Данный участок инструментального цеха предназначен для изготовления долбяков дисковых прямозубых m=6. Тип производства - массовый; годовая программа выпуска 220000 штук в год; режим работы двухсменный.
Определяем расчетное и принятое число станков по операциям, рассчитываем коэффициент загрузки оборудования, общее количество станков на участке.
Расчетное количество станков находим по формуле:
 ; (4.1)
; (4.1)
где  - суммарная трудоёмкость обработки годового количества деталей, обрабатываемых на участке на станках данного типоразмера, станко-ч;
- суммарная трудоёмкость обработки годового количества деталей, обрабатываемых на участке на станках данного типоразмера, станко-ч;
 - эффективный годовой фонд времени работы оборудования, ч. (для станков с ЧПУ);
- эффективный годовой фонд времени работы оборудования, ч. (для станков с ЧПУ);
 - штучное время выполнения всех операций изготовления детали, станко-мин; = 34,42;
- штучное время выполнения всех операций изготовления детали, станко-мин; = 34,42;
Трудоёмкость обработки по операциям:
 ; (4.2)
; (4.2)
где  - штучное время выполнения j-й операции изготовления i-й детали, станко-мин;
- штучное время выполнения j-й операции изготовления i-й детали, станко-мин;
Ni - годовая программа выпуска i-х деталей;
n - число разных деталей, обрабатываемых на станках данного типоразмера;
m - число операций обработки i-й детали на станках данного типоразмера.
Коэффициенты загрузки оборудования рассчитываем по формуле:
 ; (4.3)
; (4.3)
где Ср - расчетное количество станков;
Сп - принятое количество станков.
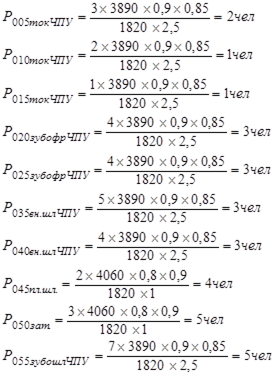
005 Токарная с ЧПУ:
010 Токарная с ЧПУ:
 ,
, 
015 Токарная с ЧПУ:
020 Зубофрезерная с ЧПУ (черновая):
025 Зубофрезерная с ЧПУ (чистовая):
035 Внутришлифовальная с ЧПУ (черновая):
040 Внутришлифовальная с ЧПУ (чистовая):
045 Внутришлифовальная:
050 Заточная:
055 Зубошлифовальная с ЧПУ:
Кроме коэффициентов загрузки для отдельных типоразмеров станков подсчитывается средний коэффициент загрузки станков по цеху (участку) Кзср - отношение суммы расчетных значений числа станков  к сумме принятых значений числа станков
к сумме принятых значений числа станков  , то есть
, то есть
 ; (4.4)
; (4.4)

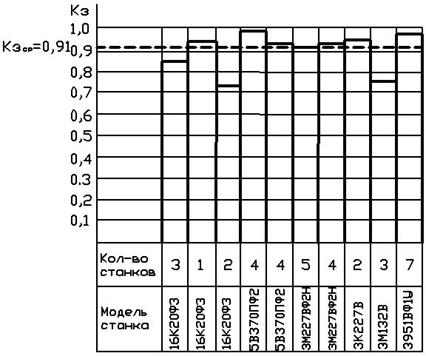
Рисунок 4.1 - График загрузки оборудования
При предварительной проработке компоновочной схемы общую площадь Sо цеха (участка) определяют по показателю удельной общей площади  , приходящейся на один станок или одно рабочее место:
, приходящейся на один станок или одно рабочее место:
 ; (4.5)
; (4.5)
дисковый долбяк цех инструментальный
где  - принятое число станков, а в случае сборки - принятое число рабочих мест цеха (участка).
- принятое число станков, а в случае сборки - принятое число рабочих мест цеха (участка).


Численность рабочих определяется по следующей формуле:
 ; (4.6)
; (4.6)
где Сп - количество основных станков цеха (участка);
Фо - эффективный годовой фонд времени работы оборудования;
Кз, Ки - коэффициенты соответственно загрузки и использования оборудования, [12 табл.5];
Фр - эффективный годовой фонд времени рабочего, ч, [12 табл.3];
Км - коэффициент многостаночного обслуживания, [12 табл.4].

При проектировании участков инструментального цеха численность основных рабочих-слесарей и основных рабочих-сварщиков определяют в зависимости от численности основных рабочих-станочников  по формулам:
по формулам:
 ; (4.7)
; (4.7)
 ; (4.8)
; (4.8)
где  и - расчетная численность соответственно слесарей и сварщиков цеха (участка);
и - расчетная численность соответственно слесарей и сварщиков цеха (участка);
 - коэффициент соотношения численности слесарей и станочников по участкам инструментального [12, табл.6];
- коэффициент соотношения численности слесарей и станочников по участкам инструментального [12, табл.6];
 - коэффициент соотношения численности сварщиков и станочников по участкам инструментального цеха [12, табл.6];
- коэффициент соотношения численности сварщиков и станочников по участкам инструментального цеха [12, табл.6];
 ;
;  .
.
В условиях крупносерийного и массового производства для обслуживания станков в составе производственных рабочих предусматривают наладчиков, число которых определяют по нормам обслуживания:
 ;
;
Численность вспомогательных рабочих при укрупненном проектировании определяют в зависимости от числа производственных рабочих по нормам 20.25% от числа производственных рабочих:
 чел.
чел.
Численность ИТР определяем по формуле:
 ; (4.9)
; (4.9)

Дата: 2019-12-10, просмотров: 397.