Жесткое закрепление, предотвращение сдвигов и смещений деталей во время обработки играет важную роль, как для обеспечения точности обработки, так и для сохранения геометрии детали и её параметров.
Основные требования, предъявляемые к зажимным устройствам:
1) простота, надежность, жесткость и износостойкость;
2) постоянная по величине сила закрепления и минимальное время закрепления-открепления заготовки или детали;
3) отсутствие деформации заготовки или детали и ее смещения в процессе закрепления.
Зажимные устройства, и приспособления, разделяют на два типа:
1) самотормозящие устройства: винтовые, клиновые, эксцентриковые и другие механизмы, обеспечивающие жесткое замыкание независимо от вида привода. Упругие отжатия элементов таких устройств прямо пропорциональны приложенной силе;
2) автоматизированные зажимные устройства: пневматические, гидравлические и гневно-гидравлические механизмы прямого действия без промежуточных элементов. Если к зажимному элементу этих устройств (например, к штоку) приложить возрастающую силу, то перемещение элемента (штока) не произойдет до тех пор, пока значение этой силы не превысит определенный уровень, после чего шток сразу переместится на значительную величину.
При фрезеровании шлицев на восстанавливаемую деталь будут действовать силы резания, стремящиеся сместить его с исходного положения. Во избежание этого необходимо произвести расчёт зажимной силы W:
 Н, (8.1)
Н, (8.1)
где k=k0· k1· k2· k3· k4· k5· k6 – коэффициент запаса, [13];
 –составляющая силы резания, действующая в осевом направлении, Н;
–составляющая силы резания, действующая в осевом направлении, Н;
f= 0,15– коэффициент трения, [13].
k=1,5· 1,4· 1,0· 1,2· 1,0·1,0·1,0=2,5.
Произведём расчёт усилия резания Рz [формула 4.13, 8]:
Рz= 
 ,
,
Определим значение составляющая силы резания, действующая в осевом направлении [таблица 42, 8]:
= 0,4· Рz=0,4·1,3=0,52 Н.
По формуле (8.1) произведём расчёт зажимной силы:
 Н.
Н.
Для закрепления деталей, при фрезеровании шлицев будем использовать приспособление, показанное на рисунке 8.1.
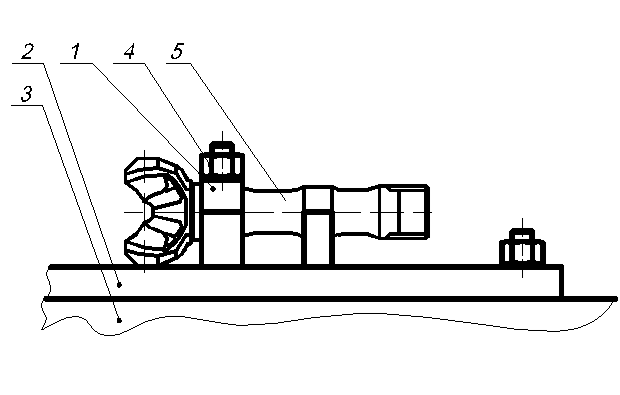
1 - зажим; 2- плита; 3 - станина; 4- резьбовое соединение (шпилька-гайка) для зажима; 5- обрабатываемая деталь
Рисунок 8.1- Приспособление для фрезерования шлицев
В данном случае используются винтовые зажимы, они просты и надежны.
К данному оборудованию, а также к укрепленной в нем обрабатываемой детали предъявляются следующие технические требования:
1. Организация работы должна соответствовать мерам безопасности.
2. Исключается перекос половинок относительно стола.
3. Не допускается взаимная не перпендикулярность тисков и стола.
4. Обеспечение надежной фиксации обрабатываемой детали и устройства.
Настоящее оборудование также имеет характеристики:
1. Максимальное зажимное усилие – 100 Н.
2. Вес зажимного устройства 5 кг.
3. Тип зажимного устройства – механическое, стационарное.
4. Предельные размеры закрепляемой детали – диаметр D=45 мм, длина L=150…450 мм.
Заключение
В процессе выполнения курсовой работы по курсу «Технология производства и ремонт автомобилей» были выполнены следующие задачи.
описали особенности конструкции детали (материал, термообработку, шероховатость и точность обработки, базовые поверхности);
описали условия работы детали, указав вид трения;
определили класс детали;
выбрали способ восстановления детали;
- составили технические условия на контроль и сортировку деталей;
разработали маршрут восстановления детали;
- рассчитали режимы резания и подобрали необходимое технологическое оборудование;
- определили норму времени и технологическую себестоимость восстановления.
Список литературы
1 Методические указания предназначенные для использования при изучении дисциплины «Технология производства и ремонт автомобилей», к курсовой работе для студентов специальности Т.04.02.00 «Эксплуатация транспортных средств».
2 Восстановление автомобильных деталей: Технология и оборудование: Учеб. Для вузов/ В. Е. Канарчук, А. Д. Чигринец – М.: Транспорт, 1995.
3 Дюмин И. Е., Трегуб Г. Г. Ремонт автомобилей / Под ред. Дюмина И. Е – М.: Транспорт, 1999 – 280 с.
4 Капитальный ремонт автомобилей. Справочник / Под.ред. Р.Е.Еснберлина. – М.: Транспорт, 1989.
5 Силуянов В.П. и др. Прогрессивные способы восстановления деталей машин. – Мн.: Ураджай, 1988.
6 Шамко В.К. и др. Технология ремонта деталей сельскохозяйственной техники. – Мн.: Ураджай, 1988.
7 Капитальный ремонт автомобилей. Справочник / Под ред.проф. Р.Е.Есенберлина. – М.: Транспорт, 1989.
8 Справочник технолога-машиностроителя. Т.1, 2. / Под ред. А.Г. Косиловой и М.Мещерякова. – М.: Машиностроение, 1981.
9 Матовилин Г.В. Автомобильные материалы. Справочник / Г.В.Матовилин, М.А.Масино, О.М.Суворов. – М.: Транспорт, 1989.
10 Ремонт автомобилей / Под ред. С.И.Румянцева. – М.: Транспорт, 1988.
11 Шадричев В.А. Основы технологии автомобилестроения и ремонт автомобилей. – М.: Машиностроение, 1976.
12 Технология машиностроения: В2 т. Т. 2. Производство машин: Учебник для вузов /В.М. Бурцев, А.С. Васильев, О.М. Даеев и др.; Под ред. Г.Н. Мельникава. – 2-е изд., стереотип. – M.: Изд-во МГТУ им. Н.Э. Баумана,2001. – 640 с., ил.
Дата: 2019-12-22, просмотров: 416.