При разработке технологического процесса изготовления дискового долбяка был использован базовый технологический процесс изготовления этого инструмента. Для обработки долбяка в проектируемом технологическом процессе было использовано более производительное оборудование и режущий инструмент, в частности режущие инструменты с напайными пластинами были заменены на сборные с механическим креплением твердосплавных пластин, блочно-модульные системы.
В базовый технологический процесс внесены следующие изменения:
1) Токарные станки заменены на токарные с ЧПУ;
2) Слесарные операции исключены из технологического процесса в связи с повышением культуры производства;
3) Горизонтально-фрезерные станки заменены зубофрезерными, что значительно повышает производительность работ за счёт использования червячных модульных фрез;
4) шлифовальные станки заменены на шлифовальные с ЧПУ.
Маршрутный технологический процесс изготовления дискового прямозубого долбяка представлен в таблице 2.2.
В базовом технологическом процессе были сделаны изменения:
токарная группа станков 163 заменена на станки с ЧПУ 16К20ФЗ,
внутришлифовальная группа 3К227А заменена на станки с ЧПУ 3М227БФ2Н. При этом увеличилась точность обработки, уменьшилось время
на переустановку инструмента, автоматизирована уборка стружки из зоны резания. Предусматривается применение инструмента с механическим креплением пластин, что ведет к увеличению производительности, т.к. сокращает удельный расход инструмента за счет многократного использования корпусов и державок и уменьшает время смены инструмента; обработка одновременно посадочного отверстия и торца на внутришлифовальном станке позволяет сократить количество операций и время обработки.
Замены на станки с числовым программным управлением значительно повышают точность обработки и дают более высокую производительность, чем станки общего назначения за счёт уменьшения вспомогательного времени.
Таблица 2.2. Маршрутный технологический процесс изготовления дискового прямозубого долбяка
| Базовый ТП | Проектируемый ТП | ||||
| № | Операция | Станок | № | Операция | Станок |
| 005 | Заготовительная | ----- | 005 | Токарная с ЧПУ | 16К20Ф3 |
| 010 | Расточная | 2А620-1 | 010 | Токарная с ЧПУ | 16К20Ф3 |
| 015 | Токарная | 163 | 015 | Токарная с ЧПУ | 16К20Ф3 |
| 020 | Токарная | 163 | 020 | Зубофрезерная с ЧПУ (черновая) | 5В370ПФ2 |
| 025 | Горизонтально-фрезерная | HECKERT | 025 | Зубофрезерная с ЧПУ (чистовая) | 5В370ПФ2 |
| 030 | Слесарная | ----- | 030 | Термическая | Печь |
| 035 | Маркировочная | ----- | 035 | Внутришлифовальная с ЧПУ (черновая) | 3М227ВФ2Н |
| 040 | Термическая | Печь | 040 | Внутришлифовальная с ЧПУ (чистовая) | 3М227ВФ2Н |
| 045 | Плоскошлифовальная | 3Д722 | 045 | Внутришлифовальная | 3К227В |
| 050 | Внутришлифовальная | 3К227А | 050 | Заточная | 3М132В |
| 055 | Координатношлифовальная | 3289АФ1 | 055 | Зубошлифовальная с ЧПУ | 3951ВФ1У |
| 060 | Внутришлифовальная | 3К227А | 060 | Маркировочная | ----- |
| 065 | Слесарная | ----- | 065 | ||
| 070 | Токарно-затыловочная | HSF-33B | 070 | ||
| 075 | Круглошлифовальная | РЕЙНЕККЕР | 075 | ||
| 080 | Шлифовальная | 5892А | 080 | ||
| 085 | Слесарная | ----- | 085 | ||
Расчет припусков
Припуски определяем на две поверхности: наружный диаметр и посадочное отверстие.
а) Расчет припусков на обработку наружного диаметра Æ143,989±0,1мм.
1. Заготовка - штамповка: Rz = 160; Т =200 мкм; d = 4000 мкм; 17 кв.
2. Точение: Rz = 30; Т = 30 мкм; d = 1000 мкм; 14 кв.
3. Шлифование: Rz = 10; Т = 20 мкм; d = 250 мкм; 11 кв.
 , (2.5)
, (2.5)
где ρкор=∆к∙ D (2.6)

ρсм=∆к∙ l (2.7)

 - кривизна в мкм на 1 мм длины заготовки,
- кривизна в мкм на 1 мм длины заготовки,

Остаточное пространственное отклонение для токарной обработки:
точение:
 ; (2.8)
; (2.8)

шлифование:
 ; (2.9)
; (2.9)

Значение припусков:
 ; (2.10)
; (2.10)


Минимальный предельный размер:

d2= dокон+2 Zmin2; (2.11)

d1 = d2+2 Zmin1; (2.12)

Максимальный диаметр:
dmax i= dmin i+δ; (2.13)
Предельные значения припусков:
 ; (2.14)
; (2.14)

 ; (2.15)
; (2.15)

Проверка:
 ; (2.16)
; (2.16)






Все расчеты сведены в таблицу 2.3 Принимаем диаметр 150 мм.
б) Расчет припусков на размер Æ44,443+0,008 мм.
1. Заготовка - штамповка: Rz = 160; Т = 200 мкм; d = 2500 мкм; 17 кв.
2. Точение: Rz = 30; Т = 30 мкм; d = 620 мкм; 14 кв.
3. Шлифование (предварительное): Rz = 10; Т = 20 мкм; d = 160 мкм; 11 кв.
4. Шлифование (окончательное): Rz = 5; Т = 15 мкм; d = 62 мкм; 9 кв.
 , (2.17)
, (2.17)
Где ρкор=∆к∙ d (2.18)

ρсм=∆к∙ l (2.19)

 - кривизна в мкм на 1 мм длины заготовки,
- кривизна в мкм на 1 мм длины заготовки,

Остаточное пространственное отклонение:
точение:
; (2.20)

шлифование (предварительное):
; (2.21)

шлифование (окончательное):
 ; (2.22),
; (2.22), 
Значение припусков:
 ; (2.23)
; (2.23)



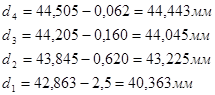
Минимальный предельный размер:
d3 = dокон+2 Zmin2; (2.24)

d2= d3+2 Zmin1; (2.25)

d1= d2+2 Zmin2; (2.26)

Минимальный диаметр:
dmin i= dmax i-δ; (2.27)
Предельные значения припусков:
 ; (2.28)
; (2.28)
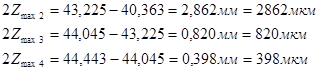
 ; (2.29)
; (2.29)
Проверка:
 ; (2.30)
; (2.30)









Все расчеты сведены в таблицу 2.4.
Принимаем диаметр 40 мм.
На длину назначаем припуск табличным методом:
подрезание торцов: по 1,2мм на сторону, т.е.2Zmin=2,4мм;
шлифование торцов: по 0,3мм на сторону, т.е.2Zmin=0,6мм.
Следовательно, 2Zmin=3мм, тогда Lзаг=29мм.
Принимаем длину заготовки Lзаг=30мм.
Таблица 2.3 - Расчет припусков и придельных размеров на обработку поверхности Æ139,452±0,1мм
| Технологические переходы | Элементы припуска | Минимальный припуск 2Zmin, мкм | dp, мм | δ, мкм | Предельный размер | Предельный допуск | |||||
| RZ | T | ρ | ε | dmin, мм | dmax, мм | 2Zпрmax, мкм | 2Zпрmin, мкм | ||||
| Заготовка | 160 | 200 | 146 | - | - | 145, 198 | 4000 | 145,2 | 150 | - | - |
| Точение | 30 | 30 | 8,76 | 120 | 1098 | 144,1 | 1000 | 144,1 | 145,1 | 4098 | 1098 |
| Шлифование | 10 | 20 | 2,92 | 120 | 361 | 143,739 | 250 | 143,739 | 143,989 | 1111 | 361 |
Таблица 2.4 - Расчет припусков и придельных размеров на размер Æ44,443+0,008 мм
| Технологические переходы | Элементы припуска | Минимальный припуск 2Zmin, мкм | dp, мм | δ, мкм | Предельный размер | Предельный допуск | ||||||||||
| RZ | T | ρ | ε |
|
|
| dmin, мм | dmax, мм | 2Zпрmax, мкм | 2Zпр. min, мкм | ||||||
| Заготовка | 160 | 200 | 52 | - | - | 42,863 | 2500 | 42,86 | 42,863 | - | - | |||||
| Растачивание | 30 | 30 | 3,12 | 120 | 982 | 43,845 | 620 | 43,85 | 43,845 | 2862 | 982 | |||||
| Шлифование (пр.) | 10 | 20 | 1,04 | 120 | 360 | 44, 205 | 160 | 44,21 | 44, 205 | 820 | 360 | |||||
| Шлифование (ок.) | 5 | 15 | 1,04 | 120 | 300 | 44,505 | 62 | 44,505 | 44,443 | 398 | 300 | |||||
Расчет режимов резания

Растачивание:
Инструмент: резец расточной Т5К10.
Определяем глубину резания: t=1 мм
Назначаем подачу S=0,5 мм/об.
Определяем скорость резания:
 (2.31)
(2.31)
где Т - среднее значение стойкости, Т=60мин (3, стр.268);
Cv=350, x=0,15, y=0,35, m=0,2 - значения составляющих коэффициентов скорости резания (3, стр.269, табл.17).
 (2.32)
(2.32)
 ; (2.33)
; (2.33)
 [3, стр.262]
[3, стр.262]


Определяем частоту вращения:
 ; (2.34)
; (2.34)
Принимаем по паспорту станка:
Действительная скорость резания:
 ; (2.35)
; (2.35)

Определяем силу резания:
 (2.36)
(2.36)
Cp=204, xp=1, yp=0,75, - значения составляющих коэффициентов скорости резания (3, стр.273, табл.22);
Kp=KmpKφpKγpKλpKrp; (2.37)
Kmp=  ; (2.38)
; (2.38)
Kmp=  ;
;
Kφp=0,89;
Kγp=1,0;
Kλp=1,0; [3, стр.275, табл.23]
Krp=1,0
Kp=1Ч0,89Ч1Ч1Ч1=0,89.

Определяем мощность:
 ; (2.39)
; (2.39)
Определяем основное время:
 ; (2.40)
; (2.40)
L=lд+lвр+lпер; (2.41)
L=lд+lвр+lпер=30+1,5+1,5=33мм.
lвр=tЧctg900+1,5; (2.42)
lвр=tЧctg900+1,5=1,5Ч0+1,5=1,5мм.
Шлифование (предварительное):
Выбираем шлифовальный круг ПП 32х40х10 24А 15 СМ1 К8,ГОСТ 2424-83;
Глубина шлифования t=0,005 мм;
Sпр=0,5Ч40=20мм;
Определяем скорость резания:
Скорость круга  Скорость заготовки
Скорость заготовки 
Определяем частоту вращения абразивного инструмента:
 ; (2.43)
; (2.43)
Принимаем 
 ; (2.44)
; (2.44)

Определяем частоту вращения заготовки:
 (2.45)
(2.45)
Принимаем 
 ; (2.46)
; (2.46)

Определяем мощность резания:
 (2.47)
(2.47)
где d - диаметр шлифования;
S - продольная подача;

Определяем основное время:
 ; (2.48)
; (2.48)
где L=26 - длина шлифуемой детали, мм
h=0,38 - припуск на сторону, мм
К - коэффициент точности, учитывающий время "выхаживания", т.е. шлифование без поперечной подачи. При предварительном шлифовании К=1,2

Дата: 2019-12-10, просмотров: 390.