В качестве вторичного сырья в данной дипломной работе используются одноразовые шприцы, после их использования. Поскольку шприц состоит на 50% из полиэтилена и на 50% полипропилена, то исходное сырье рассматривается как композиция так как в процесс переработки не входит отделение полипропиленовых частей от полиэтиленовых.
Описание основного технологического оборудования
Линия переработки отходов состоит из:
ножевая дробильная установка (1 шт),
промывочный лоток,
циклон для очистки воды,
загрузочный бункер,
экструдер,
сушилка.
Если используется разноцветное исходное сырье, то его подвергают окрашиванию в единый цвет. Используют любые красители, цвет зависит от заказчика. Как правило, гранулы окрашивают в цвета более темные, чем первоначальное сырье [17].
Дробильная установка
Механизм разрушения полимерных материалов принципиально отличается от процессов, протекающих при измельчении низкомолекулярных соединений, так как энергия разрушения полимеров расходуется главным образом на механические потери. Это относится как к пластмассам, так и в еще большей степени к резинам, то есть материалам, способным к значительным обратным деформациям. Поэтому оптимальные условия для измельчения данного вида отходов возникают при высоких скоростях деформирования. Разрушению также способствует снижение температуры, при которой материал становится стеклообразным и, следовательно, более хрупким [10].
В процессе работы производительность установки постепенно падает вследствие затупления или поломки ножей. Поэтому при падении производительности измельчителя на 20-30% от первоначального значения при работе на одном материале необходимо затачивать и проверять ножи [9].
На рисунке 2.2 показана конструкция роторно-ножевого измельчителя.
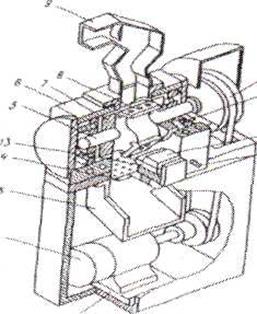
1 - поворотная плита; 2 - электродвигатель; 3 - лоток; 4 - съемная калибрующая решетка; 5 - ротор; 6 - статор; 7 - маслоотражатели; 8 - ножи ротора; 9 - загрузочный бункер; 10 - маховик;
11 - упорные подшипники; 12 - маслодробители; 13 - регулируемые ножи статора; 14 - штуцер для подачи воды.
Рисунок 2.2 - Конструкция роторно-ножевого измельчителя
Криогенная техника измельчения полимерных отходов по сравнению с измельчением при комнатной температуре имеет ряд преимуществ. В частности, расход энергии на измельчение полимерных отходов на одной из таких установок, созданных и используемых в Японии для утилизации полимерных деталей выпускаемой фирмой "Хитачи" электробытовой аппаратуры, составляет 6 Вт ч/кг отходов [18, 19].
Моечная машина
Для очистки дробленого полимерного материала от посторонних примесей, которые в полимерных отходах присутствуют в достаточном количестве, используем машину для отмывания и идентификации полимерных отходов. Моечная машина состоит из моечной ванны, электронасоса, установок для очистки и прогрева воды.
Моечная ванна представляет собой барабан, в него подается дробленый материал, затем под давлением заливается горячая вода (60-80 °С), и все тщательно перемешивается.
Затем взвесь отстаивается, а в это время происходит деление материалов по плотности. Материалы с плотностью, меньшей плотности воды (полиэтилен, полипропилен), всплывают на поверхность, а с большей плотностью (т.к процесс визуального отбора на стадии приемки вторсырья не идеален) - оседают на дне (медицинские иглы) вместе с инородными частицами - например, песка, и других видов материалов. После разделения материалов по плотности, специальные щупы собирают с поверхности весь всплывший материал и вываливают его в бункер-накопитель сушильного агрегата [19].
Стадия очистки воды
Вода, задействованная в процессе очистки отходов, фильтруется от посторонних включений и грязи и используется вновь. Циркуляция позволяет существенно снизить расход "технологической" воды. Полимерная масса подается на экструдер через смеситель силосного типа, который позволяет смешивать несколько партий [20].
Циклон
Новые методы отделения удельно легких видов полимеров от тяжелых связаны с применением гидроциклонов или центрифуг. Схема гидроциклона показана на рисунка 2.3 Принцип отделения основан на центробежных силах, при воздействии которых тяжелые частицы из водянистой полимерной суспензии выбрасываются наружу, а более легкие стекают внутрь гидроциклонов [17].
Решающие факторы, определившие выбор гидроциклона в данной работе:
невысокая стоимость;
невысокие эксплуатационные расходы;
простое обслуживание;
высокая производительность.
Загрузочный бункер
После дробления и окончательной промывки термопласт загружают в экструдер-гранулятор через загрузочный бункер, с помощью пневмозагрузчика. Операция загрузки требует особого внимания, так как самое кратковременное прекращение подачи материала приводит к падению напора расплава в машине, нарушению технологического процесса и получение гранул неправильной формы. Для крошки и стружки загрузочные бункеры оснащаются мешалками-ворошителями, изображенной на рисунке 2.4 [19].
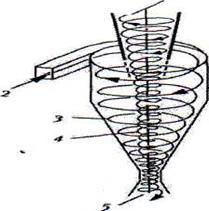
Рисунок 2.3 – Гидроциклон
легкая фракция; 2-суспензия; 3 - периферийный вихрь; 4 - внутренний вихрь; 5-тяжелая фракция.
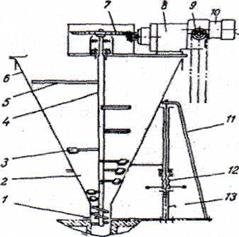
1-фланец; 2-нижняя часть воронки; 3-наклонные лопатки; 4-вертикальный вал; 5-планки; 6-верхняя часть воронки; 7-коническая передача; 8-редуктор; 9-вариатор; 10-электродвигатель; 11,13 - стойка для закрепления бункера на экструдере; 12-домкрат для подъема и поворачивания бункера.
Рисунок 2.4 - Загрузочный бункер с ворошителем одношнекового экструдера.
Экструдер-гранулятор
По устройству и принципу работы основного узла, продавливающего расплав в головку, экструдеры подразделяются на: шнековые, безшнековые и комбинированные.
Устройство экструдера.
В отдельных случаях применяются безшнековые, или дисковые, экструдеры, в которых рабочим органом, продавливающим расплав в головку, является диск особой формы. Движущая сила, продавливающая расплав, создается в них за счет развития в расплаве нормальных напряжений, направленных перпендикулярно касательным (совпадающим с направлением вращения диска). Дисковые экструдеры применяются, когда необходимо обеспечить улучшенное смешение компонентов смеси.
Комбинированные экструдеры имеют в качестве рабочего органа устройство, сочетающее шнековую и дисковую части, и называются червячно-дисковыми. Применяются для обеспечения хорошего смесительного эффекта, особенно при переработке композитов. На них перерабатываются расплавы пластмасс, имеющие низкую вязкость и достаточно высокую эластичность.
Шнековые экструдеры могут быть различных типов: одно - и двухшнековые; одно - и двухступенчатые; универсальные и специализированные; с осциллирующим (вдоль оси) и одновременно вращающимся шнеком; с зоной дегазации и без нее; с вращением шнеков в одну и в противоположные стороны и т.п. Наиболее простым является одношнековый экструдер без зоны дегазации. Основными элементами экструдера являются обогреваемый цилиндр, шнек (с охлаждением или без него), сетки, размещаемые на решетке, и формующая головка. В зависимости от природы полимера, технологических режимов переработки применяются шнеки различного профиля, в частности с различным характером изменения глубины нарезки по длине шнека. В зависимости от вида выпускаемого изделия применяют либо коротко-, либо длинношнековые машины, т.е. с малым или большим отношением длины к диаметру шнека. Значения диаметра и отношения длины к диаметру являются основными характеристиками одношнекового экструдера. Параметрический ряд отечественных экструдеров построен по диаметрам шнека:
D = 20; 32; 45; 63; 90; 125; 160; 200; 250; 320мм.
В наименовании типоразмера червячного пресса указываются L и D
На рисунке 2.5 показана схема одношнекового экструдера
Технологический процесс экструзии складывается из последовательного перемещения материала вращающимся шнеком в его зонах: питания (I), пластикации (II), дозирования расплава (III), а затем продвижения расплава в каналах формующей головки и охлаждения экструдата [20].
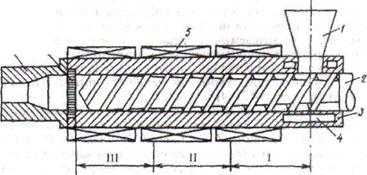
Рисунок 2.5 - Схема одношнекового экструдера
1-бункер; 2-шнек; 3-цилиндр; 4 - полость для циркуляции воды; 5-нагреватель; 6-решетка с сетками; 7 - формующая головка, I, II III - технологические зоны
Деление шнека на зоны I-Ш осуществляется по технологическому признаку, и название зоны указывает на то, какую операцию в основном выполняет данный участок шнека. Разделение шнека на зоны условно, поскольку в зависимости от природы перерабатываемого полимера, температурно-скоростного режима процесса и других факторов начало и окончание определенных операций могут смещаться вдоль шнека, захватывая различные зоны или переходя из одного участка в другой.
Цилиндр также имеет зоны обогрева определенной длины. Длина этих зон определяется расположением нагревателей на его поверхности и их температурой. Границы зон шнека I-III и зон обогрева цилиндра могут не совпадать. Для обеспечения успешного перемещения материала большое значение имеют условия продвижения твердого материала из загрузочного бункера и заполнение межвиткового пространства, находящегося под воронкой бункера.
Рассмотрим поведение материала последовательно на каждом этапе экструзии.
Изменение уровня заполнения бункера материалом по высоте также влияет на полноту заполнения шнека. Поэтому бункер снабжен специальными автоматическими уровнемерами, по команде которых происходит загрузка бункера материалом до нужного уровня. Загрузка бункера экструдера осуществляется при помощи пневмотранспорта.
Питание шнека зависит от формы частиц сырья и их плотности. Гранулы, полученные резкой заготовки на горячей решетке гранулятора, не имеют острых углов и ребер, что способствует их лучшей сыпучести. Гранулы, полученные холодной рубкой прутка-заготовки, имеют острые углы, плоское сечение среза, что способствует их сцеплению и, как следствие, ухудшению сыпучести. При длительной работе экструдера возможен перегрев цилиндра под воронкой бункера и самого бункера. В этом случае гранулы начнут слипаться, и прекратится их подача на шнек (образуется так называемый "козел").
Для предотвращения перегрева этой части цилиндра в нем делаются полости для циркуляции охлаждающей воды.
Зона питания (I). Поступающее из бункера сырье заполняет межвитковое пространство шнека зоны I и уплотняется. Уплотнение и сжатие в зоне I происходит, как правило, за счет уменьшения глубины нарезки шнека. Продвижение осуществляется вследствие разности значений силы трения полимера о внутреннюю поверхность корпуса цилиндра и о поверхность шнека. Поскольку поверхность контакта полимера с поверхностью шнека больше, чем с поверхностью цилиндра, необходимо уменьшить коэффициент трения полимера о шнек, так как в противном случае материал перестанет двигаться вдоль оси шнека, а начнет вращаться вместе с ним. Это достигается повышением температуры стенки цилиндра (нагревом) и понижением температуры шнека (охлаждением водой в зоне I).
В зону подается тепло от нагревателей, расположенных по периметру цилиндра. Если температура цилиндра такова, что начинается преждевременное плавление полимера у его стенки, то материал будет проскальзывать по этой поверхности, т.е. вращаться вместе со шнеком. Поступательное движение материала прекращается. При оптимальной температуре полимер спрессован, уплотнен и образует в межвитковом пространстве твердую пробку. Лучше всего, если такая скользящая пробка образуется и сохраняется на границе зон I и II. Свойства пробки во многом определяют производительность машины, стабильность транспортировки полимера, величину максимального давления и т.д.
Зона пластикации и плавления (II). В начале зоны II происходит подплавление полимера, примыкающего к поверхности цилиндра. Расплав постепенно накапливается и воздействует нa убывающую по ширине пробку. Поскольку глубина нарезки шнека уменьшается по мере продвижения материала от зоны I к зоне III, то возникающее давление заставляет пробку плотно прижиматься к горячей стенке цилиндра, где и происходит плавление полимера.
В зоне пластикации пробка плавится также и под действием тепла, выделяющегося вследствие внутреннего, вязкого трения в материале в тонком слое расплава, где происходят интенсивные сдвиговые деформации, - материал пластицируется. Последнее обстоятельство приводит к выраженному смесительному эффекту. Расплав интенсивно гомогенизируется, а составляющие композиционного материала перемешиваются.
Конец зоны II характеризуется распадом пробки на отдельные фрагменты. Далее расплав полимера с остатками твердых частиц попадает в зону дозирования. Уменьшающаяся глубина нарезки шнека создает давление, которое необходимо для продавливания расплава через фильтрующие сетки, подачи его в головку, уплотнения и в итоге - для выхода сформованного изделия.
Основной подъем давления Р расплава происходит на границе зон I и II. На этой границе образующаяся пробка из спрессованного материала как бы скользит по шнеку: в зоне I это твердый материал, в зоне II - плавящийся. Наличие пробки и создает основной вклад в повышение давления расплава. Запасенное на выходе из цилиндра давление расходуется на преодоление сопротивления сеток, течения расплава в каналах головки и формования изделия.
Зона дозирования (III). Продвижение гетерогенного материала (расплав, частички твердого полимера) сопровождается выделением внутреннего тепла, которое является результатом интенсивных сдвиговых деформаций в полимере. Расплавленная масса продолжает гомогенизироваться, что проявляется в окончательном плавлении остатков твердого полимера, усреднении вязкости и температуры расплавленной части. В межвитковом пространстве расплав имеет ряд потоков, основными из которых являются продольный и циркуляционный. Величина продольного потока (вдоль оси шнека) определяет производительность экструдера Q, а циркуляционного - качество гомогенизации полимера или смешения компонентов. В свою очередь, продольный поток складывается из трех потоков расплава: прямого, обратного (по шнеку) и потока утечек [18].
Течение расплава через сетки и формующую оснастку. Расплав вращающимся шнеком продавливается через решетку, к которой прижаты металлические сетки. Сетки фильтруют, гомогенизируют и создают сопротивление движению расплава, на них теряется часть давления. Проходя через систему фильтрующих сеток, порции полимерного расплава с большей вязкостью задерживаются на сетках. Этого времени должно хватить для того, чтобы порция расплава достигла нужной температуры. Сверхвысокомолекулярные фракции полимера и различные примеси задерживаются сетками и через некоторое время их вместе с сеткой удаляют из цилиндра экструдера.
После прохождения сеток гомогенизированный расплав под остаточным давлением (Р=5,0-35 МПа) продавливается в формующую оснастку и, приобретая определенный профиль, выходит практически под очень небольшим избыточным давлением из фильерной части головки [20].
Фильера (решетка) - пластина или колпачок, в донышке которого имеются калиброванные отверстия, расположенные в определенном порядке. На фильере происходит разделение общего дозированного расплава на ряд струек.
Материал, из которого изготавливают фильеры, их форма и размеры, а также размеры и количество отверстий определяются способом, средой и температурой формования волокон, составом и свойствами расплава. Фильеру как правило изготавливают из металлов, хотя известны попытки использования стекла и керамики. При формовании волокон из расплавов применяют фильеры из высоколегированных высокопрочных нержавеющих сталей.
Обычно фильеры выполняются в виде колпачков (для прядильных растворов) или пластин (для расплавов) круглой формы, рисунок 2.6

Рисунок 2.6 - Виды фильер
Донышко фильеры должно выдерживать давление от 2,5 до 5 МН/м2. Соответственно толщина донышка фильеры должна составлять 5-20мм [17].
Расчетная часть
Дата: 2019-12-22, просмотров: 401.