Таблица 2.9 - Исходные данные
| Параметр | Обозначение | Значение | |
| Экструдируемый материал | Полиэтилен + полипропилен | - | |
| Диаметр червяка, см | D | 6,3 | |
| Отношение длины червяка к диаметру | 
| 30 | |
| Общая длина червяка, см | Lобщ=30D | 189 | |
| Длина зоны дозирования, см | Lдоз=15D | 94,5 | |
| Длина зоны питания, см | Lпит=4D | 25,2 | |
| Длина зоны пластикации, см | Lпласт=6D | 37,8 | |
| Шаг винтовой нарезки червяка, см | t=D | 6,3 | |
| Глубина канала, см | hпит | 0,6 | |
| Степень сжатия материала в зоне дозирования | k | 2,5 | |
| Частота вращения шнека, об/мин | N | 45 | |
Примем глубину канала hпит=6мм. Для определения ширины гребня винтовой нарезки е воспользуемся формулой (2.1):
e=0,lD, (2.1)
где D-диаметр червяка
е =  =0,63 см,
=0,63 см,
Вычислим  - зазор между гребнем червяка и цилиндром по формуле
- зазор между гребнем червяка и цилиндром по формуле
 =0,004
=0,004  , (2.2)
, (2.2)
где D-диаметр червяка

Рассчитаем угол подъема винтовой нарезки на гребне червяка по формуле (2.3):
 = arctg
= arctg  , (2.3)
, (2.3)
где t-шаг винтовой нарезки червяка, см
D-диаметр червяка.
Рассчитаем глубину канала в зоне дозирования по формуле (2.4) (для дальнейших расчетов шнека все метрические значения берем в сантиметрах):
 (2.4)
(2.4)
где D-диаметр червяка;
hпит-глубина канала;
к - коэффициент сжатия в зоне дозирования - К = 2,5 (для гранулированного сырья).
 .
.
По расчетам получилось 3мм < 6мм, условие hдоз <hпит соблюдено, расчет оставляем. Рассчитаем величину прямого потока по формуле (2.5):
 (2.5)
(2.5)
где D-диаметр червяка, см; hдоз - глубина канала в зоне дозирования, см; е-ширина гребня винтовой нарезки, см; t - шаг винтовой нарезки червяка, см;  -угол подъема винтовой нарезки, см; N-частота вращения шнека, об/мин.
-угол подъема винтовой нарезки, см; N-частота вращения шнека, об/мин.

Рассчитаем величину обратного потока по формуле (2.6):
 (2.6)
(2.6)
Для того что бы рассчитать Qобр нужно рассчитать  по формуле (2.7):
по формуле (2.7):
 (2.7)
(2.7)
где hдоз - глубина канала в зоне дозирования, см;
е-ширина гребня винтовой нарезки, см;
t - шаг винтовой нарезки червяка, см;
 -угол подъема винтовой нарезки, см;
-угол подъема винтовой нарезки, см;
Lдоз - длина зоны дозирования, см

Для определения эффективной вязкости расплава в винтовом канале червяка экструдера рассчитаем скорость сдвига  по формуле (2.8).
по формуле (2.8).
 (2.8)
(2.8)
где hдоз - глубинa канала в зоне дозирования, см
N-частота вращения шнека, об/мин.
D-диаметр червяка, см;

При дальнейших расчетах при определении эффективной вязкости расплава будем пользоваться диаграммой приведенной на рисунке 2.6 [21].
По графику зависимости эффективной вязкости от скорости сдвига, находим значение эффективной вязкости при t=230°C
γ=44,7 c-1; µэф= 2,3 ∙ 10-2 кг с/см2;
 (2.9)
(2.9)
 =1,72∙10-3 ∙ρ;
=1,72∙10-3 ∙ρ;
Qобр1= 1,72∙10-3 ∙ 80 =0,137 см3/с
Qобр2= 1,72∙10-3 ∙ 90 =0,154 см3/с
Qобр3= 1,72∙10-3∙100 =0,172 см3/с
Qобр4= 1,72∙10-3∙110 =0,189 см3/с
Qобр5= 1,72∙10-3∙120 =0, 206 см3/с
Qобр6= 1,72∙10-3∙130 =0,223 см3/с
Полученные данные сведем в таблицу 2.10
Таблица 2.10 - Значения величины обратного потока от давления экструдера
| Показатель | Значение | |||||
| Р, атм | 80 | 90 | 100 | 110 | 120 | 130 |
| Qобр, см3/с | 0,137 | 0,154 | 0,172 | 0,189 | 0, 206 | 0,223 |
Рассчитаем величину потока утечки по формуле (2.10):
 (2.10)
(2.10)
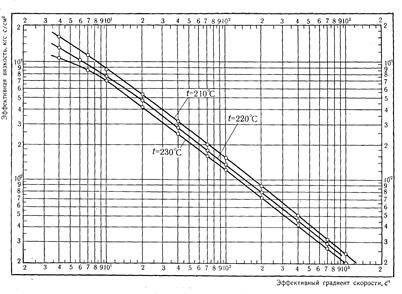
Рисунок 2.6 - График зависимости эффективной вязкости от скорости сдвига
Для того чтобы рассчитать величину потока утечки рассчитаем градиент скорости по формуле (2.11):
 ; (2.11)
; (2.11)

 ; (2.12)
; (2.12)


При дальнейших расчетах при определении эффективной вязкости расплава в зазоре будем пользоваться диаграммой 1.
Температура переработки композиции
tплав=230°С, γ'утеч=445 сек-1 µγ=3,75∙10-3 
Далее можно рассчитать величину потока утечки принимая давление создаваемое экструдером от 80-130 атм. (шаг 10 атм). Рассчитаем Q утеч по формуле (2.13)
 (2.13)
(2.13)
Qутеч1=0,84∙10-4 ∙ 80 = 0,0067 см3/с
Qутеч2=0,84∙10-4 ∙ 90 = 0,0075 см3/с
Qутеч3=0,84∙10-4 ∙ 100 = 0,0084 см3/с
Qутеч4=0,84∙10-4 ∙ 110 = 0,0092 см3/с
Qутеч5=0,84∙10-4 ∙ 120 = 0,0100 см3/с
Qутеч6=0,84∙10-4 ∙ 130 = 0,0109 см3/с
Полученные данные сведем в таблицу 2.11
Таблица 2.11 - Значения величины потока утечки при различных давлениях
| Р, атм | 80 | 90 | 100 | 110 | 120 | 130 |
| Qутеч, см3/с | 0,0067 | 0,0075 | 0,0084 | 0,0092 | 0,0100 | 0,0109 |
Пластификационная производительность экструдера определяется по формуле (2.14)
Q=Qпр - Qобр - Qутеч (2.14)
Q1=22,8 - 0,137 - 0,0067 = 22,65 см3/с
Q2=22,8 - 0,154 - 0,0075 = 22,63 см3/с
Q3=22,8 - 0,172 - 0,0084 = 22,61 см3/с
Q4=22,8 - 0,189 - 0,0092 = 22,60 см3/с
Q5=22,8 - 0, 206 - 0,0100 = 22,58 см3/с
Q6=22,8 - 0,223 - 0,0109 = 22,56 см3/с
По данным полученным в результате всего расчета составим сводную таблицу 2.12.
В таблице 2.12 указаны все значения полученные при расчете проектируемого экструдера.
Таблица 2.12 - Общая таблица полученных результатов.
| Р, атм | 80 | 90 | 100 | 110 | 120 | 130 |
| Qпр | 22,8 | 22,8 | 22,8 | 22,8 | 22,8 | 22,8 |
| Qобр, см3/с | 0,137 | 0,154 | 0,172 | 0,189 | 0, 206 | 0,223 |
| Qутеч, см3/с | 0,0067 | 0,0075 | 0,0084 | 0,0092 | 0,0100 | 0,0109 |
| Q | 22,65 | 22,63 | 22,61 | 22,60 | 22,58 | 22,56 |
Исходя из полученных данных рассчитаем среднюю производительность экструдера:
Qср=  см3/с
см3/с
Рассчитаем производительность экструдера в пересчете на кг по формуле (2.15):
 (2.15)
(2.15)
где ρ-плотность перерабатываемого материала
Q=3,6∙0,77∙22,6 =63,25 кг/час
Исходя из всего вышеизложенного можно сделать следующие выводы: предлагаемая технологическая линия наиболее выгодно и эффективно поможет переработать предлагаемые в проекте композиционные материалы на основе вторичного полипропилена и полиэтилена. В предложенном процессе учитываются и соблюдаются все технологические параметры необходимые для переработки композиций. Расчетная производительность экструдера 63 кг/час [20,21].
Экспериментальная часть
Дата: 2019-12-22, просмотров: 418.