Основной и наиболее сложной частью бумагоделательных и картоноделательных машин является сеточная (на ней происходит формование бумажного полотна) которое, главным образом, определяет важнейшие свойства бумаги. На изготовление сеточной части машины расходуется значительное количество цветных металлов и антикоррозийных материалов, что удорожает её стоимость. Эксплуатационные расходы на сеточной части (стоимость сеток и ремонтных работ) также значительны.
Назначение сеточной части – отлив и формование мокрого бумажного полотна из волокнистой суспензии. Под отливом следует понимать технологические операции, связанные с равномерностью распределения бумажной массы по ширине сетки и ее обезвоживание.
Обезвоживание на сеточной части происходит в течение очень короткого промежутка времени (от 10 до 30 сек) в зависимости от длины сеточного стола и скорости и машины. По мере обезвоживания бумажная масса сжимается. При этом уменьшается сечение пор (капилляров) и резко увеличивается сопротивление фильтрации. В процессе обезвоживания масса становится все менее сжимаемой в связи с повышением гидравлического давления внутри пор [2].
Сеточная часть включает в себя напорный ящик, сеточный стол (рисунок 2.1) и ряд других машин и устройств (насосы, вакуум-насосы, привод и другие механизмы для сообщения дополнительных динамических процессов, диктуемых требованиями технологии).
В начале сеточной части установлен напорный ящик, из которого бумажная масса непрерывным потоком вытекает на грудной вал и грудную доску верхней ветви сетки, где происходит формование и отлив полотна. Значительная часть воды из массы (оборотная вода) проходит сквозь сетку и в дальнейшем повторно используется для разбавления массы.
Чтобы бумажная масса не стекала, по краям сетки устанавливаются ограничительные линейки.
Для очистки от волокон нижняя ветвь сетки по всей ширине промывается несколькими спрысками. Для уменьшения потерь волокна и сокращения расхода свежей воды на современных машинах максимально используют оборотную воду.
Грудной вал, устанавливаемый в начале сеточного стола, — трубчатый, как показано на рисунке 2.2. Наружный его диаметр 700 мм, толщина стенки 6 мм; вал облицован твердой резиной.
Поверхность вала очищается от волокон шабером с пластмассовым или деревянным клинком. Для уменьшения износа вала шабер совершает возвратно-поступательное движение вдоль оси вала при помощи гидравлического или пневматического устройства.
При надевании сетки в целях уменьшения расстояния между осями гауча и грудного вала последний опускается и подвешивается к балкам сеточного стола.
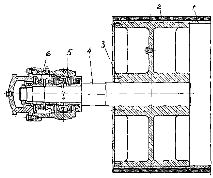
1 – труба; 2 – резиновое покрытие; 3 – патрон; 4 – цапфа; 5 – радиальный подшипник; 6 – упорный подшипник
Рисунок 2.2 – Грудной вал
Для опускания вала служит пневматический гидравлический двигатель или электродвигатель, соединенный с редуктором.
К формующим и обезвоживающим элементам относятся: формующая доска, гидропланки, мокрые отсасывающие ящики. Все они поддерживают сетку, устраняя её провисание, и способствуют в той или иной мере обезвоживанию бумажной массы, улучшая формование листа.
Формующую доску устанавливают непосредственно за грудным валом. Её назначение – устранить провисание сетки между грудным валом и первым ящиком с гидропланками, снизить обезвоживающее действие грудного вала, замедлить обезвоживание в начале сеточного стола и улучшить распределение волокнистой суспензии по ширине сетки. Доску монтируют на чугунной балке так, что её положение относительно грудного вала можно регулировать в горизонтальном и вертикальном положении. Иногда формующую доску выполняют в виде ящика, создавая под ним разряжение до 75 мм вод. ст. с помощью сифонной трубы, опускаемой в подсеточную ванну. Такая конструкция формующей доски позволяет регулировать обезвоживание бумажного полотна.
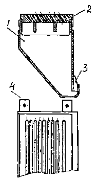
Используют сплошные формующие ящики или ящики, состоящие из отдельных планок (рисунок 2.3). Переднюю кромку покрытия ящика заостряют, чтобы приблизить ее к грудному валу. На скоростных машинах иногда устанавливают гидропланки с рабочим углом 0,5°. Благодаря гидропланкам создается разрежение, которое прижимает сетку к формующему ящику и предохраняет ее от вибрации в районе грудного вала.
Планки формующего ящика изготавливают из высокомолекулярного полиэтилена или оксидной керамики, корпус — из нержавеющей стали. При сходе с грудного вала сетка несколько провисает, поэтому для уменьшения износа планок формующего ящика переднюю кромку ящика устанавливают ниже сетки па 1,5-3 мм, а заднюю кромку — на 0,5-1 мм.
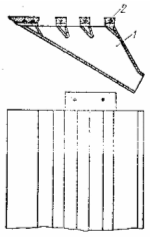
1 – корпус; 2 – гидропланки; 3 – устройства для крепления
Рисунок 2.3 – Формующий ящик (формующая доска)
Большое значение для формирования бумажного полотна имеет положение формующей доски относительно потока массы, выходящей из выпускной щели напорного ящика. Для улучшения процесса формования бумажного полотна поток массы должен сложиться на кромку формующей доски.
Гидропланка представляет собой разновидность шабера, устанавливаемого под сеткой под небольшим углом к ней. Гидропланка передней кромкой снимает как шабером, плёнку воды, повисшую под сеткой и удерживаемую силами поверхностного натяжения, и удаляет часть воды из волокнистого слоя вследствие разряжения, возникающего в клине между сеткой и поверхностью гидропланки.
Гидропланки изготовляются из высокомолекулярного полиэтилена с износостойкими вставками (шириной 10—12 мм) из нержавеющей стали или же из керамики, что обеспечивает значительное удлинение срока работы гидропланки (в 4-5 раз). Корпус гидропланки изготавливают сварным из нержавеющей стали. Он должен быть жестким, чтобы не возникла вибрация при ударе о него струй удаляемой воды.
Гидропланки изготовляются с углом наклона рабочей плоскости a от 0,5 до 4°. На машине гидропланки устанавливают с увеличением угла наклона по ходу полотна бумаги. Иногда применяют чередование гидропланок с разным углом наклона.
Колебание угла наклона по длине одной гидропланки допускается не более 0,25°. На направляющих корпусов гидропланки должны устанавливаться так, чтобы их можно было для регулирования процесса обезвоживания полотна менять (без больших усилий, вручную), не останавливая машины.
С увеличением угла наклона гидропланки с 0,5 до 4° обезвоживающая способность её повышается почти вдвое.
Разряжение, создаваемое гидропланками, можно регулировать, изменяя угол наклона планки к сетке, что позволяет подбирать оптимальные условия для наилучшего формования бумажного полотна и скорости обезвоживания на каждой конкретной машине.
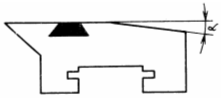
Рисунок 2.4 – Гидропланка с металлической вставкой
Наиболее распространенный профиль гидропланок показан на рисунке 2.4. Передняя кромка гидропланки скошена под углом 45º к сетке, на плоскую переднюю часть планки шириной от 15 до 30 мм опирается сетка. Остальная часть так же обычно плоская, расположена под углом от 0,5 до 4° к сетке. Обычно общая ширина гидропланки составляет 50 – 70 мм, а соотношение между горизонтальной и наклонной часть составляет 1:2 или 1:3 повышаясь в зависимости от места положения планки по ходу сетки [3].
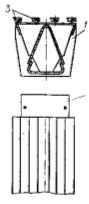
1 – корпус; 2 – гидропланки; 3 устройства для крепления
Рисунок 2.5 – Ящик с гидропланками
Обычно в начале, сеточного стола гидропланки устанавливают с большим шагом, а по мере увеличения сухости полотна шаг уменьшают.
Применяют также многоэлементные стационарные гидропланки, размещаемые обычно в общем ящике с небольшими промежутками между отдельными элементами (рисунок 2.5). Применение таких гидропланок позволяет увеличить обезвоживающее действие регистровой части сеточного стола.
Кроме гидропланок в качестве обезвоживающих элементов используются мокрые отсасывающие ящики.
Мокрые отсасывающие ящики (МОЯ) устанавливаются за гидропланками (2 шт.), обезвоживание полотна на них происходит под действием низкого вакуума. Для удаления воды используются обычные гидрозатворы, располагаемые по всей длине ящика (рисунок 2.6 б), или отдельные трубы, нижние концы которых опущены в подсеточное корыто, где поддерживается постоянным уровень воды (рисунок 2.6 а).
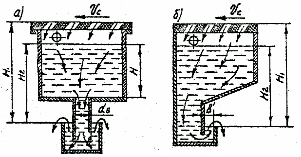
а – МОЯ с отдельными трубами, б – МОЯ с гидрозатвором
Рисунок 2.6 – Схема движения воды в мокрых отсасывающих ящиках
Для создания в ящиках вакуума 2—7 кПа используется вентилятор или вакуумный насос. Вакуум обычно регулируется количеством подсасываемого из вне воздуха.
1 – корпус; 2 – покрытие; 3 – гидрозатвор; 4 – устройство для крепления
Рисунок 2.7 – Мокрый отсасывающий ящик
В нашем случае установлено три МОЯ с гидрозатвором.
Являясь интенсивным обезвоживающим элементом, мокрые отсасывающие ящики не создают в слое суспензии микротурбулентности. Их рекомендуется устанавливать в конце зоны формования за гидропланками. Интенсивно обезвоживая слои, ящики несколько уплотняют волокна, из-за чего эффективность работы последующих ящиков, уменьшается.
Мокрый отсасывающий ящик (рисунок 2.7) представляет собой сварной нержавеющий корпус, сверху которого установлена плита из высокомолекулярного полиэтилена. Плита изготовляется с узкими щелями шириной 15 —20 мм, направленными поперек машины. Живое сечение плиты около 50%. Верхняя часть ящика также может иметь от 7 до 11 роболитовых досок или же планок из высокомолекулярного полиэтилена. Ящики выпускаются шириной 240; 420 и 700 мм [10].
МОЯ отличаются от регистровых валиков и гидропланок тем, что скорость обезвоживания и величина вакуума в них не зависит от скорости сетки. Это позволяет создать наиболее оптимальные условия для проведения процесса формования и обезвоживания с целью получения бумажного полотна с требуемыми свойствами.
Скорость обезвоживания бумажного полотна на сеточном столе снижается по мере повышения сухости бумажного листа. Здесь нельзя получить достаточно сухое полотно с содержанием сухого вещества более 3 – 4 %, так как для этого потребовалось бы значительно увеличить сеточный стол. Поэтому дальнейшее обезвоживание листа ведут принудительным способом, под вакуумом на сухих отсасывающих ящиках и отсасывающем гауч-вале.
В результате при проведённой реконструкции сеточной части, будем иметь следующие преимущества:
При переходе на синтетическую сетку: снижается простой БДМ, а также уменьшаются эксплуатационные расходы, повышается обезвоживающая способность, отсутствует шов, а следовательно и маркировка, которую может давать на бумаге шов; сетка меньше загрязняется, легко промывается и бумажное полотно легче с него снимается (сухость бумаги на этой сетке выше), исключается коррозия, эластичная, облегчение и упрощение условий их надевания на сеточный стол, незначительная подверженность механическим повреждениям при одевании, упаковке, транспортировке и эксплуатации, возросли скорость и производительность машин, улучшилось качество выпускаемой продукции и уменьшился провал волокна под сетку.
Внедрение синтетических сеток и гидропланок улучшило качество бумаги из-за более равномерного формования волокнистой суспензии, уменьшило ее разносторонность и повысило гладкость сеточной поверхности бумаги. Применение гидропланок привело к ликвидации подброса массы, улучшению распределения волокон, повышению удержания мелочи и наполнителя, особенно в начальном, критическом периоде формования бумажной массы, что явилось следствием низкого вакуума по длине зоны отсоса гидропланки и мягкого и более равномерного характера обезвоживания, сократило длину сеточного стола БДМ.
Применение мокрого отсасывающего ящика в зоне формования позволяет уменьшить также длину сеточного стола, улучшить формование и значительно повысить степень прочности бумаги, уменьшить число гидропланок, в связи с чем снижается металлоемкость и время цикла – Тцикла.
Внедрение автоматической сеткоправки и сетконатяжки позволит снизить мощность, потребляемую сеточной частью, сэкономить электроэнергию, уменьшить износ сетки, повысить качество бумаги, обеспечивая своевременный контроль натяжения и правки сетки во время работы машины, при этом сохранив возможность ручной натяжки и правки.
В целом, внедрение синтетической сетки с гидропланками и МОЯ, а также внедрение автоматической сеткоправки и сетконатяжки позволило повысить качество бумажного полотна и передать на прессовую часть бумажное полотно с наиболее высокими свойствами, уменьшить длину сеточного стола, что экономит производственную площадь и сокращает время цикла, что ведёт к увеличению производительности газетной бумаги.
Технологические расчеты
Дата: 2019-12-22, просмотров: 500.