Сетка во время работы буммашины постепенно удлиняется, поэтому необходимо поддерживать её постоянное натяжение. Для этого устанавливают механизмы прижима сетконатяжного вала к сетке.
Конструктивно механизмы прижима объединяют с механизмами подъёма сетконатяжного вала, необходимых для подъёма валов при смене сетке и остановке машин. Наибольше распространение получила конструкция пневматического подъёма-прижима сетконатяжного вала.
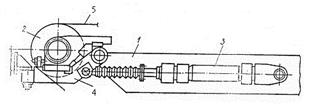
Плечи рычага: а = 1,2 м, с = 0,95 м (рисунок 3.13).
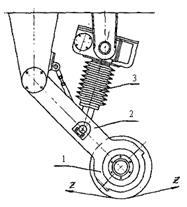
1 – сетковедущий вал; 2 – рычаг; 3 – винт
Рисунок 3.13 – Механизм прижима, подъёма сетконатяжного вала
Определяем усилие прижима вала к сетке, необходимое для поддержания сетки в постоянном натяжении в соответствии с рисунком 3.13.
 (3.68)
(3.68)
где q = 5 кН/м [4] – линейное давление между валом и сеткой.

Определяем усилие на штоке механизма прижима
 (3.69)
(3.69)
где h - коэффициент полезного действия, учитывающий потери на трение в шарнирах и уплотнениях механизмов, изменяется от 0,7 до 0,9, принимаем h = 0,85.
Определяем усилие на штоке, необходимое для подъёма сетконатяжного вала
 (3.70)
(3.70)
По усилию прижима Pпр на штоке механизма прижима производим расчёт рычага сетконатяжного вала.
Определяем максимальный изгибающий момент, действующий на рычаг в сечении I-I, согласно рисунку 3.13
 (3.71)
(3.71)


Рисунок 3.14 – Поперечное сечение рычага
Определяем момент инерции рычага в опасном сечении
 (3.72)
(3.72)

Определяем момент сопротивления сечения
 (3.73)
(3.73)
Определяем напряжение изгиба
 (3.74)
(3.74)

Материал рычага – чугун марки СЧ 18-36 с пределом прочности на изгиб sви = 360 МПа.
Определяем коэффициент запаса прочности по пределу прочности на изгиб
 (3.75)
(3.75)
где K – коэффициент понижения напряжений, принимаем K = 1.
[n] ³ 1,5 (3.76)
В данном случае n > [n] следовательно, запас прочности рычага в сечении I-I обеспечивается.
Монтаж, ремонт и техническая эксплуатация сеточной части БДМ
Монтаж сеточной части
Сеточная часть машины с завода-изготовителя на строительство поступает в разобранном виде, отдельными деталями и максимально укрупненными транспортабельными блоками. Монтаж сеточной части производят по монтажно-установочным чертежам, техническим условиям завода-изготовителя.
При монтаже машины на беспазовых фундаментных шинах предварительно устанавливают, тщательно выверяют узлы и части машины, по отверстиям основания станины размечают отверстия на верхних обработанных плоскостях шин. Затем освобождают шины от установленного оборудования, размечают центры отверстий, керном выбивают их, высверливают отверстия на всю толщину шины и нарезают в них резьбу. Из отверстия после нарезания резьбы удаляют сжатым воздухом пыль, бетонную мелочь и стружку. На фундаментные шины вновь устанавливают, окончательно выверяют и закрепляют узлы и части машины.
Схема основных операций технологического процесса сборки сеточной части машины на проектном месте следующая: установка первого вала (как правило, гауч-вала); монтаж станины сеточного стола; монтаж грудного вала; монтаж сетковедущих валов; монтаж отсасывающих ящиков и других деталей.
С завода-изготовителя гауч-вал поступает в собранном виде. Гауч-вал в сборе с подшипниками устанавливают предварительно по рискам на шинах, рабочую поверхность цилиндрической части располагают симметрично и перпендикулярно центральной оси машины, выверяют на горизонтальность и фиксируют после тщательной выверки контрольными штифтами. В дальнейшем гауч-вал принимают за базовый вал монтажа машины.
На фундаментные плиты гауч-вал со стойками и подшипниками устанавливают при помощи отвесов, спущенных с поперечной осевой линии против торцов цапф. Вал со стойками передвигают и устанавливают таким образом, чтобы струны отвесов были расположены против центров цапф указанного выше вала. Горизонтальность вала выверяют уровнем, устанавливаемым непосредственно па цилиндрической поверхности вала, причем, поворачивая цилиндр, уровень ставят в различных мостах по окружности вала [15].
Установку гауч-вала производят также способом перпендикулярной установки вала к продольной осевой линии машины.
Такую установку производят при помощи стрелы, состоящей из деревянного бруска, изготовленного из сухого дерева (длиной 2—3 м, толщиной 5 см), и металлической пластинки с прорезью (ширимой 1,5 мм, длиной до 30 мм), укрепленной на конце бруска. Стрелу при помощи вспомогательного бруска и болтов закрепляют посередине вала (рисунок 4.1) [16].
С продольной осевой линии машины по обе стороны гауч-вала опускают отвесы, вески которых для устранения качания нити погружают в ведра с водой (маслом). Стрелу закрепляют на валу в положении, при котором струна отвеса займет в прорези планки центральное положение.
При повороте вала вместе с закрепленной стрелой на 180º вторая струна отвеса также должна располагаться в центре прорези металлической планки. Если это не достигнуто, необходимо перемещением одной из стоек установить вал таким образом, чтобы струны отвеса в обоих случаях проходили посередине прорези.
Чтобы не повторять выверки вала при повторной его установке (ревизии вакуумных камер, ремонте и т. п.), положение стоек (рам) и подшипников, закрепленных после окончательной выверки гауч-вала, фиксируют контрольными штифтами или глубокими рисками, нанесенными на фундаментных шипах и опорных плитах стоек, на подушках стоек (рам) и на плитах корпусов подшипников.
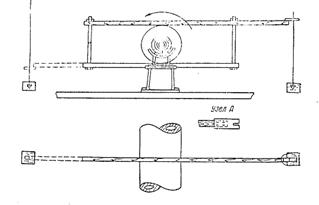
Рисунок 4.1 – Проверка перпендикулярности оси вала к продольной оси машины
Отсасывающий гауч-вал поступает упакованным в деревянном ящике в сборе с корпусами подшипников и рубашкой в том же положении, в котором он должен быть установлен на машину. Гауч-вал по указанию поставщика следует стропить за его корпус ленточными стропами возможно ближе к его концам. При применении стропа из троса бронзовый корпус вала защищают от возможных повреждений, проложив между корпусом вала и стропом твердую резину или толстое сукно. При подъеме из упаковочного ящика собранного узла гауч-вала в сборе с корпусами подшипников, чтобы последние не могли бы изменить своего положения, необходимо их прикрепить к корпусу вала или застропнть отдельно к тому же подъёмному крюку, к которому подвешен корпус вала.
Рекомендуется иметь специальную траверсу, при помощи которой можно было бы производить монтаж как гауч-вала не только в период монтажа машины, но и в будущем, когда понадобится произвести замену вала во время планово-предупредительного ремонта машин.
Для сеточной части машин, в которых гауч-вал консольно крепится к балкам станины, установку и выверку вала производят после монтажа станины. Корыта гауч-вала временно подвешиваются па уровне фундаментных шин под валом. Установка в рабочее состояние производится после выверки валов.
Монтаж станин сеточной части начинают с установки опор под поперечные балки. Опоры (стойки) выверяют по рискам на шинах и закрепляют; устанавливают поперечные балки, выверяют их так, чтобы оси балок располагались перпендикулярно центральной оси машины в пределах заданных допусков на монтаж станины сеточной части. После выверки производят крепление к опорным стойкам. Продольные балки устанавливают на поперечные и выверяют их относительно главных монтажных осей и на горизонтальность. Контролируют установку балок замерами по диагонали. Равенство диагоналей свидетельствует о том, что станина (рисунок 4.2) собрана правильно. Положение балок в горизонтальной плоскости проверяют уровнем.
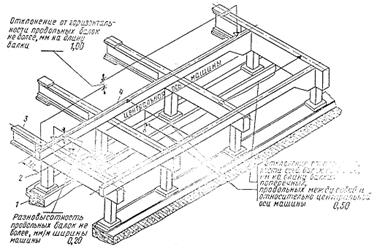
1 – шина; 2 – опора (стойка); 3 – поперечная балка; 4 – продольная балка
Рисунок 4.2 – Схема станины с основными контролируемыми монтажно-установочными размерами и допуски на монтаж
При необходимости прогиб балок в середине пролета компенсируют при помощи винтовых домкратов. Винтовые домкраты устанавливают на фундаментные шины и выверяют их по опорным подушкам, закрепленным на нижних плоскостях продольных балок. После выверки балки закрепляют и устанавливают поперечные связи. Результаты замеров заносят в соответствующий формуляр.
Сетковедущие валы устанавливают по рискам на шинах; валы, закрепляемые на продольных балках стола, – по рискам, нанесённым при контрольной сборке на заводе-изготовителе. Окончательную выверку валов на горизонтальность производят уровнем, на параллельность – микрометрическим штихмассом или рулеткой в обхват по концам. Выверку валов производят последовательно друг за другом начиная от гауч-вала.
Сеткоповоротный ведущий вал устанавливают на шины согласно проектным размерам и выверяют относительно продольной оси машины, а также проверяют параллельность его гауч-валу и горизонтальность.
Монтаж сетконатяжки с механическим приводом производят в следующей последовательности: устанавливают червячные редукторы и закрепляют их на кронштейны к боковым плоскостям продольных балок, при этом редуктор с квадратом на червячном валу для ручного привода закрепляют на балке лицевой стороны; устанавливают поперечный вал, соединяющий цапфы редукторов; устанавливают узлы опорных кронштейнов в сборе с поворотными рычагами-опорами вала и закрепляют их на продольных балках; собирают шарнирные соединения подъемных винтов редукторов с поворотными рычагами; устанавливают сетковедущий вал в сборе с подшипниковыми узлами и кронштейнами для спрысков и шаберов в гнезда поворотных рычагов и закрепляют болтами крышки рычагов; выверяют вал на горизонтальность с помощью редукторов на приводной и лицевой сторонах, выверку производят в крайних положениях по высоте над шинами; устанавливают промежуточный валик, соединяющий червячные валы редукторов на лицевой и приводной сторонах; окончательно выверяют вал на горизонтальность и параллельность.
Монтаж подъемного вала производят в следующем порядке: устанавливают узлы опорных кронштейнов в сборе с осью и поворотными рычагами – опорами вала и закрепляют их к поперечной балке; устанавливают гидроцилиндры и закрепляют их к продольным балкам; закрепляют на продольных балках кронштейны с направляющими роликами для канатов; заводят канаты на направляющие ролики и собирают шарнирные соединения канатов со штоками гидроцилиндров и поворотными рычагами; устанавливают сетковедущий вал в сборе с подшипниковыми узлами и кронштейнами для шаберов в гнезда поворотных рычагов и закрепляют болтами крышки рычагов; выверяют вал на горизонтальность путем регулировки длины канатов с помощью стяжных муфт на приводной и лицевой сторонах, выверку производят в крайних положениях по высоте над шинами; окончательно выверяют вал на горизонтальность и параллельность; устанавливают и закрепляют на шинах опорные стойки сетковедущего вала; опускают сетковедущий вал и закрепляют поворотные рычаги на стойках.
Монтаж сеткоправильного валика производят в следующей последовательности: устанавливают на шины ручную и автоматическую сеткоправки и закрепляют; ручную сеткоправку устанавливают с лицевой стороны; устанавливают каретки ручной и автоматической сеткоправки в среднее положение; устанавливают сетковедущий вал на каретки сеткоправок; окончательно выверяют вал на горизонтальность и параллельность.
Устанавливают и закрепляют все шабера, спрыски и другие устройства, монтируемые под корытами водосборного устройства подсеточной воды. Особое внимание должно быть уделено выверке шаберов. Выверку шаберов сстконатяжных и подъемных валов осуществляют с помощью специальных регулировочных тяг.
Правильность прилегания ножа шабера к валу (угол наклона, горизонтальность и параллельность оси вала) проверяют с помощью шаблонов, специальных уровней или на просвет. Для исправления прилегания ножа в соответствующих местах устанавливают прокладки из фольги между держателем и корпусом шабера. При выверке механизм возвратно-поступательного движении шабера должен находиться в среднем положении.
Механизм отвода шабера от вала собирают после штифтовки опор шаберов. В процессе сборки регулируют длину канатов так, чтобы они не были натянуты в рабочем положении шабера, а в отведенном положении – выдержан установочный зазор. После монтажа все шаберы отводят от валов и стопорят.
Грудной вал с механизмом подъема-опускания монтируют в следующей последовательности: собирают шарнирные соединения седловин грудного вала с продольными балками стола; устанавливают седловины в рабочее положение и закрепляют их к стопкам напорного ящика; опускают грудной вал в сборе с подшипниковыми узлами на седловины и с помощью регулировочных винтов устанавливают его в среднее положение; выверяют вал на горизонтальность и параллельность гауч-валу и закрепляют. Горизонтальность вала проверяют уровнем, перпендикулярность относительно продольной оси машины - специальной стрелой. Дальнейший порядок работы зависит от типа механизма подъёма-опускания.
В нашем случае механизм подъёма-опускания – гидравлический (рисунок 4.3), поэтому далее устанавливают гидроцилиндры со сборкой шарнирных соединений корпусов цилиндров с проушинами на боковых плоскостях продольных балок стола и штоков цилиндров с проушинами на седловинах грудного вала и последующей регулировкой хода штоков.
Грудной вал со стойками и подшипниками устанавливают на место и проверяют перпендикулярность его оси к продольной осевой линии машины или параллельность по отношению к базовой оси с помощью отвесов (рисунок 4.4).
1 – продольная балка стола; 2 – грудной вал; 3 – гидравлический цилиндр; 4 – седловина; 5 – сетка
Рисунок 4.3 – Гидравлический механизм подъёма-спуска грудного вала
С грудного вала (А) и базовой оси (В) на одинаковых расстояниях от их торцов с обеих сторон монтируемой машины опускают отвесы 1 и 2.
Оси этих валов между собой будут параллельны при равных расстояниях между отвесами, замеренных по установленной в горизонтальной плоскости линейке.
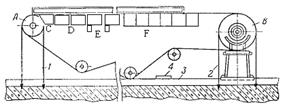
А – rpудной вал; В – гауч-вал; C – грудная доска; D – ящики с гидропланками; E – МОЯ; F – СОЯ; 1, 2 – отвесы; 3 – проверочная линейка; 4 – уровень
Рисунок 4.4 – Проверка оcей грудного вала, грудной доски, ящиков с гидропланками, отсасывающих ящиков (МОЯ и СОЯ)
Работу механизма подъёма-опускания вала проверяют вручную.
Отсасывающие ящики устанавливают параллельно грудной доске и ящикам с гидропланками, располагая их верхние плоскости на одной высоте с ними. Каждый отсасывающий ящик может быть перемещен по высоте посредством установочных винтов.
Далее устанавливают грудную доску (формующий ящик), ящики с гидропланками и отсасывающие ящики (МОЯ и СОЯ). Грудную доску и ящики с гидропланками выверяют на параллельность от грудного вала, а отсасывающие ящики – от гауч-вала. При предварительной установке ящиков по высоте оставляют запас 1 – 1,5 мм под шлифовку планок [17].
Окончательно выверку по высоте производят в пусковой период после установки планок. При этом верхние плоскости ящиков должны быть горизонтальными и на одной высоте с валами.
Затем устанавливают электродвигатели привода и выверяют их концы с концами валов гауча и сеткоповоротного вала на соосность и горизонтальность.
Нажимные приспособления для консольного вывешивания валов (гауч-вала, сеткоповоротного вала) обычно поступают в монтаж в собранном виде. Монтируют их в следующей последовательности: мостовым краном надвигают приспособление на цапфу вала с приводной стороны и устанавливают в проектное положение; особое внимание уделяют установке приспособления по высоте и оси вала. При пробном подъеме вала регулируют винт ограничения подъема, расположенный под приводной цапфой вала. Между приводной цапфой и боковыми установочными винтами оставляют зазоры 5 мм, чтобы ограничить колебания вала при консольном вывешивании. Прижимное устройство регулируют в боковом направлении так, чтобы при подъеме вал не смещался в сторону.
Мостки обслуживания монтируют параллельно со столом, чтобы обеспечить нормальные условия работы монтажников.
Результаты выверки валов сеточной части заносят в соответствующий формуляр.
После окончания монтажа валов и прочих узлов консольного стола консольные части поперечных балок притягивают к фундаментам (на приводной стороне).
С помощью гидравлических домкратов, встроенных в стойки, приподнимают концы балок на лицевой стороне и вынимают съемные детали (подушки). Опускают домкраты в исходное положение. В вывешенном положении стола от выбранных ранее точек повторно производят измерения. По разности результатов измерений вычисляют величину прогиба для концов поперечных балок. Если фактический, прогиб балок превышает допустимый, указанный в установочном чертеже, его регулируют путем затяжки гаек на консольных частях балок приводной стороны.
Величину допустимого прогиба задают одинаковой, независимо от действующих нагрузок и линейных размеров поперечных балок.
Последовательность затяжки гаек следующая: с помощью гидравлических домкратов концы балок на лицевой стороне приподнимают на 5 мм выше проектного положения; устанавливают съёмные детали и стальные пластины, толщина которых соответствует образовавшемуся зазору между поперечной балкой и съемной деталью; опускают домкраты и производят затяжку гаек; производит вывешивание балок и контролируют величину прогиба по концам. Операции повторяют до тех пор, пока прогиб достигнет заданной величины.
Для схемы с жестким креплением поперечных балок к стойкам приводной и лицевой сторон порядок работ следующий: с помощью съемных гидравлических домкратов, имеющихся в комплекте машины, приподнимают концы поперечных балок на лицевой стороне приблизительно на 5 мм; в образовавшийся зазор между опорной стойкой и съемной деталью устанавливают стальные пластины; опускают домкраты и производят затяжку гаек на консольных частях балок; приподнимают балки домкратами и вынимают стальные пластины; опускают домкраты.
Затяжку гаек производят до тех пор, пока не произойдет раскрытие стыка между съемной деталью и стойкой, закрепленной на поперечной балке. При этом зазор, необходимый для удаления съемных деталей при смене сетки, должен составлять 1—2 мм [18], кроме того, как гайки на консольных частях балок будут затянуты до требуемой величины, притягивают откидными болтами (через съёмные детали) концы поперечных балок к стойкам лицевой стороны.
Механизмы тряски (рисунок 4.5) сеточного стола монтируют в следующей последовательности: разбивают и фиксируют струной оси механизма, устанавливают механизмы на фундаменты и выверяют. В качестве монтажных осей принимают ось приводных валов механизмов (в направлении центральной оси машины) и оси тяг (в направлении тряски) для каждого механизма. Координируют механизмы в работе по времени. Координация работы включает регулировку механизмов на максимальную амплитуду тряски (с помощью винтовой передачи) и установку тяг в верхние мертвые точки. Одновременно проверяют установочные размеры в направлении тряски. Проверяют центровку приводных валов смежных механизмов тряски по индикатору часового типа и устанавливают промежуточный валик, соединяющий эти валы.
Тяги механизмов соединяют плоскими пружинами с кронштейнами, закреплёнными на продольной балке сеточного стола приводной стороны. В местах соединений балок с механизмами тряски в поперечном направлении машины устанавливают плоские пружины, соединяющие балки приводной и лицевой сторон. Устанавливают приводной электродвигатель и центруют его к механизму по шкивам.
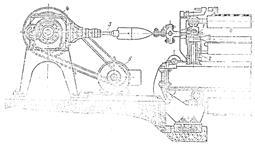
1 – продольная балка; 2 – вертикальные пружины; 3 – тяга, соединяющая сеточный стол с механизмом тряски; 4 - механизм тряски; 5 – электродвигатель; 6 – горизонтальная пружина
Рисунок 4.5 – Механизм тряски сеточного стола
Устанавливают корыта и желоба водосборного устройства подсеточной воды. Монтаж производят блоками согласно заводской маркировке. Блоки закрепляют на продольных балках и поперечных связях. Стыки блоков, места присоединения желобов к продольным балкам герметизируют эластомером ГЭН-150. Плиты ставят на пластмассу АСТ-1.
Подсеточную ванну собирают из отдельных секций и закрепляют на продольных балках и поперечных связях сеточного стола. После установки секций монтажные крюки срезают и неровности зачищают пневматической шлифовальной машинкой. Секции тщательно подгоняют одну к другой и сваривают. Все болты крепления ванны перед установкой смазывают водостойкой пастой и после затяжки фиксируют электросваркой. При электросварочных работах следят за тем, чтобы размеры, замеренные по боковым плоскостям балок, были одинаковые (3 мм). В начале вспомогательных балок к их боковым плоскостям приваривают ограничительные пластины, фиксирующие положение балок относительно стоек лицевой стороны.
В последнюю очередь монтируют отсечки, спрыски, форматные линейки, устройства для смены сетки, установку воздушной заправки; присоединяют водо-вакуум- и воздухопроводы.
Грудной вал, формующая доска, ящики с гидропланками, отсасывающие ящики (МОЯ и СОЯ) и гауч-вал, расположенные на участке прямого хода сетки (зона отлива и формования бумажного полотна), должны находиться строго в одной горизонтальной плоскости. Поверка горизонтальности проводится прямым и перекрестным методами с помощью монтажных поверочных линеек и уровней или оптических инструментов. Грудной вал, гауч-вал и ведущий вал сетки (при установке вакуум-пересасывающего устройства) и все сетковедущие валы на обратной ветви сетки должны быть установлены с жесткими допусками на горизонтальность и взаимную параллельность друг другу. Базовым валом для монтажа сеточной части обычно служит гауч-вал или ведущий вал сетки. При наличии бомбировки проверка валов на горизонтальность производится в трех точках – посередине вала и по концам.
При монтаже бумагоделательных валов отклонение от горизонтальности цилиндрической части грудного вала, гауч-вала и ведущего вала сетки находится примерно в пределах от 0,01 до 0,06 мм/м. Примерно такие же пределы выдерживаются для сетковедущих валов. Рекомендуемая норма точности на отклонение грудного вала от горизонтальности составляет 0,04 мм/м и не более 0,2 мм на всю длину цилиндрической части. Для гауч-валов и ведущего вала сетки эти допуски составляют 0,1 мм/м и также не более 0,2 мм на всю длину валов. Такие же допуски даются для сетковедущих валиков. Отклонения от параллельности осей грудного вала и гауч-вала (или ведущего вала сетки) должны быть сведены к минимуму и составлять не более 0,08 - 0,15 мм па всю длину вала, а допуск на непараллельность остальных валов сеточного стола относительно друг друга должен находиться в пределах не более 0,2-0,3 мм на всю длину вала. Фактическая точность монтажа грудного вала и гауч-вала отражается в соответствующих монтажных формулярах (рисунок 4.1). Монтажные формуляры составляются также на точность установки нижних валов прессовой части и центровку муфт и промежуточных валов каждой приводной секции.
Диаметр гауч-валов на современных широких бумагоделательных машинах достигает 1200-1500 мм, а его вес для газетной машины с рабочей шириной 4200 мм в сборе составляет 18 т. Он должен монтироваться с особой тщательностью, ибо возможно повреждение шлифованного бронзового отсасывающего цилиндра. При монтаже, гауч-вала (и других валов подобного типа) главный гак мостового крана снабжается специальным балансом (балкой — траверсой), позволяющим производить строповку гауч-вала по концам цилиндрической части с подкладками под стальные стропы специальных эластичных лент.
Дата: 2019-12-22, просмотров: 433.