Введение
В современном мире существует свыше 400 различных видов пластмассовых отходов. Универсального решения экологической проблемы не найдено до сих пор, поэтому идея радикального решения проблемы отходов остается актуальной. Из-за специфических свойств полимерных материалов, которые не подвергаются гниению, коррозии, а при сжигании полимеров образуется токсичная зола и газы, такие как аммиак, оксиды азота, хлороводород, диоксины, - проблема их утилизации носит, прежде всего, экологический характер. Наряду с этим возникают экономические проблемы, так как постепенно возрастают потребности в удешевлении сырья для производства полимеров [1].
Полимерные отходы - это ценное сырье, которое можно регенерировать и повторно использовать для получения полимерных материалов или как сырье для получения мономеров, олигомеров, смазочных масел, строительных материалов, и, наконец, как топливо.
Материальные и энергетические ценности, заключенные в отходах, относительно небольшие затраты на регенерацию предопределяют получение существенного экономического эффекта, усиливающегося благодаря экономии первичного сырья.
Поэтому, в последнее время, большой интерес представляет собой вторичная переработка с получением материалов, продуктов, изделий, пригодных к дальнейшему использованию. В странах Западной Европы наибольшее распространение получил механический рециклинг. Во Франции и Германии способом механического рециклинга перерабатывается 20% полимерных отходов [2,3].
На сегодняшний день от общего объема ТБО количество образующихся отходов одноразовых шприцев составляет 2%. Системы сбора, удаления, переработки и обезвреживания, медицинских отходов в России в настоящее время несовершенны. Количество медицинских отходов имеет устойчивую тенденцию к интенсивному росту [3].
Использованные одноразовые шприцы чаще не проходят процесс сортировки, т.е. не отделяются поршень, цилиндр и игла, которые состоят из разных материалов (ПЭ, ПП и металл соответственно). При этом следует уточнить, что металл всегда легче отделить от полимерных материалов. Отделение же таких материалов, как ПП и ПЭ, в автоматическом режиме представляет собой достаточно дорогостоящий процесс. Поэтому целью данного дипломного проекта явилась разработка технологической линии по переработке одноразовых шприцев во вторичное сырье.
Задачами данного дипломного проекта являются:
Обзор методов по проблеме переработки одноразовых шприцев.
Определение реологических характеристик (ПТР, эффективная вязкость, напряжение сдвига, скорость сдвига), с целью определения возможности совместной переработки композиций на основе полимеров ПП и ПЭ.
Создание технологической линии по переработке одноразовых шприцев.
Литературный обзор
Свойства вторичных полимерных материалов
Смеси пластиков
Утилизация изделий, состоящих из комбинации различных полимеров, является насколько трудоемкой, настолько и перспективной задачей. При создании вторичных материалов с допустимыми механическими свойствами из смесей пластиков отпадает необходимость в сортировке медицинских изделий, что должно положительно сказаться на себестоимости переработки.
Для достижения видимых успехов в утилизации многокомпонентных отходов необходимо вести переработку с максимально коротким циклом. Задача состоит в том, чтобы, с одной стороны, избежать лишних материальных затрат, а с другой - сократить время переработки, не давая возможности полимерам, входящим в состав материала, начать разрушаться. По этой причине необходимо выдерживать рабочую температуру низкой. Необходимо также выбирать им приложения, которые не требуют высоких механических свойств и не обладают значительными габаритами. Только так можно избежать серьезного влияния себестоимости переработки на конечную стоимость изделия, а также нивелировать невысокие механические свойства многокомпонентного полимера малыми размерами изделий формируемых из него.
С другой стороны смеси полимерных отходов можно рассматривать как композицию ПКМ и выбрав оптимальные условия переработки таких композиций получать сырье не многим отличающиеся от первичного [14].
Окислительная деструкция
Окислительная деструкция полимеров начинается в результате взаимодействия макрорадикалов с кислородом и озоном воздуха и активируется тепловой, световой и механической энергией; соответственно различают термо-, фото- и механоокислительные процессы. В реальных условиях эксплуатации полимеров процесс окисления сопровождается и тепловым, и световым, и механическим воздействиями. Свободные макрорадикалы в твердом полимере остаются после прекращения реакции полимеризации или они возникают под влиянием фотолиза, радиолиза, химического или механического воздействия. В твердом полимере их подвижность мала, и скорость их реакции с кислородом обычно больше скорости рекомбинации [15].
Скорость окислительной деструкции определяется скоростью диффузии кислорода в полимер и скоростью химического взаимодействия полимера с кислородом. Скорость диффузии кислорода в полимер наиболее высока, если полимер находится в растворе или расплаве. Полимеры, набухающие в воде, быстрее подвергаются окислительной деструкции, так как в этом случае также возрастает скорость диффузии кислорода в полимер. Чем выше степень кристалличности полимера, тем ниже скорость диффузии кислорода.
Окислительная деструкция насыщенных полимеров протекает медленнее по сравнению с ненасыщенными и может сопровождаться начальным возникновением перекисей; получающиеся при этом макрорадикалы могут давать полимерные перекиси, разлагаться с одновременным разрывом цепи, стабилизироваться путем рекомбинации диспропорционирования.
Рекомбинация макрорадикалов в твердом полимере протекает очень медленно, если процесс не активируется повышением температуры. Однако рекомбинация макрорадикалов с перекисными концевыми группами происходит с достаточно высокой скоростью, что объясняю: передачей кинетической цепи вдоль макрорадикала.
Склонность полиолефинов к окислению, их реакционная способность в реакциях окисления определяются структурой звеньев и плотностью упаковки макромолекул в полимере.
Полиэтилен при нагревании на воздухе окисляется медленно. Под влиянием света скорость реакции окисления резко увеличивается. Поглощение кислорода вызывает вначале понижение молекулярного веса полимера и температуры его размягчения. При нагревании частично окисленного полиэтилена молекулярный вес начинает увеличиваться в результате соединения макромолекул кислородными мостиками. Процесс старения полиэтилена сопровождается изменением не только химического состава макромолекул, но и их структуры. Скорость окисления полиэтилена несколько выше скорости окисления низкомолекулярных парафинов, что, очевидно, связано с наличием в его макромолекулах небольшого количества карбонильных и винильных звеньев. Световое воздействие приводит к разрушению макромолекул в тех местах, где находятся карбонильные группы.
Чем выше степень разветвленности полиэтилена, тем меньше его стойкость к действию кислорода из-за высокой концентрации  -водородных атомов в макромолекуле. Одновременно с увеличением степени разветвленности возрастает объем аморфной фазы в полиэтилене, где развивается процесс окисления.
-водородных атомов в макромолекуле. Одновременно с увеличением степени разветвленности возрастает объем аморфной фазы в полиэтилене, где развивается процесс окисления.
Разрушение полипропилена кислородом воздуха проходит с большей скоростью, чем полиэтилена. Только при кратковременном нагревании полипропилена до 250-З00°С в присутствии антиоксидантов можно предотвратить его деструкцию и ухудшение механических свойств. Процесс старения полипропилена под действием тепла и света аналогичен старению полиэтилена: вначале преобладают процессы деструкции, и длина цепей полимера уменьшается, затем начинают развиваться процессы межмолекулярного взаимодействия, приводящие к полной потере эластичности и пластичности.
Частичное окисление часто является целенаправленным процессом модификации свойств полиолефинов. Наличие кислородсодержащих групп в составе полиолефинов повышает адгезионное взаимодействие полимерных пленок с защищаемыми поверхностями и адсорбцию азокрасителей, придает изделиям стойкость к окислительной деструкции под влиянием кислорода воздуха, увеличивает жесткость и деформационную устойчивость. В процессе окисления в полимере возникают группы, облегчающие прививку к нему другого полимера. Окислению целесообразно подвергать поверхностные слои готового изделия, применяя в качестве реагента смесь кислорода с озоном. В процессе направленного (контролируемого) окисления в полиолефинах появляются карбоксильные и гидроперекисные группы. Карбоксильные и гидроперекисные группы могут инициировать привитую сополимеризацию [16].
Механическая деструкция
Механическая деструкция полимеров протекает под влиянием механических напряжений, превосходящих энергию химических связей в основных цепях макромолекул. Под действием механических напряжений в полимерах проходят одновременно два процесса: скольжение макромолекул относительно друг друга (вязкое течение) и разрыв ковалентных связей в местах наибольшей концентрации напряжений (механическая деструкция). Преобладание любого из этих процессов в линейных полимерах определяется прочностью химических связей, жесткостью макромолекул и величиной межмолекулярного взаимодействия.
Деструкция при механических воздействиях приводит к разрушению макромолекул на осколки, молекулярный вес которых зависит от природы полимера и условий нагружения.
Механическое напряжение вызывает преимущественно гомолитический разрыв макромолекул с образованием макрорадикалов.
При деструкции в присутствии кислорода образуются перекисные радикалы, которые инициируют развитие окислительных процессов, осложняющих рекомбинацию макрорадикалов и приводящих к понижению молекулярного веса линейного полимера или разрушению на случайные осколки сетчатого. В инертной среде макрорадикалы рекомбинируются. Образование связей происходит направленно (в соответствии с направлением механических сил), что проявляется в анизотропии свойств продуктов деструкции. В результате рекомбинации макрорадикалов может повыситься степень разветвленности макромолекул и увеличиться количество гель-фракции, так как часть линейного полимера превращается в сетчатый полимер. При механической деструкции эластичного сетчатого полимера рекомбинация макрорадикалов приводит к образованию новой полимерной сетки, более устойчивой к внешним воздействиям. Одновременно может происходить и диспропорционирование макрорадикалов, в результате которого понижается средний молекулярный вес полимера и становится уже его молекулярно-весовое распределение [12].
Существующие методы механической переработки предполагают переработку одноразовых шприцев в разобранном виде, то есть цилиндр отдельно, поршень отдельно. Необходимым условием данных методов является тщательная сортировка шприцев, что значительно усложняет процесс. Поэтому цель данной работы заключается в изучении способов совместной переработки различных полимерных материалов, таких как полиэтилен и полипропилен, из которого и состоит шприц.
Добавки
Стабилизаторы
Свойства полимеров ухудшаются из-за деструкции расплава (при переработке), термодеструкции, долговременного теплового старения (термоокисление) и влияния атмосферных условий (включая фотоокисление). Некоторые из этих процессов ускоряются под действием ничтожных количеств металлов. Физические (солнечная радиация и другие высокоэнергетические излучение, тепло) и агрессивные химические агенты (кислород и его активные формы, вредные примеси в атмосфере, такие как NOx, или SO2), усиленные механическим воздействием, атакуют полимер одновременно или в поочередно идущих процессах.
Различия в склонности полимерных материалов к деструкции определяются различиями в химическом строении, и, в частности, присутствием деструкционно-чувствительных компонентов. Прогрессирующая деструкция усиливается или (сенсибилизируется неполимерными включениями, в том числе примесями металлов различного происхождения и фотоактивными красителями и пигментам. Химические изменения сопровождаются изменением внешнего вида полимера пожелтение, потеря глянцевитости или прозрачности, поверхностное растрескивание и нежелательным изменением механических свойств (среди которых удлинение при разрыве, прочность при растяжении, ударная прочность). Для ликвидации химических и физических напряжений на различных этапах своей жизни полимерные материалы нуждаются в стабилизации. Используемые стабилизаторы классифицированы в соответствии с основными механизмами их функционирования [12].
Связь между строением стабилизатора и его общей эффективностью определена для всех классов основных стабилизаторов, применяемых либо в виде отдельных добавок, либо (намного чаще) в виде физических смесей, защищающих полимеры с помощью различных механизмов действия [15].
Пластификаторы
Добавки, улучшающие перерабатываемость и эластичность полимерных материалов, или растягивающие полимер за счет уменьшения вязкости расплава или температуры стеклования и модуля упругости без изменения его химической формулы, называются внешними пластификаторами, наполнителями или технологическими маслами.
В качестве "внешних" пластификаторов используются различные органические соединения. Они присоединяются к макромолекулам физическими (Ван-дер-ваальсовыми) силами и включают вещества с температурой кипения свыше 300 °С. Среди них такие соединения, как ди-2-этилгексилфталат, ди-2этилгексиладипат, олигомеры дикарбоновых кислот с молекулярной массой до 3500, сложные эфиры тримеллитовой кислоты, эпоксидированные жирные кислоты или органические фосфаты, например, три-2-этилгексилфосфат или 2-этилгексилдифенилфосфат. Большинство фосфатов действуют как пламегасящие агенты, причем некоторые из них, одновременно подавляют дым [12].
Неизвлекаемые пластификаторы - это, в основном, сополимеры с существенно более низкой температурой стеклования, например, полиэтиленсовинилацетат с содержанием приблизительно 45% винилацетата, тройной полимер этиленвинилацетат-монооксид углерода или хлорированный ПЭ используются как "внутренние" пластификаторы в полимерных изделиях, предназначенных для применения в медицине. Сочетание внутренних и внешних пластификаторов может обеспечить оптимальный баланс свойств [11].
Технологическая часть
Дробильная установка
Механизм разрушения полимерных материалов принципиально отличается от процессов, протекающих при измельчении низкомолекулярных соединений, так как энергия разрушения полимеров расходуется главным образом на механические потери. Это относится как к пластмассам, так и в еще большей степени к резинам, то есть материалам, способным к значительным обратным деформациям. Поэтому оптимальные условия для измельчения данного вида отходов возникают при высоких скоростях деформирования. Разрушению также способствует снижение температуры, при которой материал становится стеклообразным и, следовательно, более хрупким [10].
В процессе работы производительность установки постепенно падает вследствие затупления или поломки ножей. Поэтому при падении производительности измельчителя на 20-30% от первоначального значения при работе на одном материале необходимо затачивать и проверять ножи [9].
На рисунке 2.2 показана конструкция роторно-ножевого измельчителя.
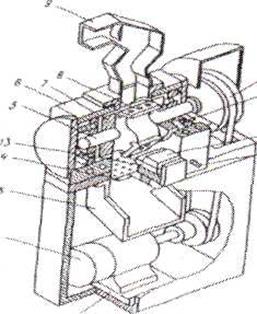
1 - поворотная плита; 2 - электродвигатель; 3 - лоток; 4 - съемная калибрующая решетка; 5 - ротор; 6 - статор; 7 - маслоотражатели; 8 - ножи ротора; 9 - загрузочный бункер; 10 - маховик;
11 - упорные подшипники; 12 - маслодробители; 13 - регулируемые ножи статора; 14 - штуцер для подачи воды.
Рисунок 2.2 - Конструкция роторно-ножевого измельчителя
Криогенная техника измельчения полимерных отходов по сравнению с измельчением при комнатной температуре имеет ряд преимуществ. В частности, расход энергии на измельчение полимерных отходов на одной из таких установок, созданных и используемых в Японии для утилизации полимерных деталей выпускаемой фирмой "Хитачи" электробытовой аппаратуры, составляет 6 Вт ч/кг отходов [18, 19].
Моечная машина
Для очистки дробленого полимерного материала от посторонних примесей, которые в полимерных отходах присутствуют в достаточном количестве, используем машину для отмывания и идентификации полимерных отходов. Моечная машина состоит из моечной ванны, электронасоса, установок для очистки и прогрева воды.
Моечная ванна представляет собой барабан, в него подается дробленый материал, затем под давлением заливается горячая вода (60-80 °С), и все тщательно перемешивается.
Затем взвесь отстаивается, а в это время происходит деление материалов по плотности. Материалы с плотностью, меньшей плотности воды (полиэтилен, полипропилен), всплывают на поверхность, а с большей плотностью (т.к процесс визуального отбора на стадии приемки вторсырья не идеален) - оседают на дне (медицинские иглы) вместе с инородными частицами - например, песка, и других видов материалов. После разделения материалов по плотности, специальные щупы собирают с поверхности весь всплывший материал и вываливают его в бункер-накопитель сушильного агрегата [19].
Стадия очистки воды
Вода, задействованная в процессе очистки отходов, фильтруется от посторонних включений и грязи и используется вновь. Циркуляция позволяет существенно снизить расход "технологической" воды. Полимерная масса подается на экструдер через смеситель силосного типа, который позволяет смешивать несколько партий [20].
Циклон
Новые методы отделения удельно легких видов полимеров от тяжелых связаны с применением гидроциклонов или центрифуг. Схема гидроциклона показана на рисунка 2.3 Принцип отделения основан на центробежных силах, при воздействии которых тяжелые частицы из водянистой полимерной суспензии выбрасываются наружу, а более легкие стекают внутрь гидроциклонов [17].
Решающие факторы, определившие выбор гидроциклона в данной работе:
невысокая стоимость;
невысокие эксплуатационные расходы;
простое обслуживание;
высокая производительность.
Загрузочный бункер
После дробления и окончательной промывки термопласт загружают в экструдер-гранулятор через загрузочный бункер, с помощью пневмозагрузчика. Операция загрузки требует особого внимания, так как самое кратковременное прекращение подачи материала приводит к падению напора расплава в машине, нарушению технологического процесса и получение гранул неправильной формы. Для крошки и стружки загрузочные бункеры оснащаются мешалками-ворошителями, изображенной на рисунке 2.4 [19].
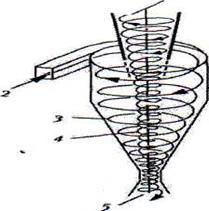
Рисунок 2.3 – Гидроциклон
легкая фракция; 2-суспензия; 3 - периферийный вихрь; 4 - внутренний вихрь; 5-тяжелая фракция.
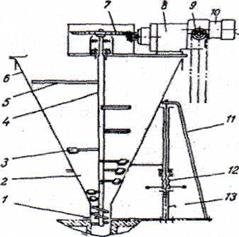
1-фланец; 2-нижняя часть воронки; 3-наклонные лопатки; 4-вертикальный вал; 5-планки; 6-верхняя часть воронки; 7-коническая передача; 8-редуктор; 9-вариатор; 10-электродвигатель; 11,13 - стойка для закрепления бункера на экструдере; 12-домкрат для подъема и поворачивания бункера.
Рисунок 2.4 - Загрузочный бункер с ворошителем одношнекового экструдера.
Экструдер-гранулятор
По устройству и принципу работы основного узла, продавливающего расплав в головку, экструдеры подразделяются на: шнековые, безшнековые и комбинированные.
Устройство экструдера.
В отдельных случаях применяются безшнековые, или дисковые, экструдеры, в которых рабочим органом, продавливающим расплав в головку, является диск особой формы. Движущая сила, продавливающая расплав, создается в них за счет развития в расплаве нормальных напряжений, направленных перпендикулярно касательным (совпадающим с направлением вращения диска). Дисковые экструдеры применяются, когда необходимо обеспечить улучшенное смешение компонентов смеси.
Комбинированные экструдеры имеют в качестве рабочего органа устройство, сочетающее шнековую и дисковую части, и называются червячно-дисковыми. Применяются для обеспечения хорошего смесительного эффекта, особенно при переработке композитов. На них перерабатываются расплавы пластмасс, имеющие низкую вязкость и достаточно высокую эластичность.
Шнековые экструдеры могут быть различных типов: одно - и двухшнековые; одно - и двухступенчатые; универсальные и специализированные; с осциллирующим (вдоль оси) и одновременно вращающимся шнеком; с зоной дегазации и без нее; с вращением шнеков в одну и в противоположные стороны и т.п. Наиболее простым является одношнековый экструдер без зоны дегазации. Основными элементами экструдера являются обогреваемый цилиндр, шнек (с охлаждением или без него), сетки, размещаемые на решетке, и формующая головка. В зависимости от природы полимера, технологических режимов переработки применяются шнеки различного профиля, в частности с различным характером изменения глубины нарезки по длине шнека. В зависимости от вида выпускаемого изделия применяют либо коротко-, либо длинношнековые машины, т.е. с малым или большим отношением длины к диаметру шнека. Значения диаметра и отношения длины к диаметру являются основными характеристиками одношнекового экструдера. Параметрический ряд отечественных экструдеров построен по диаметрам шнека:
D = 20; 32; 45; 63; 90; 125; 160; 200; 250; 320мм.
В наименовании типоразмера червячного пресса указываются L и D
На рисунке 2.5 показана схема одношнекового экструдера
Технологический процесс экструзии складывается из последовательного перемещения материала вращающимся шнеком в его зонах: питания (I), пластикации (II), дозирования расплава (III), а затем продвижения расплава в каналах формующей головки и охлаждения экструдата [20].
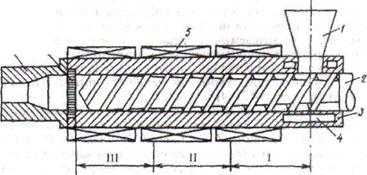
Рисунок 2.5 - Схема одношнекового экструдера
1-бункер; 2-шнек; 3-цилиндр; 4 - полость для циркуляции воды; 5-нагреватель; 6-решетка с сетками; 7 - формующая головка, I, II III - технологические зоны
Деление шнека на зоны I-Ш осуществляется по технологическому признаку, и название зоны указывает на то, какую операцию в основном выполняет данный участок шнека. Разделение шнека на зоны условно, поскольку в зависимости от природы перерабатываемого полимера, температурно-скоростного режима процесса и других факторов начало и окончание определенных операций могут смещаться вдоль шнека, захватывая различные зоны или переходя из одного участка в другой.
Цилиндр также имеет зоны обогрева определенной длины. Длина этих зон определяется расположением нагревателей на его поверхности и их температурой. Границы зон шнека I-III и зон обогрева цилиндра могут не совпадать. Для обеспечения успешного перемещения материала большое значение имеют условия продвижения твердого материала из загрузочного бункера и заполнение межвиткового пространства, находящегося под воронкой бункера.
Рассмотрим поведение материала последовательно на каждом этапе экструзии.
Изменение уровня заполнения бункера материалом по высоте также влияет на полноту заполнения шнека. Поэтому бункер снабжен специальными автоматическими уровнемерами, по команде которых происходит загрузка бункера материалом до нужного уровня. Загрузка бункера экструдера осуществляется при помощи пневмотранспорта.
Питание шнека зависит от формы частиц сырья и их плотности. Гранулы, полученные резкой заготовки на горячей решетке гранулятора, не имеют острых углов и ребер, что способствует их лучшей сыпучести. Гранулы, полученные холодной рубкой прутка-заготовки, имеют острые углы, плоское сечение среза, что способствует их сцеплению и, как следствие, ухудшению сыпучести. При длительной работе экструдера возможен перегрев цилиндра под воронкой бункера и самого бункера. В этом случае гранулы начнут слипаться, и прекратится их подача на шнек (образуется так называемый "козел").
Для предотвращения перегрева этой части цилиндра в нем делаются полости для циркуляции охлаждающей воды.
Зона питания (I). Поступающее из бункера сырье заполняет межвитковое пространство шнека зоны I и уплотняется. Уплотнение и сжатие в зоне I происходит, как правило, за счет уменьшения глубины нарезки шнека. Продвижение осуществляется вследствие разности значений силы трения полимера о внутреннюю поверхность корпуса цилиндра и о поверхность шнека. Поскольку поверхность контакта полимера с поверхностью шнека больше, чем с поверхностью цилиндра, необходимо уменьшить коэффициент трения полимера о шнек, так как в противном случае материал перестанет двигаться вдоль оси шнека, а начнет вращаться вместе с ним. Это достигается повышением температуры стенки цилиндра (нагревом) и понижением температуры шнека (охлаждением водой в зоне I).
В зону подается тепло от нагревателей, расположенных по периметру цилиндра. Если температура цилиндра такова, что начинается преждевременное плавление полимера у его стенки, то материал будет проскальзывать по этой поверхности, т.е. вращаться вместе со шнеком. Поступательное движение материала прекращается. При оптимальной температуре полимер спрессован, уплотнен и образует в межвитковом пространстве твердую пробку. Лучше всего, если такая скользящая пробка образуется и сохраняется на границе зон I и II. Свойства пробки во многом определяют производительность машины, стабильность транспортировки полимера, величину максимального давления и т.д.
Зона пластикации и плавления (II). В начале зоны II происходит подплавление полимера, примыкающего к поверхности цилиндра. Расплав постепенно накапливается и воздействует нa убывающую по ширине пробку. Поскольку глубина нарезки шнека уменьшается по мере продвижения материала от зоны I к зоне III, то возникающее давление заставляет пробку плотно прижиматься к горячей стенке цилиндра, где и происходит плавление полимера.
В зоне пластикации пробка плавится также и под действием тепла, выделяющегося вследствие внутреннего, вязкого трения в материале в тонком слое расплава, где происходят интенсивные сдвиговые деформации, - материал пластицируется. Последнее обстоятельство приводит к выраженному смесительному эффекту. Расплав интенсивно гомогенизируется, а составляющие композиционного материала перемешиваются.
Конец зоны II характеризуется распадом пробки на отдельные фрагменты. Далее расплав полимера с остатками твердых частиц попадает в зону дозирования. Уменьшающаяся глубина нарезки шнека создает давление, которое необходимо для продавливания расплава через фильтрующие сетки, подачи его в головку, уплотнения и в итоге - для выхода сформованного изделия.
Основной подъем давления Р расплава происходит на границе зон I и II. На этой границе образующаяся пробка из спрессованного материала как бы скользит по шнеку: в зоне I это твердый материал, в зоне II - плавящийся. Наличие пробки и создает основной вклад в повышение давления расплава. Запасенное на выходе из цилиндра давление расходуется на преодоление сопротивления сеток, течения расплава в каналах головки и формования изделия.
Зона дозирования (III). Продвижение гетерогенного материала (расплав, частички твердого полимера) сопровождается выделением внутреннего тепла, которое является результатом интенсивных сдвиговых деформаций в полимере. Расплавленная масса продолжает гомогенизироваться, что проявляется в окончательном плавлении остатков твердого полимера, усреднении вязкости и температуры расплавленной части. В межвитковом пространстве расплав имеет ряд потоков, основными из которых являются продольный и циркуляционный. Величина продольного потока (вдоль оси шнека) определяет производительность экструдера Q, а циркуляционного - качество гомогенизации полимера или смешения компонентов. В свою очередь, продольный поток складывается из трех потоков расплава: прямого, обратного (по шнеку) и потока утечек [18].
Течение расплава через сетки и формующую оснастку. Расплав вращающимся шнеком продавливается через решетку, к которой прижаты металлические сетки. Сетки фильтруют, гомогенизируют и создают сопротивление движению расплава, на них теряется часть давления. Проходя через систему фильтрующих сеток, порции полимерного расплава с большей вязкостью задерживаются на сетках. Этого времени должно хватить для того, чтобы порция расплава достигла нужной температуры. Сверхвысокомолекулярные фракции полимера и различные примеси задерживаются сетками и через некоторое время их вместе с сеткой удаляют из цилиндра экструдера.
После прохождения сеток гомогенизированный расплав под остаточным давлением (Р=5,0-35 МПа) продавливается в формующую оснастку и, приобретая определенный профиль, выходит практически под очень небольшим избыточным давлением из фильерной части головки [20].
Фильера (решетка) - пластина или колпачок, в донышке которого имеются калиброванные отверстия, расположенные в определенном порядке. На фильере происходит разделение общего дозированного расплава на ряд струек.
Материал, из которого изготавливают фильеры, их форма и размеры, а также размеры и количество отверстий определяются способом, средой и температурой формования волокон, составом и свойствами расплава. Фильеру как правило изготавливают из металлов, хотя известны попытки использования стекла и керамики. При формовании волокон из расплавов применяют фильеры из высоколегированных высокопрочных нержавеющих сталей.
Обычно фильеры выполняются в виде колпачков (для прядильных растворов) или пластин (для расплавов) круглой формы, рисунок 2.6

Рисунок 2.6 - Виды фильер
Донышко фильеры должно выдерживать давление от 2,5 до 5 МН/м2. Соответственно толщина донышка фильеры должна составлять 5-20мм [17].
Расчетная часть
Контроль качества (ОТК).
На стадию ОТК поступает: 1,0050 т.
Возвратные потери составили 0,5%
Возвратные потери составили 0,0050 т
Экструдирование.
На стадию экструдирования поступает: 1,036 т
Общие потери составили 3%, в том числе:
безвозвратные потери 2%;
возвратные потери 1%
Общие потери составили 0,031 т в том числе:
безвозвратные 0,021 т;
возвратные 0,01 т
Сушка.
На стадию сушки поступает 1,0412 т
Безвозвратные потери составили 0,5%
Безвозвратные потери составили 0,043
Мойка.
На стадию мойки поступает 1,0846 т
Безвозвратные потери составили 4%
Безвозвратные потери составили 0,0434 т
Дробление.
На стадию дробления поступает 1,1011 т
Безвозвратные потери составили 1,5%
Безвозвратные потери составил 0,0165 т
Транспортировка
На стадию транспортирования поступает 1,0916 т
Безвозвратные потери составили 0,5%
Безвозвратные потери составили 0,0055 т
Экспериментальная часть
Результаты эксперимента
1) Для построения графиков зависимости ПТР от нагрузки экспериментальные данные (значения масс экструдируемых отрезков, с учетом времени истечения расплава полимера) подставили в формулу (3.1). Полученные значения ПТР, свели в таблицу 3.2
Таблица 3.2 - Экспериментальные данные для расчета ПТР вторичного полиэтилена, полипропилена и композиций на их основе
| Полимер | Температура, °С | Масса груза, Н | Время, сек | Средняя масса, г | ПТР, г/10 мин |
| ПЭ | 190 | 12,4 | 10 | 0,08054 | 4,8 |
| ПП | 230 | 12,4 | 5 | 0,17582 | 21,0 |
| Композиция 1 | 210 | 12,4 | 5 | 0,08362 | 10,0 |
| Композиция 2 | 230 | 12,4 | 5 | 0,12649 | 15,1 |
| ПЭ | 190 | 21,2 | 5 | 0,08815 | 10,5 |
| ПП | 230 | 21,2 | 5 | 0,34629 | 41,6 |
| Полимер | Температура, °С | Масса груза, Н | Время, сек | Средняя масса, г | ПТР, г/10 мин |
| Композиция 1 | 210 | 21,2 | 5 | 0,18561 | 22,2 |
| Композиция 2 | 230 | 21,2 | 5 | 0,28743 | 34,5 |
| ПЭ | 190 | 37,3 | 5 | 0, 20216 | 24,2 |
| ПП | 230 | 37,3 | 5 | 0,72280 | 86,7 |
| Композиция 1 | 210 | 37,3 | 5 | 0,34477 | 41,3 |
| Композиция 2 | 230 | 37,3 | 5 | 0,50673 | 60,8 |
| ПЭ | 190 | 49 | 5 | 0,27435 | 33,0 |
| ПП | 230 | 49 | 5 | 1,11425 | 133,7 |
| Композиция 1 | 210 | 49 | 5 | 0,59810 | 71,7 |
| Композиция 2 | 230 | 49 | 5 | 0,88448 | 106,0 |
По данным таблицы построили графики зависимости ПТР от прикладываемой нагрузки. График представлен на рисунке 3.2
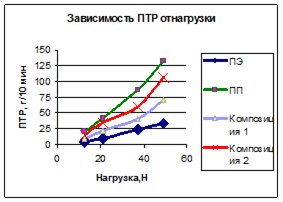
Рисунок 3.2 - Зависимость ПТР от прикладываемой нагрузки
2) Для построения реологических кривых (зависимость τ от η) данные, полученные в ходе эксперимента, подставили в формулы (3.2), (3.3), (3.4) и (3.5), полученные значения, свели в таблицу 3.3
Таблица 3.3 - Эффективная вязкость вторичного полиэтилена, полипропилена, и композиций на их основе
| Полимер | Напряжение сдвига, (10-4 Па) | |||
| 1,1 | 2 | 3,5 | 4,5 | |
| ПЭ | 0,090 | 0,070 | 0,057 | 0,054 |
| ПП | 0,019 | 0,017 | 0,014 | 0,012 |
| Композиция 1 | 0,040 | 0,034 | 0,032 | 0,024 |
| Композиция 2 | 0,027 | 0,022 | 0,022 | 0,016 |
По результатам построили графики зависимости эффективной вязкости (η) от напряжения сдвига (τ) (Рисунок 3.3).
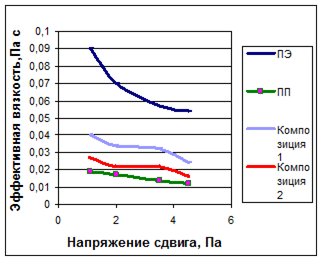
Рисунок 3.3 Графики зависимости эффективной вязкости (η) от напряжения сдвига (τ)
3) Для построения кривой термостабильности были определены значения ПТР композиций содержащих 50%ПЭ и 50% ПП, при температуре 210 и 230°С соответственно, в течении 3,5,7,9 и 11 минут (Таблица 3.4).
Таблица 3.4 - Термостабильность композиции на основе ПЭ и ПП при температурах 210 и 230 °С
| Время, мин | ПТР, г/ 10 мин (210°С) | ПТР, г/ 10 мин (230°С) |
| 3 | 20,5 | 31,5 |
| 5 | 22,6 | 31,8 |
| 7 | 24,5 | 31 |
| 9 | 19,8 | 32,2 |
| 11 | 20,1 | 30,8 |
По результатам построили графики зависимости ПТР от времени выдержки расплава композиций (рисунок 3.4).
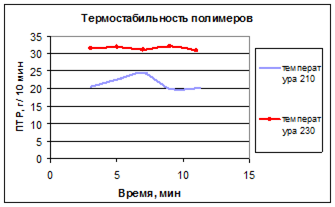
Рисунок 3.4 - Термостабильность полимеров
Обсуждение результатов
1) Из графика зависимости ПТР от нагрузки (рисунок 3.2), видно, что с увеличением нагрузки резко увеличивается ПТР вторичного ПП. Кривая зависимости ПТР от нагрузки вторичного ПЭ меняется незначительно. Это можно объяснить тем, что во вторичном ПП деструкция идет гораздо глубже, чем во вторичном ПЭ так как, ПЭ и ПП отличаются по своему химическому строению. ПП имеет третичный атом углерода, который способен легче образовывать свободные радикалы за счет своей активности при этом молекулярная масса уменьшается, расплав начинает течь быстрее и ПТР следовательно увеличивается. В то же время ПЭ имеет линейное строение, так как отсутствует третичный атом углерода, деструкция идет незначительно и также меняется молекулярная масса и ПТР.
Аналогичные кривые зависимости ПТР от нагрузки, были построены для композиций состоящих из 50% ПП и 50% ПЭ при температурах 210 и 230 °С, в которых наблюдается резкое увеличение кривой зависимости ПТР от нагрузки и вид кривых напоминает аналогичную зависимость ПТР от нагрузки для ПП.
При стандартной нагрузке 2,16кг, ПТР композиций при температурах 210 и 230°С составил соответственно 10 и 15 г/10 мин, судя по этим данным способом переработки можно предложить литье под давлением.
2) По результатам эксперимента были построены четыре реологические кривые, для ПП, ПЭ и композиций состоящей из 50% ПЭ и 50% ПП (рисунок 3.3).
Кривые зависимости эффективной вязкости от напряжения сдвига, для композиций состоящих из 50% ПЭ и 50% ПП при температурах 210 и 230 °С, меняется по тому же закону что и кривая зависимости эффективной вязкости от напряжения сдвига для ПП, поэтому можно предположить режим переработки композиций состоящей из 50% ПЭ и 50% ПП должен быть близким к режиму переработки вторичного ПП.
Если два полимера имеют различную вязкость, а смеси должны перерабатываться при одинаковой вязкости, их совместная переработка возможна только при добавлении пластификатора. В нашем случае композицию можно перерабатывать при добавлении в качества пластификатора "Recycloblend"
3) Для выбора температурного режима переработки, была определена термостабильность композиции ПЭ-ПП.
Из зависимости представленной на рисунке 3.4 можно сделать следующие выводы:
при температуре 210°С расплав с увеличением времени выдержки имеет различные значения ПТР, связанные с термодеструкцией полимеров, в результате которой меняется молекулярная масса полимеров входящих в композицию;
при температуре 230°С с течением времени ПТР меняется незначительно, это свидетельствует о термостабильности полимера.
Поэтому целесообразно проводить переработку композиции при температуре 230°С.
Пульты управления
Гранулирующее устройство оснащено тремя пультами управления, с помощью которых устанавливается необходимые параметры, касающиеся производственного процесса.
Пульт управления 1 представлен на рисунке 4.2
Данный пульт управления предусмотрен для установки температуры в зонах нагрева в зависимости от производимого материала и имеет семь рабочих приборов амперметров, которые показывают семь зон нагрева и подаваемую на них силу тока, а также семь полуавтоматов.
Рисунок 4.2 - пульт управления 1
Пульт управления 2 представлен на рисунке 4.3
Рисунок 4.3 - Пульт управления 2
Пульт управления 2 включает в себя:
вольтметр
три полуавтомата: главный, масло насос, вентилятор.
регулировку вращения главного шнека.
Пульт управления 3 представлен на рисунке 4.4
Пульт управления 3 включает в себя:
кнопки включения и отключения: бункера питателя, центрифуги и ванны охлаждения шнека, головки ножей.
регулировку частоты вращения ножей и окошко цифрового показа частоты на преобразователе.

Рисунок 4.4 - Пульт управления 3
В проектируемой линии рассмотрены современные методы автоматизации гранулирующего устройства по производству гранул из композиции на основе вторичного полипропилена и полиэтилена.
Автоматизация производства значительно повысит производительность оборудования, улучшит качество получаемой продукции, уменьшит энергетические и сырьевые затраты.
Обеспечение безопасности
Роторная дробилка
При работе на роторном станке следует всегда выключать его главный выключатель. Роторный станок разрешается допускать к эксплуатации лишь после проверке на возможно забытые детали и инструмент, а также после установки всех защитных приспособлений, роторный станок разрешается снова пускать в эксплуатацию. При работах с ножами следует зафиксировать ротор с помощью деревянного клина.
Предохранительные устройства: гидравлически управляемые фиксирующие пальцы являются гарантами того, что во время измельчения воронка и корпус остаются закрытыми. После отключения роторного станка ротор движется по инерции до полной остановки в течении одной минуты. Поэтому, лишь после срабатывания реле времени, гидравлическая часть может быть введена в эксплуатацию, а измельчительный узел остается на это время защищенным.
Для предотвращения развинчивания зажимные винты ножей следует зафиксировать с помощью предохранительных шайб. Для компенсации высадки следует через каждые 8-16 рабочих часов подтягивать динамометрическим ключом зажимные винты ножа. Поврежденные зажимные винты ножа и шайбы следует немедленно заменить на новые. Образующаяся при работе мельницы полимерная пыль собирается самовстряхивающимся рукавным фильтром.
Звукозащита не предусмотрена, так как вблизи мельницы нет постоянных рабочих мест. Пребывание вблизи мельницы разрешено только в соответствующих наушниках.
Для улучшения санитарно-гигиенических условий предусмотрен местный отсос у роторной мельницы, предназначенной для измельчения обрези. Для защиты от статического электричества и вторичных проявлений молнии предусматривается заземление всего технологического, вентиляционного и другого оборудования 31.
Меры безопасности при работе с роторной дробилкой.
При работе на дробильной установке на работника могут оказывать воздействия следующие факторы:
движущиеся и вращающиеся детали машин;
повышенный уровень шума;
острые крошки полимера.
Для защиты от этих вредных факторов применяется:
от движущихся и вращающихся деталей машины применяют защитные кожухи, заграждения, электрические концевые выключатели;
от повышенного уровня шума - специальные наушники;
от острых крошек полимера - перчатки с резиновым напылением, очки.
Требования безопасности
Перед началом работы:
убедится, что все защитные приспособления установлены;
проверить отсутствие в воронке посторонних предметов;
надеть защитные очки и перчатки.
Во время работы:
не загружать роторный станок металлическими предметами и комбинированными материалами;
при работающем роторном станке не хвататься за проводку материала или воронку;
не выводить из действия защитные приспособления;
не снимать очки и перчатки.
При возникновении аварийной ситуации:
нажать кнопку "Аварийная остановка" на пульте управления дробилкой;
выключить главный выключатель электрического питания;
в случае обнаружения неисправности электропроводки, повреждения заземления, выключить главный выключатель, оповестить об опасности других лиц работающих на участке, доложить руководителю [30].
Охрана окружающей среды
Характеристика загрязнений
Переработка пластмасс на предприятиях химической промышленности сопровождается газообразными выбросами, образованием в значительных количествах твердых отходов, пыли и сточных вод, которые загрязняют окружающую природу. Поэтому очистка газообразных выбросов от вредных газов и сточных вод от вредных веществ, утилизация отходов являются важной народнохозяйственной проблемой.
Борьбу с загрязнениями атмосферы осуществляют различными способами. Согласно санитарным нормам проектирования промышленные предприятия, выделяющие вредные выбросы, отделяются от жилых районов санитарно-защитными зонами. Для предприятий, изготавливающих изделия из пластмасс, наименьшая ширина санитарно-защитной зоны составляет 50метров, эта зона способствует разбавлению выбросов до допустимого уровня.
При организации производства изделий из пластмасс необходимо принимать эффективные меры для уменьшения количества выделяющихся веществ - продуктов деструкции. Это, в частности, снижение температуры переработки полимерных материалов, что достигается добавлением в них нетоксичных пластификаторов, микродобавок, существенно снижающих вязкость расплавов полимеров.
Очистку воздуха от внешних частиц осуществляют механическими пылеулавливателями, микрофильтрами. Основная часть выделяющихся газообразных вредностей улавливается механическими отсосами, остальные растворяются системами общеобменной вентиляции. Вредности, уловляемые системами вытяжной вентиляции, направляются на очистные установки или рассеиваются в атмосфере.
Жидкие отходы производства отсутствуют. После промывания дробленых полипропиленовых отходов вода проходит стадию очистки, и затем снова используется в производстве. Boдa, расходуемая на технологические нужды, направляется непосредственно в канализацию [30].
Очистка сточных вод
Методы очистки воды
Использованная вода может очищаться механическим и физико-механическим способами.
Сущность механического метода заключается в том, чтобы из загрязненной воды путем отстаивания и фильтрации удаляются механические примеси.
В зависимости от размеров грубодисперсные частицы улавливаются решетками и ситами различных конструкций, а поверхностные загрязнения - нефтеловушками, маслоуловителями, смолоуловителями т.п. Механической очисткой можно достигнуть выделения из промывной воды до 60% нерастворимых примесей.
Физико-химическая очистка состоит в добавлении к сточным водам химических реагентов, вступающих в реакцию с загрязняющими веществами и способствующих выпадению нерастворимых и частично растворимых веществ в осадок. В качестве адсорбентов применяют естественные и искусственные материалы. Естественные - это глины, торф, а искусственные активированные угли. Из физико-химических методов широко применяется очистка воды от загрязнений хлорированием.
Хлор - наиболее эффективное средство для обеззараживания воды. Он убивает микроорганизмы и вступает в реакцию с аммиаком. Оставшийся в избытке хлор растворяется в воде, защищая тем самым воду от любого нового источника загрязнения.
Физико-химический метод очистки дает возможность уменьшить количество нерастворимых загрязняющих веществ до 95% и растворенных до 25%.
Твердые отходы образуются постоянно в процессе производства в виде полипропиленовой пыли [31].
Планы ликвидации аварий
Оперативной частью плана предусматриваются возможные аварии и другие условия данного производства, опасные для жизни людей, а также мероприятия, направленные на спасение людей, ликвидацию аварий в начальной стадии их возникновения и после ликвидации аварий. Кроме того, определяются действия инженерно-технических работников и рабочих при возникновении аварии. При составлении планов ликвидации аварий учитываются возможные нарушения нормальных режимов работы: отключение электроэнергии; прекращение работы вентиляции и выключение освещения; прекращение подачи сырья, топлива, воды, нарушение технологического процесса или режима работы аппаратов, коммуникаций; загорания и др. При любом виде аварии немедленно вызывается газоспасательная служба и пожарная часть для оказания помощи людям, и в ликвидации аварии.
Распределение обязанностей между должностными лицами, участвующими в ликвидации аварии и пожара и порядок их действия регламентированы "Инструкцией по составлению планов ликвидации аварий".
Распределение обязанностей работающих при ликвидации производственных аварий и пожаров представлены в таблице 5.2.
Таблица 5.2 - Распределение обязанностей работающих при ликвидации производственных аварий и пожаров
| Должностное лицо | Обязанность |
| Лицо, первым обнаружившее аварию или возгорание | Сообщить лично или через другое лицо о происшедшем начальнику смены (мастеру) и остальным людям, присутствующим в помещении. |
| Начальник смены | Лично или через ответственных подчиненных немедленно вызывает газоспасательную или пожарную часть, извещает об аварии диспетчера (дежурного) предприятия. |
| Мастер или оператор (аппаратчик) | Принятие мер для вывода людей из рабочих помещений и ликвидации аварии. При необходимости, сообщает диспетчеру о происшедшей аварии и отключает аппараты данного технологического процесса. |
| Начальник цеха | Ответственный исполнитель работ по ликвидации аварий и пожара. |
| Главный инженер предприятия | Ответственный руководитель работ пожаротушения и ликвидации аварий |
| Лица, участвующие в ликвидации аварий - добровольная пожарная дружина (ДПД). Формируется из рабочих, инженерно-технических работников и служащих | Принимает участие в локализации и ликвидации возгорания, эвакуации людей и материальных ценностей из горящих помещений |
План ликвидации аварий изучает весь персонал и рабочие цеха, а также работники газоспасательной станции и пожарной части. Ознакомление с планами оформляется под расписку. Лица, не знающие плана ликвидации аварий в части, относящейся к местам их работы, к работе не допускаются [32].
В разделе безопасность и экологичность были рассмотрены основные опасности и вредности, возникающие при переработке вторичного полиэтилена и полипропилена, а также основные способы защиты и избежание их воздействия на работающих. Также не осталось без внимания влияние данного производства на состояние окружающей среды. Так как линия занимается непосредственно переработкой твердых медицинских отходов и практически не выбрасывает твердых, вредных газообразных и загрязненных жидких отходов, экологическая обстановка в городе не только не ухудшится, но и значительно улучшится за счет сокращения объемов твердого пластикового мусора.
6. Бизнес-план инвестиционного проекта
Характеристика предприятия
В данном курсовой работе предлагается внедрить на завод "Алькор" линию по переработке медицинских шприцев во вторсырье.
ООО "Алькор" - динамично развивающееся предприятие нового поколения, начавшее свою деятельность в 2001 году.
На сегодняшний день направлениями деятельности завода "Алькор" являются:
производство одноразовой посуды и пластиковой упаковки;
производство изделий из пластмасс, а также полимерной пластмассовой тары.
В настоящее время "Алькор" - современное предприятие, оснащенное новейшим оборудованием ведущих европейских стран. Рабочих мест насчитывается около ста. На заводе действует маркетологическая служба, занимающаяся исследованиями потребительских вкусов, которая вносит обновление в ассортимент выпускаемой продукции; ведется ежегодное планирование производства: анализируют качество работы, количество отходов. Объем выпускаемой продукции.
ООО "Алькор" заинтересовано в улучшении экологической обстановки в своем регионе, для чего в 2005 году было организовано производственное подразделение по сбору и переработке бывшей в употреблении полимерной посуды и упаковки. В ближайшее время планируется приобретение линии по переработке полимерных отходов и производству промышленной упаковки.
Руководство завода заинтересовано в повышении квалификации служащих: на предприятии выписывается специальная литература, периодически происходит аттестация персонала.
Предприятие "Алькор" является обществом с ограниченной ответственностью (ООО), уставной капитал которого разделен на доли определенных учредительными документами размеров; участники общества не отвечают по его обязательствам и несут риск убытков, связанных с деятельностью общества, в пределах стоимости внесенных вкладов.
Режим работы цеха
График работы оборудования - непрерывный (без остановок на выходные и праздничные дни); 4-х бригадный, в 2 смены продолжительностью 12 часов (таблица 6.1).
Таблица 6.1 - Баланс времени работы оборудования
| Показатель | Количество |
| Календарное время, ч | 8760 |
| Планируемые простои, ч: капитальные ремонты планово предупредительные работы праздники и выходные | 192 0 192 0 |
| номинальное время, ч | 8568 |
| текущие простои, ч | 600 |
| фактическое время, ч | 7968 |
| часовая производительность, тонн/ часс | 0,1 |
Для непрерывного массового производства фактическое время работы оборудования рассчитывается по следующей формуле (6.2):
 (6.2)
(6.2)
где Ткал - календарный фонд времени; Ткаленд. = 365 дней
Тп. пр - количество дней нахождения оборудования на планово-предупредительных ремонтах (данные ТОиР) сутки; Тп. пр = 8
Т т. пр - процент текущих простоев по отношению к номинальному времени;
Тт. пр = 7% Ткал = 600 (25 дней) (6.3)
где Тв - общее количество выходных и праздничных дней в году, сутки; Тв = 0,С - количество смен работы оборудования; С = 2;
Тс - продолжительность одной смены, ч; Тс = 12 ч;

В свою очередь номинальное время рассчитывается по формуле (6.4):
 (6.4)
(6.4)

Расчет фонда оплаты труда
Расчет прибыли
Прибыль - обобщающий показатель финансовых результатов деятельности. На предприятии рассчитывается четыре вида прибыли:
прибыль от реализации товарной продукции;
валовая прибыль;
налогооблагаемая прибыль;
чистая прибыль.
Прибыль от реализации товарной продукции определяется как разность между объемом продаж без налога на добавленную стоимость (18%) и себестоимостью на весь выпуск товарной продукции.
Валовая прибыль - вся сумма прибыли предприятия до вычетов и отчислений.
Чистая прибыль - часть балансовой прибыли, остающаяся в распоряжении производства после уплаты налогов, платежей в бюджет [34].
Цена одной тонны вторичных гранул определяется по формуле:
Ц = С (1+Р), (6.6)
где С - производственная себестоимость;
Р - рентабельность, Р=50%;
Ц =  =25,5 тыс. руб.
=25,5 тыс. руб.
Цена готовой продукции с учетом НДС - 30,1 тыс. руб.
Ц=30,1 тыс. руб.
Расчет чистой прибыли представлен в таблице 6.9.
Таблица 6.9 - Расчет чистой прибыли
| Показатель | Сумма за год, тыс. руб. |
| 1 Выручка от реализации продукции В = Vгод∙ Ц | 3551,8 |
| 2 Затраты на производство продукции З= (с/с*Vгод) | 2210 |
| 3 Прибыль от реализации продукции Пр= (Ц-с/с) | 1341,8 |
| 4 Внереализационные расходы, всего НДС (18% от выручки) налог на пользование транспортом (1% от выручки) Налог на безопасность (3% от ФОТ) | 604,9 541,8 35,5 27,6 |
| 5 Налогооблагаемая прибыль (п.3 - п.4) | 736,9 |
| 6 Налог на прибыль (24% от п.5) | 176,8 |
| 7 Аренда оборудования | 150 |
| 8 Дополнительная чистая прибыль (п.5 - п.6-п.7) | 410,1 |
Расчет рентабельности
Расчет рентабельности - один из показателей эффективности работы предприятия, применяемый при планировании и установленных размеров фонда экономического стимулирования [33,34].
Рпрод. =  , (6.7)
, (6.7)
где Пр - прибыль от реализации продукции;
Сб - себестоимость продукции.
Рпрод. =  = 77%
= 77%
Технико - экономические показатели инвестиционного проекта
Таблица 6.10- Основные технико-экономические показатели проекта
| Наименование показателя | Данные проекта |
| Годовой выпуск продукции, тонн | 118 |
| Средняя цена единицы продукции с учетом НДС, тыс. руб. | 30,1 |
| Средняя себестоимость продукции, тыс. руб. /т. | 17 |
| Средняя заработная плата рабочих, тыс. руб. /мес. | 7,6 |
| Годовой фонд оплаты труда, тыс. руб. /год | 730 |
| Рентабельность продукции,% | 77 |
| Чистая прибыль, тыс. руб. | 410,1 |
Вывод
На современном этапе ООО "Алькор" обладает необходимыми и достаточными материальными и квалифицированными управленческими кадровыми ресурсами для успешного ведения бизнеса и обеспечения формирования дохода для окупаемости инвестиционных вложений.
По результатам проведенных расчетов видно, что введение в технологический процесс переработку вторичного сырья выгодно для данного предприятия.
В результате расчетов получили, что чистая прибыль составляет 410,1 тыс. руб.
Заключение
В проекте были изучены реологические характеристики композиций на основе полимеров ПП и ПЭ для определения возможности совместной переработки и на основании полученных данных предложен метод вторичной переработки отходов одноразовых шприцев.
Предложена технологическая схема переработки с получением вторичного сырья - гранулята.
Проведен расчет оборудования для непрерывного процесса переработки отходов в гранулят.
Проведен расчет экономической эффективности выбранного метода переработки отходов одноразовых шприцев. рентабельность 77%, себестоимость 17 тыс. руб.
Проектные мощности позволяют выпускать товарную продукцию для нужд предприятий города и региона.
Заложенные принципы реализации проекта гарантируют стабильность технологических процессов обращения медицинских отходов, устойчивую экологическую ситуацию в регионе и своевременный возврат инвестиций.
Введение
В современном мире существует свыше 400 различных видов пластмассовых отходов. Универсального решения экологической проблемы не найдено до сих пор, поэтому идея радикального решения проблемы отходов остается актуальной. Из-за специфических свойств полимерных материалов, которые не подвергаются гниению, коррозии, а при сжигании полимеров образуется токсичная зола и газы, такие как аммиак, оксиды азота, хлороводород, диоксины, - проблема их утилизации носит, прежде всего, экологический характер. Наряду с этим возникают экономические проблемы, так как постепенно возрастают потребности в удешевлении сырья для производства полимеров [1].
Полимерные отходы - это ценное сырье, которое можно регенерировать и повторно использовать для получения полимерных материалов или как сырье для получения мономеров, олигомеров, смазочных масел, строительных материалов, и, наконец, как топливо.
Материальные и энергетические ценности, заключенные в отходах, относительно небольшие затраты на регенерацию предопределяют получение существенного экономического эффекта, усиливающегося благодаря экономии первичного сырья.
Поэтому, в последнее время, большой интерес представляет собой вторичная переработка с получением материалов, продуктов, изделий, пригодных к дальнейшему использованию. В странах Западной Европы наибольшее распространение получил механический рециклинг. Во Франции и Германии способом механического рециклинга перерабатывается 20% полимерных отходов [2,3].
На сегодняшний день от общего объема ТБО количество образующихся отходов одноразовых шприцев составляет 2%. Системы сбора, удаления, переработки и обезвреживания, медицинских отходов в России в настоящее время несовершенны. Количество медицинских отходов имеет устойчивую тенденцию к интенсивному росту [3].
Использованные одноразовые шприцы чаще не проходят процесс сортировки, т.е. не отделяются поршень, цилиндр и игла, которые состоят из разных материалов (ПЭ, ПП и металл соответственно). При этом следует уточнить, что металл всегда легче отделить от полимерных материалов. Отделение же таких материалов, как ПП и ПЭ, в автоматическом режиме представляет собой достаточно дорогостоящий процесс. Поэтому целью данного дипломного проекта явилась разработка технологической линии по переработке одноразовых шприцев во вторичное сырье.
Задачами данного дипломного проекта являются:
Обзор методов по проблеме переработки одноразовых шприцев.
Определение реологических характеристик (ПТР, эффективная вязкость, напряжение сдвига, скорость сдвига), с целью определения возможности совместной переработки композиций на основе полимеров ПП и ПЭ.
Создание технологической линии по переработке одноразовых шприцев.
Литературный обзор
Проблема утилизации полимерных отходов
За один только год в России образуется почти 750 тыс. т полимерных отходов. Около 10% перерабатывается. Переработке подвергаются, главным образом, отходы производства, и лишь некоторые отходы потребления.
Утилизация полимерных отходов является не менее сложным и дорогостоящим делом, чем производство изделий из полимеров, поэтому большинство отходов складируют вместе с другим мусором на свалках [3,4].
Полностью безотходных технологий в природе не существует, поэтому следует заниматься не только поиском малоотходной технологии, но в большей мере поиском способов утилизации отходов.
Различают три источника образования полимерных отходов:
1. Отходы синтеза полимеров, которые образуются при осуществлении процессов синтеза полимеров. Это - низкомолекулярные фракции полимеров, отходы в виде слитков - выливов, отходов чистки аппаратов, россыпей и др.
2. Отходы переработки полимерных материалов в изделия. Это - бракованные изделия, литниковые системы, слитки из смесей полимеров, образующиеся при чистке аппаратов и другие технологические отходы.
3. Отходы потребления - это изношенные (амортизированные) изделия, которые утратили свои потребительские свойства вследствие физического или морального износа. Это - упаковка, транспортная тара, предметы домашнего обихода, детали машин, приборов и др. Отходы потребления составляют около 85% всех полимерных отходов и по своему объему приближаются к объему выпуска полимерных материалов [5].
Полимерные отходы потребления в своем составе содержат до 50% полиолефинов, до 15% полистиролов и их сополимеров, около 10% поливинилхлоридных пластикатов, около 10% полиэтилентерефталата и в небольших количествах других полимеров.
Дата: 2019-12-22, просмотров: 405.