соответствия. Термин является более точным и универсальным, поскольку сертификация как процедура подтверждения соответствия «третьей стороной» перестала быть основной формой этой деятельности. Оценка соответствия может осуществляться в других формах: декларирование соответствия (подтверждение соответствия первой стороной — поставщиком); аккредитация (признание компетентности органа или лаборатории); государственная регистрация (подтверждение безопасности новых пищевых продуктов, биологически активных добавок и др.); государственный надзор (проверка соответствия товаров, услуг, процессов органами госсанэпиднадзора, ветеринарного надзора и пр.

Рисунок 2.1 - Триада методов и видов деятельности по обеспечению качества
Сущность качества
Деятельность в области стандартизации, метрологии и сертификации направлена на обеспечение качества процессов и продукции как результата процесса.
Качество — степень соответствия присущих характеристик требованиям. Понятие качества включает три элемента:
-объект;
- характеристик;
- потребности (требования).
Объектом качества могут быть продукция, процесс, организация или отдельное лицо, а также любая комбинация из них.
Примером подобной комбинации является такое всеобъемлющее свойство, как «качество жизни». За рубежом, а в последнее время и в нашей стране все чаще проблему защиты интересов и прав потребителей стали рассматривать именно с позиции «качества жизни». Это понятие включает целый ряд аспектов процесса удовлетворения человеческих потребностей: качество товаров и услуг, охрана среды обитания, обеспечение физического и морального здоровья, качество образования и пр.
Товар — любая вещь, свободно отчуждаемая, переходящая от одного лица к другому по договору купли-продажи. Товар — это все, что может удовлетворять потребность.
Услуга — результат непосредственного взаимодействия исполнителя и потребителя, а также собственной деятельности исполнителя по удовлетворению потребности потребителя.
Рассмотрим второй элемент качества — характеристики. Товары и услуги обладают совокупностью отличительных свойств — характеристик. Характеристики могут быть качественными (например запах и вкус пищевого продукта, вежливость и профессионализм продавца) и количественными (скорость автомобиля, белизна фарфоровой посуды и др.),
Третий элемент — требования. Требования — это прежде всего потребности. Существует иерархия потребностей. В ее основании лежат основные потребности (обеспечение пищей, одеждой, жильем), далее (в порядке возрастания) — потребности в безопасности, в удобстве и комфортности пользования, эстетические, социальные потребности. Вершину пирамиды составляют потребности развития (потребность в творчестве, стремление к самовыражению).
Поставщики* должны обеспечивать удовлетворение потребностей. Достижение высокой удовлетворенности потребителей — основа политики качества поставщика.
Чтобы успешно конкурировать, необходимо своевременно предвидеть малейшие изменения в предпочтениях потребителей, т.е. надо знать предполагаемые, перспективные потребности. Вышеизложенный материал позволяет понять определения терминов, сформулированные отечественными учеными.
Качества продукции — совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением.
Показатель качества продукции — количественная характеристика одного или нескольких свойств продукции, входящих в ее качество, рассматриваемая применительно к определенным условиям ее создания и эксплуатации или потребления. Например, при оценке качества эмалевой краски для пола такое свойство, как жаростойкость, не будет приниматься в расчет, тогда как для краски, предназначенной для отделки кухонной плиты, это свойство следует считать, важнейшим. Показатель качества количественно характеризует пригодность товара удовлетворять, те или иные потребности. Так, потребность иметь прочную ткань определяется показателями «разрывная нагрузка», «сопротивление истиранию» и др.
Показатели качества могут выражаться в различных единицах и могут быть безразмерными. При рассмотрении показателя следует различать наименование показателя (разрывная нагрузка, ресурс) и значение показателя (соответственно 50 Н, 1000 ч).
Система качества
Долголетний опыт борьбы за качество в нашей стране и за рубежом показал, что никакие эпизодические, разрозненные мероприятия не могут обеспечить устойчивое улучшение качества. Эта проблема может быть решена только на основе системы постоянно действующих мероприятий. На протяжении нескольких десятилетии создавались и совершенствовались системы качества (СК). На современном этапе принята СК, установленная в международных стандартах — ИСО серии 9000. Требования к СК дополняют технические требования к продукции.
Фундаментальным понятием в учении о СК является понятие жизненного цикла продукции (ЖЦП).
Жизненный цикл продукции представляет собой совокупность взаимосвязанных процессов изменения состояния продукции при ее созданий ИГ использовании. Существует понятие этапа жизненного цикла продукции — условно выделяемой его части, которая характеризуется спецификой производимых на этом этапе работ и конечными результатами.
Неразрывность этапов ЖЦП подсказала исследователям проблемы качества модель обеспечения качества в виде непрерывной цепи (окружности), составляющими которой служат отдельные этапы ЖЦП. Эту модель раньше называли петлей качества (спиралью качества), а в последней версии ИСО 9000 — «процессами, жизненного цикла продукции». Важнейшее требование к СК состоит в том, что управление качеством должно охватывать все этапы ЖЦП.

Рисунок 2.2 - Процессы жизненного, цикла продукции
На этапе маркетинговых исследований проводится работа по изучению рынков сбыта и требований потребителей к продукции предприятия; условий эксплуатации продукций; возможности поставщиков материальных ресурсов в отношении качества и дисциплины поставок.
На этапе проектирования и разработки продукции выявленные по результатам маркетинга потребительские требования трансформируются в технические требования. Итогом проектирования являются техническая документация (конструкторская и технологическая документация) и опытный образец.
В процессе закупок организация оценивает и выбирает поставщиков на основе их способности поставлять продукцию в соответствии с требованиями организации.
В процессе производства осуществляются подготовка и обеспечение технологического процесса изготовления и ремонта продукции; отработка и проверка технологического процесса со стабильными значениями показателей.
Проверка продукции включает в себя контроль, измерения и испытания (при необходимости), осуществляемые на всех этапах ЖЦП. Заключительным этапом проверки является приёмочный контроль, по результатам которого должно быть подтверждено соответствие готовой продукции установленным требованиям.
Упаковывание и хранение должны способствовать сохранению качества в сферах производства к обращению (часть ЖЦП от отгрузки ее изготовителем до получения конкретным потребителем), при погрузочно-разгрузочных работах, транспортировании, хранений на складах.
Распределение и реализация заключаются в закупке товаров оптовыми организациями с целью осуществления продажи магазинам и отпуск розничными организациями товаров покупателям. На этом этапе субъектом управления качеством становится персонал организации сферы услуг. При этом продолжается предоставление услуги, в частности осуществляется обслуживание потребителя услуги. Основная задача исполнителей услуги — обеспечение качества услуги и высокой культуры обслуживания.
На этапе эксплуатации (использования и потребления) к управлению подключается потребитель продукции. От того, насколько грамотно он будет использовать (эксплуатировать) продукцию, будет, в частности, зависеть ее срок службы.
На стадии утилизации необходимо предупредить вредное воздействие использованной продукции на окружающую природную среду.
Этапом утилизации не заканчивается деятельность организации. К этому сроку, а практически еще раньше, организация начинает изучать предполагаемые потребности, уточнять текущие потребности и после маркетинговой деятельности приступает к проектированию новой продукции. Так возникает новый виток деятельности в области качества — от этапа маркетинга до этапа утилизации и т.д.
Современная система качества основывается на двух подходах: техническом (инженерном) и управленческом (административном).
СК
Разработка СК
При закупки сырья, комплектующих западные Ф всегда спрашивают сертификат К. Если его нет снижают цену на 50% - это цена риска, страховки, нестабильности пр-ция.
В Европе была принята директива ЕS 85/384, в соответствии с которой на территории этих стран, тот кто вводит продукцию в оборот несет за неё ответственность.
Существует 3 системы К
1. СК в соответствии с МС ИСО 9000;
2. Общефирменная система;
3. Системы, соответ критериям нац. премий в области К.
они сод-жат min набор требований к системе К, который используется для сертификации.
Цели СК:
1. Развить у работающих чувство улучшения результатов труда.
2. Стремиться к тому, чтобы производственные процессы стали более эффективными и безопасными.
3. Улучшать пр-цию, чтобы она отвечала требованиям потребителя.
СК дает след. пр-ва:
1. Экономия ресурсов и повышение выгодности пр-ва;
2. повышение репутации в бизнесе, что приводит к увеличению спроса и соответ. прибыли.
Рук-во Ф должно определиться в 2-х направлениях:
1. Соотношение между стратегией бизнеса и К
- max увеличение прибыли при заданном К;
- max повышение К при фиксированной себестоимости;
- max повышение К при снижении себестоимости.
2. Ресурсами, которыми располагает Ф.
При разработки СК заинтересованы:
1. потребители;
2. Персонал и администрация предприятия;
3. Поставщики сырья и материалов;
4. Общество в целом.
ТQМ – переводится как всеобщее управление на основе К.
СОКсП – состема обеспечения конкурентоспособной продукции.
СФК – структурирование ф-ции К, оно завоевало мир и вошло в число обязательных требований QS-900.
2.2 Характеристика требований к качеству продукции
Наиболее универсальными, т.е. применимыми к большинству товаров и услуг, являются требования: назначения, безопасности, экологичности, надежности, эргономики, ресурсосбережения, технологичности, эстетичности.
Требования назначения — требования, устанавливающие свойства продукции, определяющие ее основные функции, для выполнения которых она предназначена (производительность, точность, калорийность, быстрота исполнения услуга и др.), — функциональную пригодность; состав и структуру сырья и материалов; совместимость и взаимозаменяемость.
Требования эргономики — это требования согласованности конструкции изделия с особенностями человеческого организма для обеспечения удобства пользования.
Требования ресурсосбережения — это требования экономного использования сырья, материалов, топлива, энергии и трудовых ресурсов.
Требования технологичности — приспособленность продукции к изготовлению, эксплуатации и ремонту с минимальными затратами при заданных показателях качества.
Эстетические требования — это требования к способности продукций или услуги выражать художественный образ, социально-культурную значимость в чувственно воспринимаемых человеком признаках формы (цвет, пространственную конфигурацию, качество отделки изделия или помещения).
В соответствии с Законом РФ от 10.06.93 № 5154-1 «О стандартизации» требования, устанавливаемые государственными стандартами для обеспечения безопасности продукции (работ, услуг) для окружающей среды, жизни, здоровья и имущества, для обеспечения совместимости и взаимозаменяемости продукции, являются обязательными для соблюдения органами государственного управления, субъектами хозяйственной деятельности. К обязательным требованиям также относят методы контроля соответствия товара обязательным требованиям и требования к маркировке как способу информации об опасности (безопасности) товара и о правилах обращения с товаром.
Совместимость — пригодность продукции (процессе» и услуг) к совместному, не вызывающему нежелательных взаимодействий использованию при заданных условиях для выполнения установленных требований.
Взаимозаменяемость — пригодность одного изделия (процесса, услуги) для использования вместо другого изделия (процесса, услуги) в целях выполнения одних и тех же требований.
Эргономичное» можно рассматривать так же, как проявление совместимости в системе «человек — изделие», «человек — техника».
Согласно ст. 7 Закона РФ «О защите прав потребителей» товар (работа, услуга), на который законами или стандартами установлены требования, обеспечивающие безопасность жизни, здоровья потребителя и охрану окружающей среды и предотвращение причинения вреда имуществу потребителя, подлежит обязательному подтверждению их соответствия указанным требованиям (обязательной сертификации, декларированию соответствия). Таким образом, согласно двум упомянутым законам, обязательными требованиями к качеству товаров являются безопасность, экологичность, совместимость и взаимозаменяемость.
При определении состава обязательных требований нужно иметь в виду два обстоятельства:
1) в соответствии с законодательством и стандартами перечень обязательных требований может расширяться, например, за счет требований функциональной пригодности (эффективность действия дезинфицирующего средства, точность действия контрольно-кассовой машины, показатели энергопотребления электро- и радиоприборов);
2) для некоторых товаров требования надежности являются одновременно требованиями безопасности (сохраняемость пищевого продукта, безотказность транспортного средства).
Положения стандарта, содержащие требования, которые должны быть удовлетворены, называются нормами. Если норма содержит количественную характеристику, то применяют термин «норматив».
Оценка качества
Оценка качества — это систематическая проверка того, насколько объект способен выполнить установленные требования. Требования устанавливаются в документах — стандартах, технических условиях, контрактах и пр. Невыполнение требования является несоответствием. Для устранения причин несоответствия организация осуществляет корректирующие действия.
Основной формой проверки является контроль. Любой контроль включает два элемента: получение информации о фактическом состоянии объекта (о ее качественных и количественных характеристиках) и сопоставление полученной информации с установленными требованиями с целью определения соответствия, т.е. получение вторичной информации.
Контроль качества продукции— контроль количественных и (или) качественных характеристик продукции.
В процедуру контроля качества могут входить, операции измерения, анализа, испытания.
Измерения как самостоятельная процедура являются объектом метрологии.
Анализ продукции, в частности структуры и состава материалов и сырья, осуществляется аналитическими, методами - химическим анализом, микробиологическим анализом, микроскопическим анализом и пр.
Испытания — техническая операция, заключающаяся в определении одной или нескольких характеристик данной продукции, процесса или услуги в соответствии с установленной процедурой.
Иллюстрацией контроля качества продукции как комплексной процедуры является, например, контроль качества ткани. Он включает контроль качественных характеристик (внешних дефектов, соответствия утвержденному образцу — эталону по цвету, рисунку), контроль количественных характеристик путем простейших измерений (длины, ширины, толщины), испытаний (на сопротивление истиранию, разрывную прочность), химического анализа (определение волокнистого состава).
Рассмотрим подробнее значение испытания как процедуры. Основным средством испытаний является испытательное оборудование. К средствам испытаний относятся также основные и вспомогательные средства и материалы (реактивы и т.п.), применяемые при испытании.
При испытании могут применяться различные методы определений характеристик продукции и услуг,— измерительные, аналитические регистрационные (установление отказов, повреждений), органолептические (определение характеристик с помощью органов чувств).
По месту проведения испытания, бывают лабораторными, полигонными, натурными. Испытания товаров проводят главным образом в лабораторных условиях. Основное требование к качеству проведения, испытания — точность и воспроизводимость результатов. Выполнение, этих требований в существенной степени зависит от соблюдения правил метрологии.
В последние годы стали проверять семи лаборатории непосредственно на качество проведения испытаний посредством межлабораторных сравнительных испытаний — параллельного испытания стандартного изделия или пробы вещества с известными характеристиками в нескольких контролируемых лабораториях. По отклонению результатов испытаний каждой лабораторией характеристик стандартного объекта судят о точности и воспроизводимости результатов, т.е. о качестве испытаний каждой лаборатории.
Для подтверждения требуемого качества испытаний лаборатории должны пройти процедуру аккредитации. Аккредитация лабораторий — официальное признание того, что испытательные лаборатории правомочны осуществлять конкретные испытания или конкретные типы испытаний.
В России, как и за рубежом, действует Система аккредитации испытательных, измерительных и аналитических лабораторий.
Согласно Правилам проведения сертификации в РФ к испытаниям конкретной продукции допускается только аккредитованная испытательная лаборатория.
Как отмечалось выше, методы контроля обязательных требований и характеристик согласно ст. 7 Закона РФ «О стандартизации» также входят в состав обязательных требований государственных стандартов.
Рассмотрев требования к качеству и методы контроля, укажем на то, что стандарт на продукцию (услугу) разрабатывается в следующей последовательности: изучение потребности в стандартизируемом объекте — установление требований к качеству — установление характеристик — установление методов контроля характеристик.
Стандартизация
Сущность стандартизации
Объект стандартизации — продукция, работа, процесс и услуги, подлежащие или подвергшиеся стандартизации .
В процессе трудовой деятельности специалисту приходится решать систематически повторяющиеся задачи: измерение и учет количества продукции, составление технической и управленческой документации, измерение параметров технологических операций, контроль готовой продукции, упаковывание поставляемой продукции и т.д. Существуют различные варианты решения этих задач. Цель стандартизации — выявление наиболее правильного и экономичного варианта, т.е. нахождение оптимального решения. Найденное решение дает возможность достичь оптимального упорядочения в определенной области стандартизации. Для превращения этой возможности в действительность необходимо, чтобы найденное решение стало достоянием большого числа предприятий (организаций) и специалистов. Только при всеобщем и многократном использовании этого решения существующих и потенциальных задач возможен экономический эффект от проведенного упорядочения.
На примере модели конкретного объекта рассмотрим механизм стандартизации. Можно выделить четыре этапа работ по стандартизации.

Рисунок 3.1 – Классификация объектов стандартизации

Рисунок 3.2 - Механизм стандартизации
1.Отбор объектов стандартизации.
Существует определенная совокупность объектов и действий с ними: А; Б; В; Г; Д; Ж; 3; И; К...
Допустим, в учреждении используется определенный набор типов организационно-распорядительных документов — приказов, докладных записок и т.д. Некоторые из них составляются систематически, другие — в разовом порядке: А; Б; В; Г; Б; Д; А; Ж; Б; 3; А; Б; Б...
Объектом стандартизации становятся повторяющиеся объекты— Б и А, в нашем примере — отдельные типы документов.
2. Моделирование объекта стандартизации (например, объекта Б).
Нужно учесть, что процессу стандартизации подвергаются не сами объекты как материальные предметы, а информация о них, отображающая их существенные стороны (признаки, свойства), т.е. абстрактная модель реального объекта. Например, для организационно-распорядительного документа такими признаками являются: состав реквизитов 1) наименование организация, 2) наименование документа; оформление реквизитов 1) форма, 2) содержание... n, месторасположение; требования к документу 1) к учету, 2) к использованию... n, к хранению.
3. Оптимизация модели
В разных организациях варианты исполнения объекта, т.е. документа Б, могут быть разными: Б1, Б2, Б3.....Бn. В частности, возможны разный состав реквизитов, различное их оформление, использование разных бланков и т.д. Задача стандартизаторов — унифицировать документ, отобрав наилучший вариант состава реквизитов, необходимый уровень оформления, оптимальный формат бланка. Оптимальное решение достигается общенаучными методами и методами стандартизации (симплификация, типизация и пр.). В результате преобразования получается оптимальная модель стандартизируемого объекта.
4. Стандартизация модели.
На заключительном этапе осуществляется собственно стандартизация — разработка нормативного документа (НД) на базе унифицированной модели.
Из рассмотренного механизма становится понятна сущность стандартизации, которая отражена в следующем стандартизированном определении. Стандартизация — деятельность, направленная на достижение оптимальной степени упорядочения в определенной области посредством установления положений для всеобщего и многократного использования в отношении реально существующих или потенциальных задач (5).
Непосредственным результатом стандартизации является, прежде всего, нормативный документ. Применение НД является способом упорядочения в определенной области. Отсюда НД— средство стандартизация.
Методы стандартизации
Метод стандартизации — это прием или совокупность приемов, с помощью которых достигаются цели стандартизации.
Стандартизация базируется на общенаучных и специфических методах. Ниже рассматриваются широко применяемые в работах по стандартизации методы:
1) упорядочение объектов стандартизация;
2) параметрическая, стандартизация;
3) унификация продукции;
4) агрегатирование;
5) комплексная стандартизация;
6) опережающая стандартизация.
Упорядочение объектов стандартизации — универсальный метод в области стандартизации продукции, процессов и услуг. Упорядочение как управление многообразием связано, прежде всего, с сокращением многообразия. Результатом работ по упорядочению являются, например, ограничительные перечни комплектующих изделий для конечной готовой продукции; альбомы типовых конструкций неделей; типовые формы технических, управленческих и прочих документов. Упорядочение как универсальный метод состоит из отдельных методов: систематизации, селекции, симплификации, типизации и оптимизации.
Систематизация объектов стандартизации заключается в научно обоснованном, последовательном классифицировании и ранжировании совокупности конкретных объектов стандартизации. Примером результата работы по систематизации продукции может служить Общероссийский классификатор промышленной и сельскохозяйственной продукции (ОКП); который систематизирует всю товарную продукцию (прежде всего по отраслевой принадлежности) в виде различных классификационных группировок и конкретных наименований продукции.
ОКП представляет собой систематизированный свод кодов и наименований продукции, являющейся предметом поставки. ОКП состоит из классификационной (К-ОКП) и ассортиментной (А-ОКП) частей. Классификационная часть представляет собой свод кодов и наименований классификационных группировок (класс — подкласс — группа — подгруппа — вид), систематизирующих продукцию по определенным признакам. Ассортиментная часть — свод кодов и наименований, идентифицирующих конкретные типы, марки и т.п.
Рассмотрим пример кодового обозначения в ОКП продукции класса 54:
- 54 (класс) — продукция целлюлозно-бумажной промышленности;
- 54 6 (подкласс) — тетради школьные, обои и бумажно-беловые товары;
- 54 6 3 (группа) — бумажно-беловые товары;
- 54 6 31 (подгруппа) — тетради и дневники школьные;
- 54 6 31 4 (вид) — тетради для письма карандашом;
- 54 6 3 1 4 0001 (разновидность) — тетради для письма карандашом, переплет обрезной, цельнобумажный блок из бумаги типографской мелованной, объем 48 л, размер 144 Х 203 мм.
В классификационной части (класс — вид) продукция проранжирована в порядке разделения множества объектов (продукция целлюлозно-бумажной промышленности) по общим признакам (назначение и др.), в ассортиментной части — по частным признакам (конструкция и др.).
Селекция объектов стандартизации — деятельность, заключающаяся в отборе таких конкретных объектов, которые признаются целесообразными для дальнейшего производства и применения в общественном производстве.
Симплификация — деятельность, заключающаяся в определении таких конкретных объектов, которые признаются нецелесообразными для дальнейшего производства и применения в общественном производстве.
Процессы селекции и симплификации осуществляются параллельно. Им предшествуют классификация и ранжирование объектов, и специальный анализ перспективности и сопоставления объектов с будущими потребностями. Так, при разработке первого ГОСТа на алюминиевую штампованную посуду были классифицированы по вместимости, выпускаемые в тот период кастрюли. Их оказалось 50 типоразмеров. Анализ показал, что номенклатуру можно сократить до 22 типоразмеров, исключив дублирующие емкости. Были исключены емкости 0,9; 1,3; 1,7 л, которые оказались лишними при наличии в номенклатуре посуды вместимостью 1,0 и 1,5 л.
Типизация объектов стандартизации — деятельность по созданию типовых (образцовых) объектов — конструкций, технологических правил, форм документации. В отличие от селекции, отобранные конкретные объекты подвергают каким-либо техническим преобразованиям, направленным на повышение их качества и универсальности.
Так, в начале 60-х гг. в эксплуатации находилось (включая ранее снятые с производства) более 100 конструктивных разновидностей телевизоров. Была поставлена задача — устранить неоправданное многообразие схем. Для этого всю совокупность конструкций подвергли систематизации, в результате которой были выделены исходя из размера экрана по диагонали три варианта — схемы телевизоров с экраном 35, 47 и 59 см. В каждом варианте были отобраны наиболее удачные схемы, которые затем усовершенствованы с целью повышения безотказности и ремонтопригодности. В результате созданы типовые (унифицированные) конструкции — УНТ-35, УНТ-47, УНТ-59.
Оптимизация объектов стандартизации заключается в нахождении оптимальных главных параметров (параметров, назначения), а также значений всех других показателей качества и экономичности.
В отличие от работ по селекции и симплификации, базирующихся на несложных методах оценки и обоснования принимаемых решений, например экспертных методах, оптимизацию объектов стандартизации осуществляют путем применения специальных экономико-математических методов и моделей оптимизации. Целью оптимизации является достижение оптимальной степени упорядочения и максимально возможной эффективности по выбранному критерию.


Рисунок 3.3 - Выбор оптимальных знамений параметров стандартизируемых изделий
Кривая 1 показывает зависимость функции потерь в случае, когда при стандартизации выбрано максимально возможное значение параметра; на кривой 2 — аналогичный случай, но в качестве стандартного выбран минимальный параметр; кривая 3 — средние суммарные потери. Оптимальное значение может быть выбрано при минимальном значении суммарной функции потерь.
Параметрическая стандартизация. Для уяснения сущности метода рассмотрим подробнее понятие параметра. Параметр продукции — это количественная характеристика ее свойств.
Наиболее важными параметрами являются характеристики, определяющие назначение продукции и условия ее использования:
- размерные параметры (размер одежды и обуви, вместимость посуды);
- весовые параметры (масса отдельных видов спортинвентаря);
- параметры, характеризующие производительность машин и приборов (производительность вентиляторов и полотеров, скорость движения транспортных средств);
- энергетические параметры (мощность двигателя и пр.).
Продукция определенного назначения, принципа действия и конструкции, т.е. продукция определенного типа, характеризуется рядом параметров. Набор установленных значений параметров называется параметрическим рядом. Разновидностью параметрического ряда является размерный ряд. Например, для тканей размерный ряд состоит из отдельных значений ширины тканей, для посуды — отдельных значений вместимости. Каждый размер изделия (или материала) одного типа называется типоразмером. Например, сейчас установлено 105 типоразмеров мужской одежды и 120 типоразмеров женской одежды.
Процесс стандартизации параметрических рядов — параметрическая стандартизация — заключается в выборе и обосновании целесообразной номенклатуры и численного значения параметров. Решается эта задача с помощью математических методов.
При создании, например, размерных рядов одежды и обуви производятся антропометрические измерения большого числа мужчин и женщин разных возрастов, проживающих в различных районах страны. Полученные данные обрабатывают методами математической статистики.
Параметрические ряды машин, приборов, тары рекомендуется строить согласно системе предпочтительных чисел — набору последовательных чисел, изменяющихся в геометрической прогрессии. Смысл этой системы заключается в выборе лишь тех значений параметров, которые подчиняются строго определенной математической закономерности, а не любых значений, принимаемых в результате расчетов или в порядке волевого решения. Основным стандартом в этой области является ГОСТ 8032 «Предпочтительные числа и ряды предпочтительных чисел»*. На базе этого стандарта утвержден ГОСТ 6636 «Нормальные линейные размеры», устанавливающий ряды чисел для выбора линейных размеров.
Полное обозначение стандарта — ГОСТ 8032—84, где 8032 — регистрационный номер, 84 — год утверждения. Допускается сокращенное обозначение стандарта без указания года утверждения. Здесь и в дальнейшем приводятся сокращенные обозначения стандартов.
ГОСТ 8032 предусматривает четыре основных ряда предпочтительных чисел:
1-й ряд — R5 — 1,00; 1,60; 2,50; 4,00; 6,30; 10,00... имеет знаменатель прогрессии  ;
;
2-й ряд — R10 — 1,00; 1,25; 1,60; 2,00; 2,50 ... имеет знаменатель  ;
;
3-й ряд — R20 — 1,00; 1,12; 1,25; 1,40; 1,60 ... имеет знаменатель  ;
;
4-й ряд — R40— 1,00; 1,06; 1,12; 1,18; 1,25 ... имеет знаменатель  .
.
Количество чисел в интервале 1 — 10: для ряда R5 — 5, R10 — 10, R20 — 20, для ряда R40 — 40.
В некоторых технически обоснованных случаях допускается округление предпочтительных чисел. Например, число 1,06 может быть округлено до 1,05; 1,12 —до 1,1; 1,18 — до 1,15 или 1,20.
При выборе того или иного ряда учитывают интересы не только потребителей продукции, но и изготовителей. Частота параметрического ряда должна быть оптимальной: слишком «густой» ряд позволяет максимально удовлетворить нужды потребителей (предприятий, индивидуальных покупателей), но, с другой стороны, чрезмерно расширяется номенклатура продукции, распыляется ее производство, что приводит к большим производственным затратам. Поэтому ряд R5 является более предпочтительным по сравнению с рядом R10, а ряд R10 предпочтительнее ряда R20.
Применение системы предпочтительных чисел позволяет не только унифицировать параметры продукции определенного типа, но и увязать по параметрам продукцию различных видов — детали, изделия, транспортные средства и технологическое оборудование. Например, практика стандартизации в машиностроении показала, что параметрические рады деталей и узлов должны базироваться на параметрических рядах машин и оборудования. При этом целесообразно руководствоваться следующим правилом: ряду параметров машин по R5 должен соответствовать ряд размеров деталей по К10, ряду параметров машин по R10 — ряд размеров деталей по R20 и т.д.
Индекс R назван в честь французского инженера Ш. Ренара. С его именем связывают историю создания рядов предпочтения чисел.
В целях более эффективного использования тары для консервных банок и транспортных средств для их перевозки предлагается ряд грузоподъемности железнодорожных вагонов и автомашин, ряд размеров контейнеров, ящиков и отдельных консервных банок строить по ряду R5.
В радиотехнике уже давно применяются предпочтительные числа, построенные по рядам Е, принятые Международной электротехнической комиссией (МЭК). Ряды Е состоят из округленных величин теоретических чисел со знаменателем для ряда  , для ряда
, для ряда  , для ряда
, для ряда  . Например, ряды номинальных сопротивлений постоянных резисторов и ряды номинальной емкости постоянных конденсаторов (см. ГОСТ 2825 и ГОСТ 2519 соответственно) выбираются по ряду Е6. Так, для конденсаторов ряд емкостей будет следующим: 1,5; 2,2; 3,3; 4,7; 6,8 (пф, мкф).
. Например, ряды номинальных сопротивлений постоянных резисторов и ряды номинальной емкости постоянных конденсаторов (см. ГОСТ 2825 и ГОСТ 2519 соответственно) выбираются по ряду Е6. Так, для конденсаторов ряд емкостей будет следующим: 1,5; 2,2; 3,3; 4,7; 6,8 (пф, мкф).
Унификация продукции - рациональное сокращение числа типов деталей, агрегатов одинакового функционального. Она базируется на классификации и ранжировании, селекции и симплификации, типизации и оптимизации элементов готовой продукции. Основными направлениями унификации являются:
- разработка параметрических и типоразмерных рядов изделий, машин, оборудования, приборов, узлов и деталей;
- разработка типовых изделий в целях создания унифицированных групп однородной продукции;
- разработка унифицированных технологических процессов, включая технологические процессы для специализированных производств продукции межотраслевого применения;
- ограничение целесообразным минимумом' номенклатуры разрешаемых к применению изделий и материалов.
Результаты работ по унификации оформляются по-разному: это могут быть альбомы типовых (унифицированных) конструкций деталей, узлов, сборочных единиц; стандарты типов, параметров и размеров, конструкций, марок и др.
В зависимости от области проведения унификация изделий может быть межотраслевой (унификация изделий и их элементов одинакового или близкого назначения, изготовляемых двумя или более отраслями промышленности), отраслевой и заводской (унификация изделий, изготовляемых одной отраслью промышленности или одним предприятием).
В зависимости от методических принципов осуществления унификация может быть внутривидовой (семейств однотипных изделий) и межвидовой или межпроектной (узлов, агрегатов, деталей разнотипных изделий).
Степень унификации характеризуется уровнем унификации продукции — насыщенностью продукции унифицированными, в том числе стандартизированными, деталями, узлами и сборочными единицами. Одним из показателей уровня унификации является коэффициент применяемости (унификации) Кп, который вычисляют по формуле

где n — общее число деталей в изделии, шт.; n0 — число оригинальных деталей (разработаны впервые), шт.
При этом в общее число деталей (кроме оригинальных) входят стандартные, унифицированные и покупные детали, а также детали общемашиностроительного, межотраслевого и отраслевого применения.
Покупное изделие — комплектующее изделие, получаемое предприятием в готовом виде и изготовленное по технической документации предприятия-поставщика. Так, для радиозавода, выпускающего радиоприемники, элементы питания являются покупным изделием.
Коэффициент применяемости можно рассчитывать применительно к унификации деталей общемашиностроительного (ОМП), межотраслевого (МП) и отраслевого (ОП) применения.
Согласна плану повышения уровня унификации машиностроительной продукции предусмотрено снижение доли оригинальных изделий я соответственно повышение доли изделий (деталей, узлов) ОМП, МП, ОП.
Коэффициенты применяемости могут быть рассчитаны: для одного изделия; для группы изделий, составляющих типоразмерный (параметрический) ряд; для конструктивно-унифицированного ряда.
Примером использования унификации в типоразмерном ряду изделий может быть ГОСТ 26678 на параметрический ряд холодильников. В установленном стандартном параметрическом ряду находятся 17 моделей холодильников и три модели морозильников. Коэффициент применяемости ряда составляет 85%. В ГОСТе указываются перечень составных частей, подлежащих унификации в пределах параметрического ряда (допустим, холодильные агрегаты двухкамерных холодильников с объемом камеры 270 и 300 см3 и объемом низкотемпературного отделения 80 см3), и перечень составных частей; подлежащих унификации в пределах одного типоразмера* (например, холодильный агрегат по присоединительным размерам, конденсатор).
Агрегатирование — это метод создания машин, приборов и оборудования из отдельных стандартных унифицированных узлов, многократно используемых при создании различных изделий на основе геометрической и функциональной взаимозаменяемости. Например, применение в мебельном производстве щитов 15 размеров и стандартных ящиков трех размеров позволяет получить при различной комбинации этих элементов 52 вида мебели.
Агрегатирование очень широко применяется в машиностроении, радиоэлектронике. Развитие машиностроения характеризуется усложнением и частой сменяемостью конструкции машин. Для проектирования и изготовления большого количества разнообразных машин потребовалось в первую очередь расчленить конструкцию машины на независимые сборочные единицы (агрегаты) так, чтобы каждая из них выполняла в машине определенную функцию. Это позвонило специализировать изготовление агрегатов как самостоятельных изделий, работу которых можно проверить независимо от всей машины.
Расчленение изделий на конструктивно законченные агрегаты явилось первой предпосылкой развития метода агрегатирования. В дальнейшем анализ конструкций машин показал, что многие агрегаты, узлы и детали, различные по устройству, выполняют в разнообразных машинах одинаковые функции. Обобщение частных конструктивных решений путем разработки унифицированных агрегатов, узлов и деталей значительно расширило возможности данного метода.
В настоящее время на повестке дня переход к производству техники на базе крупных агрегатов — модулей. Модульный принцип широко распространен в радиоэлектронике и приборостроении; это основной метод создания гибких производственных систем и робототехнических комплексов.
Комплексная стандартизация. При комплексной стандартизации осуществляются целенаправленное и планомерное установление и применение системы взаимоувязанных требований как к самому объекту комплексной стандартизации в целом, так и к его основным элементам в целях оптимального решения конкретной проблемы. Применительно к продукции — это установление и применение взаимосвязанных по своему уровню требований к качеству готовых изделий, необходимых для их изготовления сырья, материалов и комплектующих узлов, а также условий сохранения и потребления (эксплуатации). Практической реализацией этого метода выступают программы комплексной стандартизации (ПКС), которые являются основой создания новой техники, технологии и материалов.
Так, при осуществлении программы комплексной стандартизации трансформаторов потребовалось помимо разработки нового ГОСТа на трансформаторы пересмотреть и создать 36 других взаимосвязанных стандартов, в частности стандарты на изделия и материалы, применяемые при изготовлении трансформаторов: электротехническую тонколистовую сталь и методы ее испытаний; электроизоляционный картой и методы определения «по прочности и электроизоляционных свойств; кабельную бумагу; фарфоровые изоляторы, изоляционные материалы (текстолит, стеклотекстолит).
Для обеспечения точной геометрии листов стали были разработаны и уточнены стандарты на нормы точности прокатных станов.
Для обеспечения необходимого качества электроизоляционного картона потребовалась разработка стандарта на сульфатную облагороженную целлюлозу. Таким образом, для разработки и реализации программы комплексной стандартизации трансформаторов потребовалось участие многих отраслей промышленности.
В связи с резким сокращением финансирования работ по стандартизации в последнее десятилетие работы по комплексной стандартизации выполняются в очень ограниченном объеме, в основном в рамках федеральных целевых программ, которые содержат раздел по нормативному обеспечению качества и безопасности работ и услуг.
Стандартизация услуг
Состояние стандартизации
Сфера услуг занимает весьма значительное место в экономике и жизни общества. Об этом свидетельствуют следующие данные:
- в промышленно развитых странах на сферу услуг приходится более двух третей валового внутреннего продукта и занятости населения;
- по прогнозу специалистов, объем торговли услугами, как на международном, так и на внутреннем рынке страны превысит соответствующий объем торговли товарами;
- доля работающего населения страны, занятого в сфере уст луг, превышает 30% и имеет тенденцию к дальнейшему росту.
В 1995 г. вступило в действие Генеральное соглашение о торговле в сфере услуг (ГАТС), которое ставит целью стимулирование и правовое обеспечение торговли на мировом рынке всеми видами услуг.
Расширяется перечень оказываемых услуг. К традиционным для нашей страны услугам добавляются новые: фрахтовые, аудиторские, трастовые, рекламные и др.
Объем торговли услугами растет как в сфере оказания услуг населению, так и в сфере производственных услуг — услуг в промышленности, на_ транспорте, в строительстве, в сельском хозяйстве.
Рассмотрим стандартизацию услуг в сфере услуг населению.
В трактовке понятия «услуги» отсутствует единый подход: в одних документах — это родовое понятие (например, «Общероссийский классификатор услуг населению»), в других термин «услуга» отделен от термина «работа» («Правила сертификации работ и услуг»).
В терминологическом стандарте ГОСТ Р 50646—94 «Услуги населению» в понятие «услуги» включают материальные услуги (услуги, связанные с ремонтом и изготовлением изделий, жилищно-коммунальные услуги, услуги общественного питания и т.д.) и социально-культурные услуги (медицинские услуги, услуги культуры, туризма, образования и т.д.). Гражданский кодекс РФ определяет материальную услугу как работу. Закон РФ «О защите прав потребителей» также четко разделяет термины «услуга» и «работа». В федеральных правилах обслуживания укоренились выражения «выполнение работ» и «оказание услуг».
За рубежом услугу, не связанную с материальной продукцией, называют «чистой».
В связи с вышеизложенным автор оперирует в учебнике в отдельных случаях термином «услуга» как родовым понятием, в других— применяет термины «работа» и «услуга», если этого требует комментарий официального документа.
Работы по стандартизации услуг начали проводиться практически в 1992 г. Толчком к развитию стандартизации в этой сфере стали Закон РФ «О защите прав потребителей» и вытекающая из него необходимость создания механизма защиты потребителей от опасных услуг. Одним из главных механизмов, выбранных Госстандартом России, стала обязательная сертификация.
Сертификация
Основные понятия в области оценки соответствиям сертификации
К объектам сертификации относятся продукция, услуги, работы, системы качества, персонал, рабочие места и пр.
Поскольку сертификация является одним из видов деятельности по оценке соответствия, то ниже рассматриваются термины и определения в этой области.
Соответствие — это соблюдение установленных требований к продукции, процессу или услуге (далее — продукция).
Оценка соответствия — любая деятельность, связанная с прямым или косвенным определением того, что соответствующие требования выполняются.
Во «Введении» уже отмечалось, что оценка соответствия является родовым понятием. Типичными примерами деятельности по оценке соответствия являются подтверждение соответствия (сертификации, принятие декларации соответствия), регистрация, аккредитация, испытания и контроль и др.
В оценке соответствия участвуют первая, вторая, третья стороны. Участвующие стороны представляют, как правило, интересы поставщиков (первая сторона) и покупателей (вторая сторона).
Третья сторона — лицо или орган, признаваемые независимыми от участвующих сторон в рассматриваемом вопросе.
Подтверждение соответствия — деятельность, результатом которой является документальное свидетельство, дающее уверенность в том, что продукция соответствует установленным требованиям.
Свидетельство может быть в виде сертификата соответствия или декларации о соответствии.
Сертификация — это процедура, посредством которой третья сторона документально удостоверяет, что продукция соответствует установленным требованиям.
Принятие декларации о соответствии — процедура, посредством которой поставщик документально удостоверяет, что продукция соответствует установленным требованиям.
Таким образом, в случае принятия декларации, о соответствии (далее — декларирование соответствия) подтверждение соответствия производится первой стороной — поставщиком. В роли первой стороны может выступать изготовитель продукции или исполнитель услуги. Они удостоверяют соответствие с помощью имеющихся у них собственных доказательств и/или доказательств, представленных третьей стороной.
Декларация о соответствии имеет юридическую силу наравне с сертификатом соответствия.
Подтверждение соответствия может носить обязательный и добровольный характер. Обязательное подтверждение вводится законодательными актами РФ и техническими регламентами. Перечни продукции, подлежащей обязательному подтверждению соответствия, утверждаются Правительством РФ.
Система оценки соответствия — это система, располагающая собственными правилами выполнения работ и правилами управления для осуществления оценки соответствия. Типичными примерами систем оценки являются системы, испытаний, контроля, сертификации. В учебнике рассматриваются системы сертификации. Системы оценки соответствия, в частности системы сертификации, могут действовать на национальном, региональном или международном уровнях.
В нашей стране системы сертификации создаются специально уполномоченными на это федеральными органами исполнительной власти — Госстандартом России, Минздравом России, Минсвязи России и пр. Соответственно образующим федеральным органам существует 18 систем обязательной сертификации.
В дальнейшем изложение темы будет проводиться преимущественно на примере системы сертификации, возглавляемой Госстандартом России, — «Системы сертификации ГОСТ Р», которая охватывает (помимо прочей продукции) все товары народного потребления и услуги населению.
Знак соответствия—зарегистрированный в установленном порядке знак, применяемый или выданный в соответствии с установленными требованиями, указывающий., что данная продукция соответствует конкретному стандарту или другому нормативному документу.
В случае сертификации знак соответствия применяется и выдается в соответствии с правилами сертификации.
Заявитель — изготовитель, продавец, исполнитель; обратившиеся с заявкой на проведение работ по подтверждению соответствия.
История сертификации
Хотя термин «сертификация» стал известен в повседневной : жизни и коммерческой практике сравнительно недавно (в последнее десятилетие), тем не менее сертификация как процедура ; применяется давно и термин «сертификат» известен с XIX в.
Так, в Энциклопедическом словаре Ф.А. Брокгауза и ИА Ефрона, изданном в 1900 г., дается несколько определений сертификата, одно из них: сертификат — это удостоверение. В финансовой сфере сертификат трактуют в одних случаях как денежное свидетельство на определенную сумму, в других — как облигацию специального государственного займа.
Имеются сведения о том, что производители товаров издавна гарантировали качество своих изделий, в том числе письменно, т.е. снабжали их (по современной терминологии) «заявлениями о соответствии». Диапазон таких заявлений был весьма широк, он охватывал даже произведения искусства. Сохранились свидетельства о том, что знаменитые художники Возрождения гарантировали сохранность своих картин в течение 300 лет. И что самое интересное, такие гарантии в большинстве случаев оказались реальными.
Описанные факты являются примером сертификации первой стороной.
В метрологии сертификация давно известна как деятельность по официальной проверке и клеймению (или пломбированию) прибора (весов, гирь). Клеймение свидетельствует о том, что прибор удовлетворяет сертификационным требованиям по его конструктивным и метрологическим характеристикам. Более 100 лет термин «сертификат» используется в международной метрологической практике. Так, сопроводительный документ к полученному Россией в 1879 г. прототипу килограмма -имел следующее название: «Международный комитет мер и весов. Сертификат Международного бюро мер и весов для прототипа килограмма № 12, переданного Министерству финансов Российской Империи». В этом объемном документе содержатся сведения об изготовителе прототипов и их аттестации, о химическом составе и объеме, т.е. изложены идентифицирующие признаки. В документе указаны должности и фамилии лиц, выполнявших те или иные технологические операции. Подробно описан процесс метрологической аттестации прототипа, т.е. признание эталона узаконенным на основе тщательного исследования его метрологических свойств. В частности, для прототипа килограмма были проведены «сертификационные испытания»: для всей группы прототипов (всего 42) было проведено 1092 взвешивания для сравнения между собой и с международным (главным) прототипом, который, в свою очередь, был сличен с архивным килограммом.
Описанный опыт является примером сертификации третьей стороной — Международным бюро мер и весов.
В течение нескольких столетий действуют так называемые «классификационные организации», которые, будучи неправительственными и независимыми организациями, оценивают безопасность судов для целей их страхования. По существу, это тоже сертификация третьей стороной — сертификация соответствия. Примером классификационной организации является Регистр Ллойда — авторитетнейшая в наше время международная организация, которая имеет представительства в 127 странах мира и в течение двух столетий остается мировым лидером сертификационных организаций.
В России также есть классификационная организация — Морской Регистр, созданный в 1913 г. С самого начала Русский Регистр (так он сначала назывался), основанный страховыми компаниями, занимался тем, что сейчас называют сертификацией гражданских судов на их безопасность. Причем эта сертификация сразу же стала проводиться по международным правилам. Поэтому уже тогда она была не только престижна, но и выгодна судовладельцам: страховка судна, безопасность которого подтверждается авторитетнейшей организацией, дешевле, а его фрахт — дороже. Сегодня Морской Регистр — одна из авторитетных организаций, занимающихся сертификацией систем качества.
Сертификация в России начала проводиться в 1993 г. в соответствии с Законом РФ от 07.02.92 № 2300-1 «О защите прав потребителей» (в ред. от 17.1299), который установил обязательность сертификации безопасности товаров народного потребления.
Участники сертификации
Участниками сертификации являются изготовители продукции и исполнители услуг (первая сторона), заказчики—продавцы (первая либо вторая сторона), а также организации, предсоставляющие третью, сторону, — органы по сертификации, испытательные лаборатории (центры), Госстандарт России и другие федеральные органы исполнительной власти, осуществляющие работы по сертификации.
Основные участники—изготовители, органы по сертификации (далее — ОС) и испытательные лаборатории (ИЛ). Именно они участвуют в процедуре сертификации каждого конкретного объекта на всех этапах этой процедуры.
Изготовители обязаны:
— обеспечивать соответствие реализуемой продукции требованиям НД, на соответствие которым она была сертифицирована;
— маркировать сертифицированную продукцию знаком соответствия;
— приостанавливать или прекращать реализацию продукции, если она не отвечает требованиям НД (на соответствие которым она сертифицирована), по истечении срока действия сертификата, срока годности (службы) продукции, в случае приостановки или отмены действия сертификата решением ОС;
— извещать ОС об изменениях, внесенных в техническую документацию и в технический процесс производства продукции, если эти изменения влияют на характеристики, проверяемые при сертификации;
— указывать в сопроводительной технической документации сведения о сертификатах и НД, которым должна соответствовать продукция, и обеспечивать доведение этой информации до потребителя.
Органы по сертификации выполняют следующие основные функции:
- сертифицируют продукцию и выдают сертификат;
- осуществляют инспекционный контроль за сертифицированной продукцией;
- приостанавливают либо отменяют действие выданных им сертификатов.
Кроме того, ОС обязан: проводить идентификацию представленной продукции; вести (формировать и актуализировать) фонд НД, необходимых для сертификации; представлять заявителю по его требованию необходимую информацию в пределах своей компетентности.
ОС несет ответственность за обоснованность и правильность выдачи сертификата соответствия, за соблюдение правил сертификации.
Аккредитованные испытательные лаборатории (ИЛУ осуществляют испытания конкретной продукции или конкретные виды испытаний и выдают протоколы испытаний для целей сертификации.
ИЛ несет ответственность за соответствие проведенных ею сертификационных испытаний требованиям НД, а также за достоверность и объективность результатов.
Если орган по сертификации аккредитован как ИЛ, то его именуют сертификационным центром. Так, в стране широко известна деятельность Российского центра испытаний и сертификации «Ростест — Москва».
Для организации и координации работ в системах сертификации однородной продукции или группы услуг создаются центральные органы систем сертификации (ЦОС).
Например, Департамент госторгинспекции, внутренней торговли и существенного питания Министерства экономического развития и торговли РФ выполняет функции ЦОС услуг общественного питания и услуг розничной торговли. Функции ЦОС в системе сертификации систем качества и производства выполняет Технический центр Регистра систем качества, действующий в структуре Госстандарта России. Функции ЦОС по добровольной сертификации на соответствие требований государственных стандартов в Системе сертификации ГОСТ Р возложены на ВНИИ сертификации.
ЦОС выполняет следующие функции:
— организует работы по формированию системы сертификации и осуществляет руководство ею, координирует деятельность ОС и ИЛ, входящих в систему;
— разрабатывает предложения по номенклатуре продукции, сертифицируемой в системе;
— рассматривает апелляции по поводу действий ОС и ИЛ, участвующих в системе;
— ведет учет ОС и ИЛ (входящих в систему выданных (аннулированных) сертификатов, обеспечивает информацией о них, а также о правилах системы;
— участвует в работе по совершенствованию фонда НД, на соответствие которым проводится сертификация в системе.
Специально уполномоченный федеральный орган исполнительной власти в области сертификации (в России — Госстандарт) выполняет следующие функции:
- формирует и реализует государственную политику в области сертификации, устанавливает общие правила и рекомендации по проведению сертификации на территории Российской Федерации и опубликовывает официальную информацию о них;
- проводит государственную регистрацию систем сертификации и знаков соответствия, действующих в Российской Федерации;
- опубликовывает официальную информацию о действующих в Российской Федерации системах сертификации и знаках соответствия и представляет ее в установленном порядке в международные (региональные) организации по сертификации готовит в установленном порядке предложения о присоединении к международным (региональным) системам сертификации, а также может в установленном порядке заключать соглашения с международными (региональными) организациями о взаимном признании результатов сертификации;
- представляет в установленном порядке Российскую федерацию в международных (региональных) организациях по Вопросам сертификации и как национальный орган Российской Федерации по сертификации осуществляет межотраслевую координацию в области сертификации.
Главным участником работ по сертификации является эксперт — лицо, аттестованное на право проведения одного или нескольких видов работ в области сертификации. От его знаний, опыта, личных качеств, т.е. компетентности, зависят объективность и достоверность решения о возможности выдачи сертификата.
В работах по сертификации участвует ряд федеральных органов исполнительной власти. Госстандарт как национальный орган по сертификации осуществляет координацию их деятельности в этом направлении. Координация, как правило, проводится в форме соглашения, в котором регламентируются выбору системы сертификации, объекты сертификации, выбор аккредитующего органа и пр. В соответствии с соглашением федеральный орган может:
1) проводить сертификацию вне системы ГОСТ Р по своим правилам с выдачей соответствующих сертификатов и знаков соответствия;
2) входить в систему ГОСТ Р и осуществлять деятельность в полном соответствии с ее правилами.
Правила сертификации
1. В качестве ОС или ИЛ допускаются организации независимо от их организационно-правовых форм и форм собственности, если они не являются изготовителями (продавцами, исполнителями) и потребителями (покупателями) сертифицируемой ими продукции, при условии их аккредитации в установленном порядке.
2. Аккредитацию ОС и ИЛ организует и осуществляет Госстандарт России, федеральные органы исполнительной власти в пределах своей компетенции на основе результатов их аттестации, как правило, комиссиями. Результаты аккредитации оформляют аттестатом аккредитации.
3. Если в системе аккредитации несколько ОС одной и той же продукции (услуги), то заявитель вправе провести сертификацию в любом из них.
4. Сертификация отечественной и импортируемой продукции проводится по одним и тем же правилам.
5. Сертификаты и аттестаты аккредитации в системах обязательной сертификации вступают в силу с даты их регистрации в Государственном реестре.
Государственный реестр содержит сведения о ЦОС, ОС, ИЛ, утвержденных системах сертификации однородной продукции (группы услуг), знаках соответствия, аттестованных экспертах, документах, содержащих правила и рекомендации по сертификации.
6. Официальным языком является русский. Все документы (заявки, протоколы, акты, аттестаты, сертификаты и т.п.) оформляются на русском языке.
7. При возникновении спорных вопросов в деятельности участников сертификации заинтересованная сторона может подавать апелляцию в ОС, ЦОС, Госстандарт России, другие федеральные органы, проводящие работы по сертификации. Указанные органы рассматривают вопросы, связанные с деятельностью участников работ по сертификации, применению знаков соответствия, выдачи и отмены сертификатов и аттестатов аккредитации.
8. Сертификация проводится по схемам, установленным системами сертификации однородной продукции или группы услуг.
Схемы сертификации
Схемы сертификации — определенная совокупность действий, официально принимаемая в качестве доказательства соответствия продукции заданным требованиям.
Из таблицы видно, что в качестве способов доказательства используют: 1) испытание, 2) проверку производства, 3) инспекционный контроль, 4) рассмотрение заявки-декларации (с прилагаемыми документами).
Таблица 4.2 - Схемы сертификации продукции
| Номер схемы | Испытания в аккредитованных испытательн. лабораториях и другие способы док-тва соответствия | Проверка производства (системы качества) | Инспекционный контроль сертифицированной продукции (системы качества, производства) | |||||
| 1 | 2 | 3 | 4 | |||||
| 1 | Испытания типа | — | — | |||||
| 1а | Испытания типа | Анализ состояния производства | — | |||||
| 2
2а | Испытания типа
Испытания типа | Анализ состояния производства | Испытания образцов, взятых у продавца Испытания образцов, взятых у продавца. Анализ состояния производства | |||||
| 3 | Испытания типа | — | Испытания образцов, взятых у изготовителя | |||||
| 3а | Испытания типа | Анализ состояния производства | Испытания образцов, взятых у изготовителя. Анализ состояния производства | |||||
| 4 | Испытания типа |
| Испытания образцов, взятых у продавца. Испытания образцов, взятых у изготовителя | |||||
| 4а | Испытания типа | Анализ состояния производства | Испытания образцов, взятых у продавца. Испытания образцов, взятых у изготовителя. Анализ состояния производства | |||||
| 5 | Испытания типа | Сертификация производства или сертификация системы качества | Контроль сертифицированной системы качества (производства). Испытания образцов, взятых у продавца и (или) у изготовителя | |||||
| 6 | Рассмотрение заявки-декларации (с прилагаемыми документами) | Сертификация системы качества | Контроль сертифицированной системы качества | |||||
| Продолжение таблицы 4.2 | ||||||||
| 1 | 2 | 3 | 4 | |||||
| 7 | Испытание партии | — | — | |||||
| 8 | Испытание каждого образца | — | — | |||||
| 9 | Рассмотрение заявки-декларации (с прилагаемыми документами) |
|
| |||||
| 9а | Рассмотрение заявки-декларации (с прилагаемыми документами) | Анализ состояния производства |
| |||||
| 10 | Рассмотрение заявки-декларации (с прилагаемыми документами) |
| Испытания образцов, взятых у изготовителя и у продавца | |||||
| 10а | Рассмотрение заявки-декларации (с прилагаемыми документами) | Анализ состояния производства | Испытания образцов, взятых у изготовителя и у продавца. Анализ состояния производства | |||||
Один или совокупность нескольких способов доказательства определяют содержание схемы определенного номера.
Перед рассмотрением схем проанализируем каждый из четырех способов доказательства.
В схемах 1—5 производится испытание типа, т. е. одного или нескольких образцов, являющихся ее типовыми представителями. Испытание в схеме 7 — это уже контроль качества партии путем испытания средней пробы (выборки), отбираемой от партии с использованием метода статистического контроля. В схеме 8 испытанию подвергается каждая единица продукции. Таким образом, жесткость испытаний, а значит, надежность и стоимость испытаний возрастают по направлению 1—7—8.
Второй способ доказательства — проверка производства — применяется тогда, когда для объективной оценки качества недостаточно испытаний, а необходим анализ технологического процесса для оценки стабильности качества продукции. Для оценки производства скоропортящейся продукции этот способ доказательства является главным, так как сроки годности продукции меньше времени, необходимого для организации и проведения испытаний в ИЛ.
Под знаком соответствия при обязательной сертификации проставляется буквенно-цифровой код ОС — две буквы и две цифры. Часто буквенные индексы кода (полностью или частично) отражают начальные буквы наименования сертифицируемого объекта: УО, УИ, УП — услуги общественного питания; ЛТ — текстиль; БП — посуда; ПП, ПО, ПР... — пищевые продукты и продовольственное сырье; ЛД — товары детского ассортимента; ЛК — кожевенно-обувные изделия. Иногда буквенный индекс не является аббревиатурой наименования объекта: ME — электрооборудование; АЮ, АЯ — расширенная область аккредитации. Например, под кодом АЯ46 значится Российский центр испытаний и сертификации — «Ростест—Москва».

1 —знаки соответствия в системе ГОСТ Р
(а — знак соответствия при обязательной сертификации; б — знак соответствия «Системы добровольной сертификации» Госстандарта России; в — знак соответствия системы сертификации системе качества; г — знак соответствия «Системы добровольной сертификации ХАССП» предприятий пищевой промышленности);
2 — знаки соответствия при обязательной сертификации национальных систем сертификации отдельных стран СНГ
(а — Беларуси; б — Украины; в — Казахстана; г — Узбекистана);
3 — знаки соответствия систем обязательной сертификации отдельных федеральных органов исполнительной власти России
(а — в области пожарной безопасности ГУ Государственной противопожарной службы МВД России; б — по экологическим требованиям МПР России; в — по требованиям безопасности информации средств защиты информации Гостех-комиссии России; г — службы Морского флота Минтранса России при сертификации морских гражданских судов)
Рисунок 4.4 - Знаки соответствия
Маркирование продукции знаком соответствия осуществляет изготовитель (продавец). Исполнение знака соответствия должно быть контрастным на фоне поверхности, на которую он нанесен.
Маркирование продукции следует осуществлять способами, обеспечивающими стойкость знака соответствия к внешним воздействующим факторам.
Знак соответствия ставится на изделие и (или) тару, сопроводительную техническую документацию. Знак соответствия наносят на тару при невозможности нанесения его непосредственно на продукцию (например, для газообразных, жидких и сыпучих материалов и веществ).
Хотя Закон РФ «О защите прав потребителей» предусматривает единственными источниками информации о сертификации маркировку знаком соответствия и указание в технической документации сведений о проведении сертификации, правительственный документ (Правила продажи отдельных видов товаров от 19 января 1998 г.) допускает и такой источник информации, как копии сертификатов.
7. Инспекционный контроль (ИК) за сертифицированной продукцией проводится (если это предусмотрено схемой сертификации) в течение всего срока действия сертификата не реже одного раза в год в форме периодических и внеплановых проверок, включающих испытания образцов продукции, анализ состояния производства и пр. Цель инспекционного контроля, как это уже указывалось выше, — подтверждение соответствия реализуемой продукции установленным требованиям.
Внеплановые проверки могут проводиться в случаях поступления информации о претензиях к качеству продукции от потребителей, торговых организаций, а также надзорных органов.
Результаты ИК оформляют актом. По результатам контроля ОС может приостановить или отменить действие сертификата и в случае несоответствия продукции требованиям НД. ИК осуществляют, как правило, ОС, проводившие сертификацию данной продукции.
Приложение А
Закон РФ «О стандартизации» Структура и содержание
| Разделы | Узловые вопросы и положения |
| 1 | 2 |
| Преамбула | Закон определяет меры государственной защиты, интересов потребителей, государства посредством разработки и применения нормативных документов по стандартизации. |
| Раздел I Общие положения | Ст. 1. Понятие стандартизации. Сущность и цели стандартизации Ст. 4. Организация работ по стандартизации Государственное управление стандартизацией осуществляет Госстандарт России. Другие государственные органы участвуют в работах по стандартизации в пределах их компетенции. Субъекты хозяйственной деятельности организуют и проводят работы по стандартизации в соответствии с настоящим Законом. |
| Раздел II Нормативные документы | Ст. 6. Нормативные документы по стандартизации и требования к ним К нормативным документам по стандартизации относятся: государственные стандарты Российской Федерации, общероссийские классификаторы технико-экономической информации; стандарты отраслей, стандарты предприятий, стандарты общественных объединений. Ст. 7. Государственные стандарты, общероссийские классификаторы технико-экономической информации Перечень обязательных требований государственных стандартов. Соответствие продукции (услуг) обязательным требованиям определяется в порядке, установленном законодательством Российской Федерации об обязательной сертификации продукции (услуг). Иные требования государственных стандартов подлежат обязательному соблюдению субъектами хозяйственной деятельности в силу договора либо в том случае, если об этом указывается в технической документации изготовителя, исполнителя услуг. Ст. 8. Стандарты отраслей, стандарты предприятий, стандарты научно-технических, инженерных обществ и других общественных объединений Стандарты отраслей субъектов хозяйственной деятельности не должны нарушать обязательные требования государственных стандартов. |
| 1 | 2 |
| Раздел III Государственный контроль и надзор за соблюдением требований государственных стандартов | Непосредственное осуществление государственного контроля и надзора за соблюдением обязательных требований государственных стандартов от имени Госстандарта России проводится его должностными лицами — государственными инспекторами. |
| Раздел IV Ответственность за нарушение положений настоящего Закона | Юридические и физические лица, а также органы государственного управления, виновные в нарушении положений настоящего Закона, несут в соответствии с действующим законодательством уголовную, административную либо гражданско-правовую ответственность. |
| Раздел V Финансирование работ по государственной стандартизации, государственному контролю и надзору, стимулирование применения государственных стандартов | Ст. 15. Финансирование работ по государственной стандартизации, государственному контролю и надзору Установлен перечень видов работ, которые должны финансироваться из средств федерального бюджета (разработка государственных стандартов, устанавливающих обязательные требования, разработка и обеспечение функционирования основополагающих комплексов стандартов, проведение государственного контроля и надзора за соблюдением обязательных требований государственных стандартов и пр.). Ст. 16. Стимулирование применения государственных стандартов Государство гарантирует экономическую поддержку и стимулирование субъектов хозяйственной деятельности, которые производят продукцию (оказывают услуги), маркированную знаком соответствия государственным стандартам, в том числе государственным стандартам с предварительными требованиями на перспективу, опережающими возможности традиционных технологий. |
Приложение Б
Закон РФ «Об обеспечении единства измерений» Структура и содержание
| Разделы | Узловые вопросы и положения |
| 1 | 2 |
| Преамбула | Закон устанавливает правовые основы обеспечения единства измерений и направлен на защиту прав и законных интересов граждан, установленного правопорядка и экономики Российской Федерации от отрицательных последствий недостоверных результатов измерений. |
| Раздел I Общие положения | Ст. 1. Основные понятия Дано определение 13 терминов. Ст. 4. Государственное управление обеспечением единства измерений Государственное управление деятельностью по обеспечению единства измерений осуществляет Госстандарт России. Дан перечень задач, решаемых Госстандартом по обеспечению единства измерений. Ст. 5. Нормативные документы по обеспечению единства измерений Госстандарт утверждает нормативные документы по обеспечению единства измерений, устанавливающие метрологические правила и нормы и имеющие обязательную силу на территории Российской Федерации. |
| Раздел II Единицы величин, средства и методики измерений | Ст. 6. Единицы величин Ст. 7. Государственные эталоны единиц величин Ст. 8. Средства измерений Решения об отнесении технического устройства к средствам измерений и об установлении интервалов между поверками принимает Госстандарт России. Ст. 9. Методики выполнения измерений Измерения должны осуществляться в соответствии с аттестованными в установленном порядке методиками. |
| Раздел III Метрологические службы | Ст. 10. Государственная метрологическая служба и иные государственные службы обеспечения единства измерений Ст. 11. Метрологические службы государственных органов управления Российской Федерации и юридических лиц. |
| Раздел IV Государственный метрологический контроль и надзор | Ст. 12. Виды государственного метрологического контроля и надзора Предусмотрены две разновидности контрольно-надзорной деятельности — контроль (три вида по п.2) и надзор (три вида по п. 3). Порядок осуществления каждого вида регламентирован в ст. 14—19. |
| 1 | 2 | |||
| Ст. 13. Сферы распространения метрологического контроля и надзора Установлен «закрытый», т.е. четко ограниченный, перечень сфер. Перечень возглавляется непроизводственными сферами — здравоохранение, торговля, государственные учетные операции и пр. Ст. 14. Утверждение типа средства измерений Ст. 15. Поверка средств измерений Ст. 16. Лицензирование деятельности юридических и физических лиц по изготовлению, ремонту, продаже и прокату средств измерений Ст. 17. Государственный метрологический надзор за выпуском, состоянием и применением средств измерений, аттестованными методиками выполнения измерений, эталонами, соблюдением метрологических правил и норм Ст. 18. Государственный метрологический надзор за количеством товаров, отчуждаемых при совершении торговых операций Ст. 19. Государственный метрологический надзор за количеством фасованных товаров в упаковках любого вида при их расфасовке и продаже Ст. 20. Права и обязанности государственных инспекторов по обеспечению единства измерений Государственный метрологический контроль и надзор осуществляют должностные лица Госстандарта России — главные инспекторы и государственные инспекторы по обеспечению единства измерений Российской Федерации. Закон (п. 2) наделяет государственных инспекторов как должностных лиц широкими полномочиями в отношении, не подчиненных им органов, организаций и граждан. Ст. 21. Ответственность государственных инспекторов Ст. 22. Содействие государственному инспектору | ||||
| Раздел V Калибровка и сертификация средств измерений | Ст. 23. Калибровка средств измерений Средства измерений, не подлежащие поверке, могут подвергаться калибровке при выпуске из производства или ремонта, при ввозе по импорту, при эксплуатации, прокате и продаже. На основании договоров, заключаемых с государственными научными метрологическими центрами или органами Государственной метрологической службы, заинтересованные метрологические службы юридических лиц могут быть аккредитованы на право проведения калибровочных работ. В этих случаях аккредитованным метрологическим службам предоставляется право выдавать сертификаты о калибровке от имени органов и организаций, которые их аккредитовали. Ст. 24. Сертификация средств измерений | |||
| 1 | 2 | |||
| Раздел VI Ответственность за нарушение положений настоящего закона | Ст. 25. Уголовная, административная либо гражданско-правовая ответственность | |||
| Раздел VII Финансирование работ по обеспечению единства измерений | Ст. 26. Обязательное государственное финансирование Финансированию подлежат (в числе ряда видов деятельности, перечисленных в статье), также работы по государственному метрологическому надзору, установленные п. 3 ст. 12 Ст. 27. Оплата метрологических работ и услуг Метрологические работы и услуги, установленные п. 2 ст. 12, оплачиваются заинтересованными лицами в соответствии с условиями заключенных договоров. Таким образом, разграничение двух разновидностей контрольно-надзорной деятельности проводится по признаку возмездности. | |||
Основы метрологии и измерительной техники
Основные понятия метрологии и измерительной техники
Важнейшим условием существования современного общества является информация, значительную часть которой составляет измерительная. Измерению подвергаются более 2000 физических величин, общее число измерений насчитывает сотни миллиардов в год. На измерения расходуется до 70 % затрат общественно полезного труда. Брак продукции вследствие неправильно назначенных для измерения средств достигает 50%.
Требования к точности измерений и их оперативности постоянно ужесточаются.
Д.И. Менделеев считал, что "наука начинается с тех пор, как начинают измерять, а точная наука немыслима без меры".
Суть измерения заключается в проведении эксперимента, который позволяет установить однозначное соответствие между единицей измеряемой физической величины [Q] и самой величиной:
Q= n[Q],
где n - число единиц.
Метрология - наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности. Она изучает: физические величины и их единицы, методы и методики измерений, погрешности средств и результатов измерений.
Метрология решает вопросы обеспечения единства измерений при требуемой их точности. Это достигается единой системой физических единиц, разработкой унифицированных измерительных устройств в стандарте Государственной системы приборов (ГСП) и эталонной базы для передачи размера физических величин.
В РФ насчитывается 150 государственных и несколько сот вторичных эталонов, парк образцовых приборов.
Метрологические правила и нормы изложены Государственной системой обеспечения единства измерений (ГСИ).
Передача размера единиц измерения средствам измерения осуществляется по поверочным схемам, представляющим пирамиды с государственными эталонами в вершине и рабочими средствами измерений в основании.
Иерархическая схема передачи размера единицы измерения представляется в виде: государственный эталон вторичные эталоны образцовые средства измерений рабочие СИ.
Метрология связана с разработкой унифицированных методик измерения, включающих единые требования к методу и условиям измерений, а также к квалификации персонала, нормированию пределов погрешностей измерения, установлению границ их достоверности.
Метрологические понятия закреплены ГОСТ 16263-70 "ГСИ. Метрология. Термины и определения".
Вопросами метрологии занимаются специальные учреждения, возглавляемые Государственной метрологической службой при Госстандарте РФ.
Метрология призвана обеспечить качество измерений куда входят:
- точность результатов измерений - близость к нулю погрешности результата, более точный результат имеет меньшую погрешность;
- сходимость - близость друг к другу повторных результатов, выполненных в одинаковых условиях измерения одним и тем же методом. Количественно эта характеристика оценивается разностями полученных значений или отсчетов показаний измеряемой величины, а также размером средней квадратической или средней арифметической погрешностями.
- воспроизводимость - близость результатов измерений одной и той же величины, полученных в разных местах разными методами и средствами, разными субъектами измерения, в разное время, но приведенных к одним и тем же условиям измерения. Она характеризуется средней квадратической погрешностью сравниваемых групп измерений;
- оперативность получения измерительной информации, определяется методикой и уровнем автоматизации процесса измерений и обработки результатов;
- единство измерений, обусловленное применением узаконенных единиц, сохранением их размера в пределах установленной погрешности, использованием стандартизованных и аттестованных средств и методик измерения;
Дата: 2019-12-10, просмотров: 422.