Для обработки деталей типа тел вращения в качестве установочных приспособлений на токарных станках используются трехкулачковые патроны. Эти патроны обладают достаточной силой зажима заготовки. Но на закрепление заготовки в ручном патроне затрачивается большое время. Для автоматизации процесса закрепления-раскрепления, а, следовательно, и повышения быстродействия было решено установить на станок трехкулачковый патрон с пневмоприводом.
Пневматический патрон (рис.3.1) предназначен для быстрого закрепления и раскрепления деталей на токарном станке. Патрон состоит из сборного поршня 1, корпуса пневмоцилиндра 4, к которому крепятся крышки 5 и 6 винтами 16. Герметичность пневмоцилиндра достигается за счёт прокладки 12 и манжет 19, 20, 21. Корпус цилиндра одевается на шлицевую втулку 10. На крышку цилиндра, за счёт замка 2, крепится корпус 3, который базируется на шлицевой втулке 10 по конической поверхности. В корпусе 3 расположены ползуны 8, которые передвигаются по направляющим. К ползунам, посредством болтов 14, 15, крепятся кулачки 7. К поршню, за счёт гайки 17, крепится тяга 11, которая запирает замок. Для точного позиционирования тяги в осевом направлении предусмотрена проточка. В неё вставляется штифт 25.
При подаче воздуха из камеры в пневмоцилиндр, поршень 1 передвигается вправо и за счёт клинового механизма передвигает вниз ползуны 8, к которым крепятся кулачки 7 и происходит закрепление заготовки.
Раскрепление заготовки происходит следующим образом: в пневмоцилиндр подаётся воздух, поршень 1 передвигается влево.
Благодаря зазору в ползуне и подпружиненной гильзе 13, ползуны 8 передвигаются вверх.
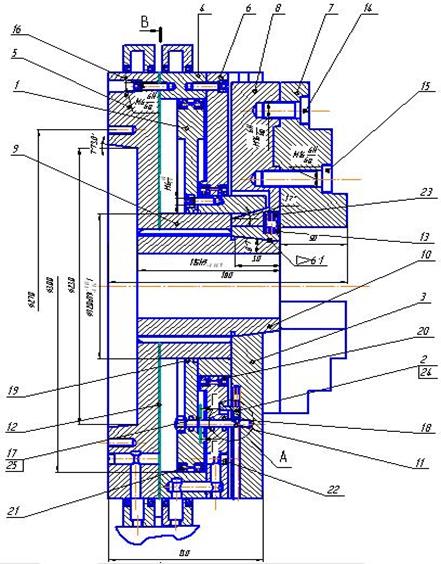
Рисунок 3.1 - Патрон трёхкулачковый пневматический
Изобразим схему зажима заготовки в патроне. Расставим силы, действующие на заготовку при точении поверхности (рис.3.2).
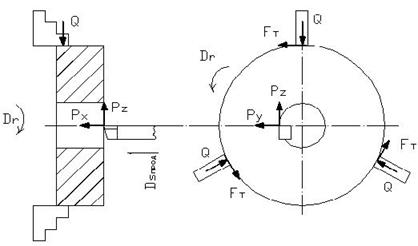

Рисунок 3.2 - Схема сил, действующих на заготовку
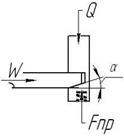
Рисунок 3.3 - Расчетная схема закрепления
Сила резания Pz, определенная при расчете режима резания Pz=1619 Н.
Момент силы Pz на диаметре 44 мм составит:
Мр= Pz∙d/2; (3.1)
Мр=1619∙0,44/2=356 Н∙м
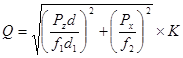
Величину силы зажима определим:
 ; (3.2)
; (3.2)
где f1 и f2 - коэффициенты трения, соответственно по периметру и образующей базовой поверхности заготовки;
К - коэффициент запаса.
Для того, чтобы выразить силы трения через составляющие силы резания, запишем 2 уравнения статики:
 (3.3)
(3.3)
ΣPox=0; F2-Px=0, откуда F1=Pzd/d1; F2=Px
d - диаметр обрабатываемой поверхности,
d1 - диаметр базовой поверхности.
Подставим значения сил трения в уравнение силы зажима и получим:
 ; (3.4)
; (3.4)
K=K0 K1 K2 K3 K4 K5 K6; (3.5)
где К0=1,5 - гарантированный запас,
К1 =1,2 - учитывает вид выполняемой операции,
К2 =1…1,8 - учитывает вид обработки и изменение сил, связанных с затуплением инструмента.
К3 =К4 =К5=1,0 - учитывает вид привода и характер закрепления заготовки (механизированный привод).
К6=1,0 - учитывает характер контакта установочных элементов с базовой поверхностью заготовки.


Силу W на штоке механизированного привода определяют в зависимости от требуемой силы зажима обрабатываемой детали, т.е.
 ; (3.6)
; (3.6)
где  - угол клина, =17;
- угол клина, =17;
k - коэффициент запаса, k=1,5.
Тогда с учётом пружины:
 ; (3.7)
; (3.7)
где Fпр - рабочее усилие пружины, Fпр=40 Н.

Диаметр гидропривода равен:
 ; (3.8)
; (3.8)
где  - диаметр цилиндра, мм;
- диаметр цилиндра, мм;
d - наружный диаметр втулки, d=120 мм;
p - давление воздуха, р=0,4 МПа; η - КПД, η=0,9
 ; (3.9)
; (3.9)

Т.к. заготовка Ш150 мм, то из конструктивных соображений принимаем диаметр цилиндра D=300 мм.
Дата: 2019-12-10, просмотров: 494.