Термопласты могут быть подвергнуты многократному расплавлению, что объясняется их молекулярным строением. Таким образом, их вторичное использование не влечет за собой особых проблем.
Предприятия, занимающиеся переработкой полимеров, давно знакомы с понятием вторичного использования, поскольку появление отходов связанных с технологией производства, в процессе изготовления изделий из полимеров неизбежно. Отходы измельчаются таким образом, чтобы избежать загрязнения и при наличии соответствующих условий, определенная их часть добавляется в первичное полимерное сырье.
Производство шприцев за короткое время достигло десятков миллионов штук в год. Полиэтилен и полипропилен, применяемый для их изготовления, практически не подвергается каким-либо структурным изменениям за короткий период эксплуатации, и представляет собой, таким образом, прекрасное сырье для вторичной переработки
Экструзионная линия по переработке одноразовых шприцев состоит из следующих стадий:
транспортировка отходов со слада к месту дробления;
транспортировка отходов по конвейерной ленте со встроенным металлодетектором;
передача отходов на ножевую дробилку мокрого размола;
процесс отмывания измельченных отходов в моечном лотке и одновременное отделение материала от посторонних примесей;
центробежная и термическая сушка материала;
очистка воды. Использованная вода фильтруется от посторонних включений и грязи и используется вновь;
полимерная масса подается на экструдер через смеситель силосного типа, который позволяет смешивать несколько партий;
процесс пластикации на экструдере;
нарезка стренгов на гранулы [4].
Технологическая схема получения гранул из отходов смеси полимеров изображена на рисунке 2.1
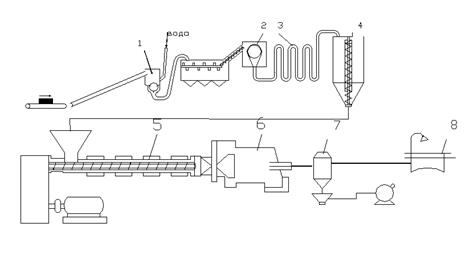
1-ножевая дробилка для мокрого размола; 2 - промывочный лоток; 3-центробежная и термическая сушилка; 4 - смеситель силосного типа; 5-экструдер; 6-ванна охлаждения; 7-сушилка.
Рисунок 2.1 - Технологическая схема получения гранул из медицинских шприцев
Прием вторсырья осуществляется в специальном помещении с хорошей вентиляцией. Поступаемые отходы вываливаются на сортировочный стол, представляющий собой решетку коробом внизу, предназначенным для мелкого мусора (песок, металлы и др.), крупные части отсортировываются вручную. Затем одноразовые шприцы взвешиваются, так как покупаются по весу, и упаковываются в передвижной контейнер, который передает на ножевую дробилку. Если отходы сильно загрязнены, рекомендуется проводить мокрый размол - в процессе измельчения подавать воду, смывающую загрязняющие полимерный материал частицы. Ножевая дробилка - это универсальный станок для измельчения "мягких и твердых" полимерных отходов. Размер частиц измельченного материала составляет от 6,5мм до 7,5мм.
После этого измельченный материал поступает в устройство, где происходит его мойка и разделение. Полимерная масса медленно проходит через промывочный лоток, перемещаясь в нем с помощью вращающихся на валу лопастей. Горячая вода, температурой 60-80°С, под давлением подается в ванну моющей машины, все тщательно перемешивается. Затем определенное время взвеси дают отстояться. В это время тяжелые примеси оседают на дне, а полипропилен и полиэтилен всплывает на поверхность, так как это самые легкие полимеры (не считая вспененных), имеют плотность 0,89 - 0,92 г/см3 [17,18].
Грязь и частицы полимеров, плотность которых превосходит плотность воды, опускаются на дно, откуда время от времени удаляются. Фракция полимера снимается с поверхности воды и передается с помощью разгрузочного шнека на сушильную установку с одновременным предварительным обезвоживанием.
Вода, задействованная в процессе очистки отходов, фильтруется от посторонних включений и грязи и используется вновь. Циркуляция позволяет существенно снизить расход "технологической" воды.
Полимерная масса подается на экструдер через смеситель силосного типа, который позволяет смешивать несколько партий.
Очищенный регранулят поступает в бункер-накопитель, откуда пневмотранспортной сушилкой одновременно подсушивается и перемещается в бункер-накопитель экструдера.
Материал, проходя по цилиндру, уплотняется, расплавляется и гомогенизируется. Корректировку температурных режимов производят в процессе работы в зависимости от свойств сырья.
Для устранения воздуха, газа и летучих веществ материальный цилиндр оснащен прорезами. Выйдя из цилиндра, расплав поступает в зону грануляции. Здесь материал продавливается через головку экструдера с отверстиями, и в виде жгутов (диаметр 2 мм, количество 70 штук), которые сразу после выхода из головки режутся специальным устройством на гранулы, которые падают в воду. Далее гранулы сушатся в сушилке, остывают и попадают в бункер-накопитель и идут на упаковку в мешки [4].
Дата: 2019-12-22, просмотров: 430.