Содержание
Реферат
Содержание
Введение
1. Технико-экономическое обоснование
1.1 Обзор существующих конструкций
1.2 Обоснование выбора конструкции
2. Технологические решения
2.1 Описание технологической схемы
2.2 Технологические расчёты
2.2.1 Расчёт возможной производительности буммашины
2.2.2 Ширина сетки и длина валов сеточной части
2.2.3 Расчёт процесса формования и обезвоживания бумажной массы на ЭВМ
3. Конструкторская часть
3.1 Расчёт конструктивных параметров ящика с гидропланками и мокрого отсасывающего ящика
3.1.1 Расчёт ящика с гидропланками
3.1.2 Расчёт мокрого отсасывающего ящика
3.2 Расчёт сетконатяжки
3.2.1 Расчёт сетконатяжного вала
3.2.2 Подбор подшипников
3.2.3 Расчёт рычагов сетконатяжного вала
4. Монтаж, ремонт и техническая эксплуатация сеточной части БДМ
4.1 Монтаж сеточной части
4.2 Ремонт и техническая эксплуатация сеточной части
5. Строительные решения
6. Автоматизация производственного процесса
6.1 Общие положения
6.2 Выбор точек контроля и регулирования
6.3 Обоснование выбора технических средств автоматизации АСУТП
7. Экологичность проекта
7.1 Благоустройство и озеленение санитарно-защитной зоны и территории предприятия
7.2 Безопасность в чрезвычайных ситуациях
8. Основные технико-экономические показатели проекта
8.1 Расчёт капитальных (единовременных) затрат
8.2 Расчёт текущих затрат, связанных с эксплуатацией оборудования
8.3 Составление годового графика ремонтного оборудования
8.4 Расчёт показателей экономической эффективности
Заключение
Библиографический список
Реферат
В данном дипломном проекте описывается назначение и роль сеточной части БДМ, её основных узлов. Также рассматриваются различные формующие и обезвоживающие устройства сеточной части БДМ. Исходя из технико-экономического обоснования для оптимального и наиболее экономичного формования и обезвоживания бумажного полотна, целесообразней использовать синтетическую сетку с гидропланками и МОЯ, при этом натяжение сетки контролируя автоматической сетконатяжкой и сеткоправкой. Производятся технологические и конструкторские расчёты.
Описывается монтаж, ремонт и техническая эксплуатация сеточной части БДМ, строительные решения, автоматизация производственного процесса (автоматической сетконатяжки), безопасность и экологичность проекта. Производятся экономические расчеты, определяющие основные технико-экономические показатели проекта.
Дипломный проект содержит пояснительную записку из 147 страниц текста, 19 таблиц, 51 иллюстрацию, 40 литературных источников и графическую часть на 10 листах формата А1.
Введение
Целлюлозно-бумажная промышленность (ЦБП) является одной из важнейших отраслей народного хозяйства. От успехов её развития сегодня во многом зависят темпы роста таких областей промышленности как радиоэлектронная, автомобильная, химическая, электрохимическая и др. Без продукции ЦБП немыслимо развитие науки, культуры.
Во многих странах мира темпы развития ЦБП значительно выше других отраслей и бумагоделательное машиностроение занимает одно из ведущих направлений тяжелой индустрии.
На первое место сейчас выходят вопросы совершенствования крупных бумагоделательных машин и их структурная перестройка, механизация и автоматизация технологических процессов.
Россия обладает огромными запасами леса, которые в настоящее время очень расточительно и нецелесообразно используются. Бумага и картон производится на оборудовании, которое устарело морально и физически. В результате подобного состояния промышленности РФ не может извлекать полноценной прибыли из леса. Установка современного оборудования, совершенствование имеющихся технологий позволит снизить себестоимость продукции и увеличить производительность.
Во всех странах мира интенсивно проводятся научно-исследовательские и проектно-конструкторские работы по непрерывному совершенствованию процессов и оборудования БДМ и КДМ. Результаты этих работ настолько быстро изменяют конструкцию машин, что они становятся морально устаревшими через 7 – 10 лет [1]
Появляются новые схемы машин, технологических потоков, новые методы формования бумажного полотна с максимальным использованием существующего оборудования, с минимальным расходом волокна, свежей воды, химикатов, исключающим до предела загрязнение окружающей среды.
Несмотря на значительные усовершенствования, бумагоделательная машина сохранила свою технологическую компоновку, и в настоящее время представляет собой гигантский технологический конвейер.
В ЦБП эксплуатируется много машин, установленных в начале и середине XX века. Поэтому основная масса машин на наших предприятиях имеет низкие скорости, малую ширину сетки и низкую производительность.
Естественно, что реконструкция должна производиться лишь тогда, когда подсчитывают экономический эффект от её осуществления. Затраты на реконструкцию должны, как правило, окупаться.
Бумага имеет большое народно-хозяйственное значение, и её производство в нашей стране непрерывно увеличивается за счёт реконструкции и расширения действующих предприятий и строительства новых.
Серьезным препятствием на пути полной реконструкции бумагоделательных фабрик стоит нехватка денежных средств. Прибыль предприятий на столько мала, что закупка нового оборудования – непозволительная роскошь. Иностранные инвесторы не рискуют вкладывать денежные и иные средства в нашу промышленность по причине нестабильного положения экономики.
Одним из путей решения, наиболее целесообразным в данных условиях, является поэтапная замена отдельных частей БДМ, которые более весомо влияют на производительность.
Основной и наиболее ответственной частью бумагоделательной машины является сеточная часть. На ней производится отлив и формование полотна. Именно здесь определяются будущие свойства бумажного полотна.
Путем улучшения формования и обезвоживания бумажного полотна на сеточной части можно повысить характеристики, качество бумаги и производительность, что приведет к реально ощутимой прибыли. Поэтому необходимо заменить ранее установленную бронзовую сетку и регистровые валики на синтетическую сетку с гидропланками и МОЯ, а также установить автоматическую сеткоправку и сетконатяжку. В данном дипломном проекте представлен именно такой вариант улучшения производственных возможностей БДМ №2 Енисейского ЦБК.
Технологические решения
Технологические расчеты
Конструкторская часть
3.1 Расчет конструктивных параметров ящика с гидропланками и мокрого отсасывающего ящика
3.1.1 Расчёт ящика с гидропланками
Корпуса ящиков обычно изготавливают сварными из нержавеющей листовой стали Х18Н9Т толщиной от 6 до 12 мм. Ящики опираются на балки сеточного стола с помощью кронштейнов, приваренных к торцевым крышкам ящика. Положение ящика по высоте для обеспечения контакта с сеткой можно регулировать установочными винтами с гайками.
Сечение корпуса ящика представляет собой основной несущий элемент треугольной формы, к которому по длине ящика приварены рёбра жёсткости. К рёбрам с обеих сторон приварены боковые накладки из листовой стали, как показано на рисунке 3.1.
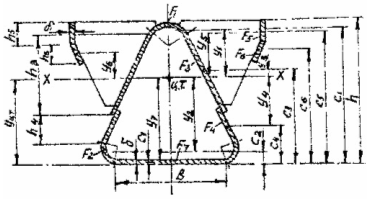
Рисунок 3.1 – Поперечное сечение корпуса ящика
Для определения осевых моментов инерции и сопротивления поперечного сечения ящика необходимо разбить сечение на отдельные геометрические фигуры, положение центра тяжести и момент инерции которых известен. Составное сечение ящика содержит вертикальные и наклонные прямоугольники [4].
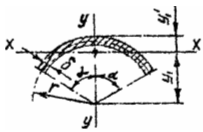
Рисунок 3.2 – Схема сечения горизонтального кольцевого сектора
Определяем площадь сечения кольцевого сектора в соответствии с рисунком 3.2
 (3.1)
(3.1)
где r – радиус кольцевого сектора, r = 0,028м;
δ – толщина полосы, δ = 0,006м;
a = p·a°¤180 (3.2)
a = 3,14·60¤180 = 1,05 рад.

Определяем положение центра тяжести и координаты крайних точек сечения
 (3.3)
(3.3)
 (3.4)
(3.4)

Определяем момент инерции относительно оси Х-Х для горизонтального кольцевого сектора согласно рисунку 3.2
 (3.5)
(3.5)

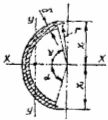
Рисунок 3.3 – Схема сечения вертикального кольцевого сектора
Определяем координаты крайних точек сечения и момент инерции относительно оси Х-Х для вертикального кольцевого сектора по рисунку 3.3
 (3.6)
(3.6)

 (3.7)
(3.7)

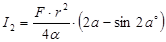
а – вертикальная полоса; б – наклонная полоса
Рисунок 3.4 – Схема сечения прямоугольной полосы
Определяем площадь и момент инерции сечения вертикальной прямоугольной полосы согласно рисунку 3.4а
 (3.8)
(3.8)
где h – высота полосы, м.
 (3.9)
(3.9)




Определяем площадь и момент инерции сечения наклонной прямоугольной полосы согласно рисунку 3.4б
 (3.10)
(3.10)
где l – длина полосы, м.
 (3.11)
(3.11)






Определяем координату центра тяжести сечения ящика
 (3.12)
(3.12)
где с1…с7 – расстояние от центров тяжести отдельных геометрических фигур до начала координат, м;
F1…F7 – площади соответствующих фигур сечения, м2.

Определяем осевой момент инерции сечения ящика
 (3.13)
(3.13)

где y1…y7 – расстояние от центров тяжести соответствующих фигур сечения ящика от нейтральной оси, м.




Определяем момент сопротивления сечения ящика
 (3.14)
(3.14)
Определяем вертикальную нагрузку, действующую на ящик
 (3.15)
(3.15)
где Jя – сила тяжести ящика, Н;
qc – распределительная нагрузка на ящик от массы с сеткой, Н/м (для расчёта принимается 100 Н/м);
B – длина рабочей части ящика, м.
Сила тяжести ящика с 3-мя гидропланками: Jя с 3г = 6239Н; ящика с 5-ью гидропланками: Jя с 5г = 6886Н
Расчёт ведём по наибольшему значению Jя: Jя = 6886Н

С расчётной точки зрения корпус ящика будет представлять собой балку на двух опорах, нагруженную равномерно распределительной нагрузкой по длине рабочей части корпуса (рисунок 3.5)
Так как нагрузка симметричная, реакции опор равны между собой
 (3.16)
(3.16)
где q0 – интенсивность равномерно распределённой нагрузки, Н/м.
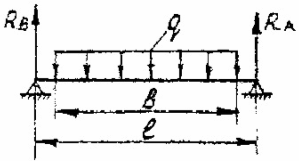
Рисунок 3.5 – Схема нагружения корпуса ящика
q0 = P / B (3.17)
q0 = 7381 / 4,95 = 1491Н/м

По найденному значению опорных реакций производится расчёт кронштейнов ящика.
Ящик крепится к продольным балкам сеточного стола по средствам кронштейнов.
Определяем площади соответствующих фигур сечения кронштейна согласно рисунку 3.6
F1 = 0,012×0,2 = 0,0024 м2
F2 = 0,004×0,03 = 0,00012 м2
F3 = 0,006×0,07 = 0,00042 м2
F4 = 0,008×0,1 = 0,0008 м2
F5 = 0,014×0,045 = 0,00063 м2
F6 = 0,012×0,062 = 0,000744 м2
F7 = 0,5×0,012×0,016 = 0,000096 м2
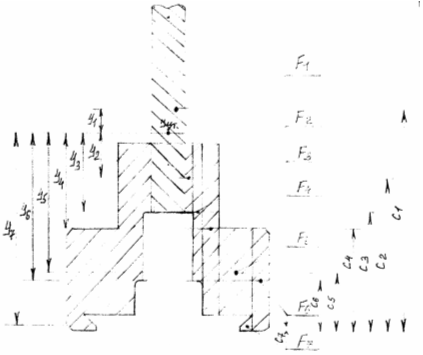
Рисунок 3.6 – Схема сечения кронштейна ящика
Определяем координату центра тяжести сечения кронштейна

Определяем момент инерции кронштейна



Определяем момент сопротивления сечению кронштейна
 (3.18)
(3.18)
где l – расстояние между опорами ящика, l = 5,28м.
Определяем изгибающий момент, действующий на кронштейн
 (3.19)
(3.19)
lк – вылет кронштейна, lк = 0,175м.

Определяем напряжение возникающее в сечении кронштейна
 (3.20)
(3.20)
Определяем коэффициент запаса прочности:
 (3.21)
(3.21)
где σт - предел текучести стали, для стали Х18Н9Т σт = 200 МПа.
Сечение кронштейна удовлетворяет условию прочности.
Определяем максимальный изгибающий момент в среднем сечении ящика
 (3.22)
(3.22)

Определяем напряжение изгиба в этом сечении
 (3.23)
(3.23)
Определяем коэффициент запаса прочности по пределу текучести
Сечение ящика удовлетворяет требованиям прочности.
Конструкция ящиков должна быть достаточно жёсткой во избежание стекания массы к середине сетки. Определяем абсолютный прогиб рабочей части ящика по середине пролёта
 (3.24)
(3.24)
где Е – модуль упругости стали, Е = 2,1 · 106 · 105 Н/м2.

Относительный прогиб рабочей части не должен превышать:

 (3.25)
(3.25)

Сечение ящика удовлетворяет требованиям жёсткости.
Расчет сетконатяжки
Расчёт сетконатяжного вала
Все валы должны обладать высокой динамической уравновешенностью и минимальным прогибом. Валы, относящиеся к группе поддерживающих или направляющих (сетковедущие и др.), кроме того, должны иметь минимальный вес, так как в большинстве своём приводятся во вращение сеткой.
Валы бумагоделательных машин рассчитывают на прочность, жёсткость и критическую скорость.
При расчёте валов на прочность учитываются следующие силовые факторы: собственный вес вала, равнодействующая сил натяжения сетки. Собственный вес вала, пренебрегая наличием патронов и цапф, можно считать нагрузкой равномерно распределённой по длине вала (ошибка при этом не превышает 2-5 %) [13].
Натяжение сетки по мере её удлинения должно поддерживаться примерно постоянным. Для этого устанавливают механизм натяжения, расположенный на нижней, нерабочей ветви. Механизм состоит из сетковедущего валика, охватываемого сеткой на 10-30°, который может перемещаться в вертикальной плоскости.
Разность натяжения обеих ветвей сетки, равная усилию, необходимому для преодоления трения в опорах вала, незначительна и ею также можно пренебречь [6].
По конструкции сетконатяжной вал представляет собой стальную трубу, по концам которой запрессованы стальные патроны, в которые запрессованы стальные цапфы.
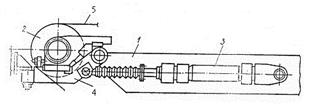
Наружная поверхность вала облицована твёрдой резиной с целью предохранения от коррозии. Сетконатяжной вал установлен на рычагах, которые с одной стороны закреплены с помощью шарнира к продольным балкам сеточного стола, а с другой – к устройству для их перемещения.
Исходные данные для расчёта (рисунок 3.11)
Наружный диаметр вала (по резине): D = 0,38 м
Наружный диаметр трубы вала: D1 = 0,362 м
Внутренний диаметр трубы вала: d = 0,335 м
Диаметр цапфы (сечение I-I): d1 = 0,07 м
Диаметр цапфы (сечение II-II): d2 = 0,08 м
Расстояния: а1 = 0,1 м; а2 = 0,215 м
Вес вала с рычагами: P = 8,6 кН
Материал трубы и цапф вала: сталь 35
Модуль упругости стали: Е = 2×108 кН/м2.
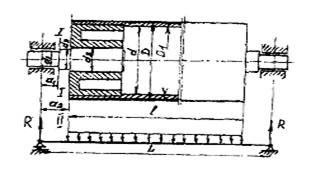
Рисунок 3.11 – Расчётная схема сетконатяжного вала
Определение расстояния между опорами вала (рычагами)
Расстояние между опорами вала определяется в зависимости от ширины сетки
L = bс + 0,58 (3.35)
L = 4,7 + 0,58 = 5,28 м
Расчёт на прочность рубашки вала
Расчет на прочность цилиндра вала заключается в определении максимального напряжения от изгибающего момента, действующего в опасном сечении, и его сравнения с допустимым напряжением для материала, из которого изготавливается корпус вала.
Определяем максимальный изгибающий момент посередине длины вала
 (3.36)
(3.36)

Определяем момент сопротивления поперечного сечения вала
 (3.37)
(3.37)

Определяем наибольшие напряжения в этом сечении
 (3.38)
(3.38)

Учитывая важное значение сетконатяжного вала сеточной части и необходимость обеспечения его надёжной работы в условиях знакопеременных нагрузок, допускаемое напряжение для стальных валов принимают от 2×105 до 6×105 кН/м2, что больше расчётного.
Расчёт на жёсткость рабочей части вала
Расчет валов на жесткость заключается в определении величины абсолютного или относительного прогиба от действующих нагрузок и его сравнение с допустимым значением, пределы которого для различных валов приведены в таблице 13 [13] приложения.
Определяем момент инерции сечения трубы вала
 (3.39)
(3.39)

Определяем прогиб рабочей части вала в середине пролёта
 (3.40)
(3.40)

Определяем относительный прогиб
 (3.41)
(3.41)
Допускаемый относительный прогиб рабочей части вала
 (3.42)
(3.42)
Расчётное значение прогиба рабочей части вала удовлетворяет требованиям жёсткости.
Проверка вала на критическое число оборотов
Расчет валов на критическую скорость заключается в определении критической угловой скорости продольных колебаний и ее сравнении с рабочей угловой скоростью.
Во избежание явления резонанса рабочая угловая скорость не должна превышать (0,6 - 0,8) от величины критической угловой скорости.
Общий прогиб вала, включая и прогиб цапф, под влиянием собственного веса определяется по выражению:
 (3.43)
(3.43)
где a – коэффициент приведения жёсткости, равный отношению жесткости сечений рабочей части вала Е×I и жёсткости сечений цапф Е1×I1; в данном случае Е1 = Е.
 (3.44)
(3.44)
 (3.45)
(3.45)

Определяем критическую угловую скорость продольных колебаний
 (3.46)
(3.46)
 1/с
1/с
Определяем рабочую угловую скорость:
 (3.47)
(3.47)
 1/с
1/с
Отношение фактической скорости к критической
 (3.48)
(3.48)
Рабочая угловая скорость находится в допускаемых приделах.
Расчёт цапф вала на выносливость
Расчет на прочность цапф вала заключается в расчете их на выносливость по длительно действующим нагрузкам с учетом режима нагружения. Опасные сечения в данном случае выбирают с учетом напряженности сечения цапфы и величины концентрации напряжений в этом сечении. В качестве возможных опасных сечений выбирают сечения, проходящие по галтелям, отверстиям, местам выхода шпоночных канавок и шлицев, по краю посаженной детали и т. д.
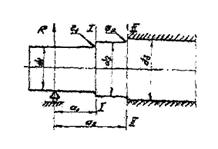
Рисунок 3.12 – Расчётная схема цапфы сетконатяжного вала
Ввиду симметричности нагружения вала (рисунок 3.11) реакции опор равны между собой.
Определяем реакцию одной опоры вала
 (3.49)
(3.49)
Определяем изгибающий момент цапфы в сечении I-I от нагрузки R
 (3.50)
(3.50)

Определяем момент сопротивления сечения I-I цапфы
 (3.51)
(3.51)

Определяем номинальное напряжение изгиба цапфы в сечении I-I
 (3.52)
(3.52)
Допустимый коэффициент концентрации для сечения I-I цапфы без технологического упрочения определяется по выражению
 (3.53)
(3.53)
Для определения Ks найдём отношения d2/d1 и r1/d1,
где r1 – радиус галтели, принимаем равным 0,004 м.
sв = 530 мН/м2 - для цапфы сталь 35;
Ks = 1,71 – определяется по таблице 2 [13] приложения;
K = 1,07 – определяется по таблице 8 [13] приложения для вида обработки – обточка;
e0 = 0,75 – определяется по таблице 10 [13] приложения.
Определяем предел выносливости стали при изгибе с симметричным циклом
s-1 = 0,43×s, (3.54)
s-1 = 0,43×530 = 238 мН/м2
Определяем предел усталости цапфы в сечении I-I
 (3.55)
(3.55)
Определяем запас прочности от предела усталости
 (3.56)
(3.56)

[n] ³ 1,3 ¸ 1,5 (3.57)
В данном случае n > [n] следовательно, запас прочности цапфы вала в сечении I-I обеспечивается.
Расчёт сечения II-II производим аналогично приведённому выше.
Определяем изгибающий момент цапфы в сечении II-II от нагрузки R
 (3.58)
(3.58)

Определяем момент сопротивления сечения II-II цапфы
 (3.59)
(3.59)

Определяем номинальное напряжение изгиба цапфы в сечении II-II:
 (3.60)
(3.60)
Определяем предел усталости цапфы в сечении II-II
[Ks] = 2,46 – допустимый коэффициент концентрации напряжений для валов с посаженными деталями (таблица 7) [13].
Определяем запас прочности от предела усталости
 (3.61)
(3.61)
В данном случае n > [n] следовательно, запас прочности цапфы вала в сечении II-II обеспечивается.
После проведения расчетов на прочность, жесткость и критическую скорость вала производим подбор подшипников, исходя из характера нагружения с учетом долговечности по коэффициенту работоспособности.
Подбор подшипников
Габариты подшипника выбираем по диаметру вала в месте посадки подшипника: dП = 80 мм. Принимаем радиальные роликоподшипники с короткими цилиндрическими роликами [14]. Выбранные подшипники с их параметрами занесём в таблицу 3.1.
Таблица 3.1 – Параметры радиальных роликоподшипников с короткими цилиндрическими роликами
| Обозначение №подшипника | dП, мм | D, мм | B, мм ширина | Динамическая грузоподъёмность: С, кН | Предельная частота вращения подшипников nпред, мин-1 |
| 2316 | 80 | 170 | 39 | 79,5 | 3150 |
Проверка подшипников на долговечность
Проверим подшипник №2316
Cтр < Cтабл, (3.62)
где C тр – динамическая грузоподъёмность, кН
Cтр = Rэ · L101/a, (3.63)
где Rэ – радиальная нагрузка на подшипник (суммарная опорная реакция), Н;
a – показатель степени, для роликовых подшипников, a = 10/3;
L10 – долговечность в млн. об.
L10 =(С/Rэ)a, (3.64)
Rэ = V · RS · Кs · Кт , (3.65)
где V – кинематический коэффициент, при вращении внутреннего кольца подшипника, V = 1.
Кs – коэффициент, учитывающий характер нагрузки, Кs = 1.8.
Кт – коэффициент, учитывающий влияние температуры на долговечность подшипника, при t < 100°C, Кт = 1.
Определим долговечность подшипника в часах
 (3.66)
(3.66)
где L 10 h – долговечность подшипника в часах;
n – частота вращения подшипника, мин-1.
36 · 103 ³ L10h ³ 10 · 103 часов. (3.67)
Rэ = 1 · RS · 1,8 · 1 = 4300 · 1,8 = 7740 Н
L10 =(79500/7740)10/3 = 2337 млн. об.
Cтр = 7740 · 23370,3 = 79315 Н
79315 < 79500

Условие (3.67) выполняется, следовательно, подшипники на вал можно установить.
Монтаж сеточной части
Сеточная часть машины с завода-изготовителя на строительство поступает в разобранном виде, отдельными деталями и максимально укрупненными транспортабельными блоками. Монтаж сеточной части производят по монтажно-установочным чертежам, техническим условиям завода-изготовителя.
При монтаже машины на беспазовых фундаментных шинах предварительно устанавливают, тщательно выверяют узлы и части машины, по отверстиям основания станины размечают отверстия на верхних обработанных плоскостях шин. Затем освобождают шины от установленного оборудования, размечают центры отверстий, керном выбивают их, высверливают отверстия на всю толщину шины и нарезают в них резьбу. Из отверстия после нарезания резьбы удаляют сжатым воздухом пыль, бетонную мелочь и стружку. На фундаментные шины вновь устанавливают, окончательно выверяют и закрепляют узлы и части машины.
Схема основных операций технологического процесса сборки сеточной части машины на проектном месте следующая: установка первого вала (как правило, гауч-вала); монтаж станины сеточного стола; монтаж грудного вала; монтаж сетковедущих валов; монтаж отсасывающих ящиков и других деталей.
С завода-изготовителя гауч-вал поступает в собранном виде. Гауч-вал в сборе с подшипниками устанавливают предварительно по рискам на шинах, рабочую поверхность цилиндрической части располагают симметрично и перпендикулярно центральной оси машины, выверяют на горизонтальность и фиксируют после тщательной выверки контрольными штифтами. В дальнейшем гауч-вал принимают за базовый вал монтажа машины.
На фундаментные плиты гауч-вал со стойками и подшипниками устанавливают при помощи отвесов, спущенных с поперечной осевой линии против торцов цапф. Вал со стойками передвигают и устанавливают таким образом, чтобы струны отвесов были расположены против центров цапф указанного выше вала. Горизонтальность вала выверяют уровнем, устанавливаемым непосредственно па цилиндрической поверхности вала, причем, поворачивая цилиндр, уровень ставят в различных мостах по окружности вала [15].
Установку гауч-вала производят также способом перпендикулярной установки вала к продольной осевой линии машины.
Такую установку производят при помощи стрелы, состоящей из деревянного бруска, изготовленного из сухого дерева (длиной 2—3 м, толщиной 5 см), и металлической пластинки с прорезью (ширимой 1,5 мм, длиной до 30 мм), укрепленной на конце бруска. Стрелу при помощи вспомогательного бруска и болтов закрепляют посередине вала (рисунок 4.1) [16].
С продольной осевой линии машины по обе стороны гауч-вала опускают отвесы, вески которых для устранения качания нити погружают в ведра с водой (маслом). Стрелу закрепляют на валу в положении, при котором струна отвеса займет в прорези планки центральное положение.
При повороте вала вместе с закрепленной стрелой на 180º вторая струна отвеса также должна располагаться в центре прорези металлической планки. Если это не достигнуто, необходимо перемещением одной из стоек установить вал таким образом, чтобы струны отвеса в обоих случаях проходили посередине прорези.
Чтобы не повторять выверки вала при повторной его установке (ревизии вакуумных камер, ремонте и т. п.), положение стоек (рам) и подшипников, закрепленных после окончательной выверки гауч-вала, фиксируют контрольными штифтами или глубокими рисками, нанесенными на фундаментных шипах и опорных плитах стоек, на подушках стоек (рам) и на плитах корпусов подшипников.
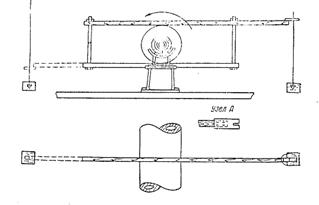
Рисунок 4.1 – Проверка перпендикулярности оси вала к продольной оси машины
Отсасывающий гауч-вал поступает упакованным в деревянном ящике в сборе с корпусами подшипников и рубашкой в том же положении, в котором он должен быть установлен на машину. Гауч-вал по указанию поставщика следует стропить за его корпус ленточными стропами возможно ближе к его концам. При применении стропа из троса бронзовый корпус вала защищают от возможных повреждений, проложив между корпусом вала и стропом твердую резину или толстое сукно. При подъеме из упаковочного ящика собранного узла гауч-вала в сборе с корпусами подшипников, чтобы последние не могли бы изменить своего положения, необходимо их прикрепить к корпусу вала или застропнть отдельно к тому же подъёмному крюку, к которому подвешен корпус вала.
Рекомендуется иметь специальную траверсу, при помощи которой можно было бы производить монтаж как гауч-вала не только в период монтажа машины, но и в будущем, когда понадобится произвести замену вала во время планово-предупредительного ремонта машин.
Для сеточной части машин, в которых гауч-вал консольно крепится к балкам станины, установку и выверку вала производят после монтажа станины. Корыта гауч-вала временно подвешиваются па уровне фундаментных шин под валом. Установка в рабочее состояние производится после выверки валов.
Монтаж станин сеточной части начинают с установки опор под поперечные балки. Опоры (стойки) выверяют по рискам на шинах и закрепляют; устанавливают поперечные балки, выверяют их так, чтобы оси балок располагались перпендикулярно центральной оси машины в пределах заданных допусков на монтаж станины сеточной части. После выверки производят крепление к опорным стойкам. Продольные балки устанавливают на поперечные и выверяют их относительно главных монтажных осей и на горизонтальность. Контролируют установку балок замерами по диагонали. Равенство диагоналей свидетельствует о том, что станина (рисунок 4.2) собрана правильно. Положение балок в горизонтальной плоскости проверяют уровнем.
1 – шина; 2 – опора (стойка); 3 – поперечная балка; 4 – продольная балка
Рисунок 4.2 – Схема станины с основными контролируемыми монтажно-установочными размерами и допуски на монтаж
При необходимости прогиб балок в середине пролета компенсируют при помощи винтовых домкратов. Винтовые домкраты устанавливают на фундаментные шины и выверяют их по опорным подушкам, закрепленным на нижних плоскостях продольных балок. После выверки балки закрепляют и устанавливают поперечные связи. Результаты замеров заносят в соответствующий формуляр.
Сетковедущие валы устанавливают по рискам на шинах; валы, закрепляемые на продольных балках стола, – по рискам, нанесённым при контрольной сборке на заводе-изготовителе. Окончательную выверку валов на горизонтальность производят уровнем, на параллельность – микрометрическим штихмассом или рулеткой в обхват по концам. Выверку валов производят последовательно друг за другом начиная от гауч-вала.
Сеткоповоротный ведущий вал устанавливают на шины согласно проектным размерам и выверяют относительно продольной оси машины, а также проверяют параллельность его гауч-валу и горизонтальность.
Монтаж сетконатяжки с механическим приводом производят в следующей последовательности: устанавливают червячные редукторы и закрепляют их на кронштейны к боковым плоскостям продольных балок, при этом редуктор с квадратом на червячном валу для ручного привода закрепляют на балке лицевой стороны; устанавливают поперечный вал, соединяющий цапфы редукторов; устанавливают узлы опорных кронштейнов в сборе с поворотными рычагами-опорами вала и закрепляют их на продольных балках; собирают шарнирные соединения подъемных винтов редукторов с поворотными рычагами; устанавливают сетковедущий вал в сборе с подшипниковыми узлами и кронштейнами для спрысков и шаберов в гнезда поворотных рычагов и закрепляют болтами крышки рычагов; выверяют вал на горизонтальность с помощью редукторов на приводной и лицевой сторонах, выверку производят в крайних положениях по высоте над шинами; устанавливают промежуточный валик, соединяющий червячные валы редукторов на лицевой и приводной сторонах; окончательно выверяют вал на горизонтальность и параллельность.
Монтаж подъемного вала производят в следующем порядке: устанавливают узлы опорных кронштейнов в сборе с осью и поворотными рычагами – опорами вала и закрепляют их к поперечной балке; устанавливают гидроцилиндры и закрепляют их к продольным балкам; закрепляют на продольных балках кронштейны с направляющими роликами для канатов; заводят канаты на направляющие ролики и собирают шарнирные соединения канатов со штоками гидроцилиндров и поворотными рычагами; устанавливают сетковедущий вал в сборе с подшипниковыми узлами и кронштейнами для шаберов в гнезда поворотных рычагов и закрепляют болтами крышки рычагов; выверяют вал на горизонтальность путем регулировки длины канатов с помощью стяжных муфт на приводной и лицевой сторонах, выверку производят в крайних положениях по высоте над шинами; окончательно выверяют вал на горизонтальность и параллельность; устанавливают и закрепляют на шинах опорные стойки сетковедущего вала; опускают сетковедущий вал и закрепляют поворотные рычаги на стойках.
Монтаж сеткоправильного валика производят в следующей последовательности: устанавливают на шины ручную и автоматическую сеткоправки и закрепляют; ручную сеткоправку устанавливают с лицевой стороны; устанавливают каретки ручной и автоматической сеткоправки в среднее положение; устанавливают сетковедущий вал на каретки сеткоправок; окончательно выверяют вал на горизонтальность и параллельность.
Устанавливают и закрепляют все шабера, спрыски и другие устройства, монтируемые под корытами водосборного устройства подсеточной воды. Особое внимание должно быть уделено выверке шаберов. Выверку шаберов сстконатяжных и подъемных валов осуществляют с помощью специальных регулировочных тяг.
Правильность прилегания ножа шабера к валу (угол наклона, горизонтальность и параллельность оси вала) проверяют с помощью шаблонов, специальных уровней или на просвет. Для исправления прилегания ножа в соответствующих местах устанавливают прокладки из фольги между держателем и корпусом шабера. При выверке механизм возвратно-поступательного движении шабера должен находиться в среднем положении.
Механизм отвода шабера от вала собирают после штифтовки опор шаберов. В процессе сборки регулируют длину канатов так, чтобы они не были натянуты в рабочем положении шабера, а в отведенном положении – выдержан установочный зазор. После монтажа все шаберы отводят от валов и стопорят.
Грудной вал с механизмом подъема-опускания монтируют в следующей последовательности: собирают шарнирные соединения седловин грудного вала с продольными балками стола; устанавливают седловины в рабочее положение и закрепляют их к стопкам напорного ящика; опускают грудной вал в сборе с подшипниковыми узлами на седловины и с помощью регулировочных винтов устанавливают его в среднее положение; выверяют вал на горизонтальность и параллельность гауч-валу и закрепляют. Горизонтальность вала проверяют уровнем, перпендикулярность относительно продольной оси машины - специальной стрелой. Дальнейший порядок работы зависит от типа механизма подъёма-опускания.
В нашем случае механизм подъёма-опускания – гидравлический (рисунок 4.3), поэтому далее устанавливают гидроцилиндры со сборкой шарнирных соединений корпусов цилиндров с проушинами на боковых плоскостях продольных балок стола и штоков цилиндров с проушинами на седловинах грудного вала и последующей регулировкой хода штоков.
Грудной вал со стойками и подшипниками устанавливают на место и проверяют перпендикулярность его оси к продольной осевой линии машины или параллельность по отношению к базовой оси с помощью отвесов (рисунок 4.4).
1 – продольная балка стола; 2 – грудной вал; 3 – гидравлический цилиндр; 4 – седловина; 5 – сетка
Рисунок 4.3 – Гидравлический механизм подъёма-спуска грудного вала
С грудного вала (А) и базовой оси (В) на одинаковых расстояниях от их торцов с обеих сторон монтируемой машины опускают отвесы 1 и 2.
Оси этих валов между собой будут параллельны при равных расстояниях между отвесами, замеренных по установленной в горизонтальной плоскости линейке.
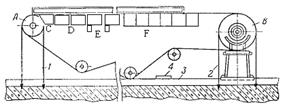
А – rpудной вал; В – гауч-вал; C – грудная доска; D – ящики с гидропланками; E – МОЯ; F – СОЯ; 1, 2 – отвесы; 3 – проверочная линейка; 4 – уровень
Рисунок 4.4 – Проверка оcей грудного вала, грудной доски, ящиков с гидропланками, отсасывающих ящиков (МОЯ и СОЯ)
Работу механизма подъёма-опускания вала проверяют вручную.
Отсасывающие ящики устанавливают параллельно грудной доске и ящикам с гидропланками, располагая их верхние плоскости на одной высоте с ними. Каждый отсасывающий ящик может быть перемещен по высоте посредством установочных винтов.
Далее устанавливают грудную доску (формующий ящик), ящики с гидропланками и отсасывающие ящики (МОЯ и СОЯ). Грудную доску и ящики с гидропланками выверяют на параллельность от грудного вала, а отсасывающие ящики – от гауч-вала. При предварительной установке ящиков по высоте оставляют запас 1 – 1,5 мм под шлифовку планок [17].
Окончательно выверку по высоте производят в пусковой период после установки планок. При этом верхние плоскости ящиков должны быть горизонтальными и на одной высоте с валами.
Затем устанавливают электродвигатели привода и выверяют их концы с концами валов гауча и сеткоповоротного вала на соосность и горизонтальность.
Нажимные приспособления для консольного вывешивания валов (гауч-вала, сеткоповоротного вала) обычно поступают в монтаж в собранном виде. Монтируют их в следующей последовательности: мостовым краном надвигают приспособление на цапфу вала с приводной стороны и устанавливают в проектное положение; особое внимание уделяют установке приспособления по высоте и оси вала. При пробном подъеме вала регулируют винт ограничения подъема, расположенный под приводной цапфой вала. Между приводной цапфой и боковыми установочными винтами оставляют зазоры 5 мм, чтобы ограничить колебания вала при консольном вывешивании. Прижимное устройство регулируют в боковом направлении так, чтобы при подъеме вал не смещался в сторону.
Мостки обслуживания монтируют параллельно со столом, чтобы обеспечить нормальные условия работы монтажников.
Результаты выверки валов сеточной части заносят в соответствующий формуляр.
После окончания монтажа валов и прочих узлов консольного стола консольные части поперечных балок притягивают к фундаментам (на приводной стороне).
С помощью гидравлических домкратов, встроенных в стойки, приподнимают концы балок на лицевой стороне и вынимают съемные детали (подушки). Опускают домкраты в исходное положение. В вывешенном положении стола от выбранных ранее точек повторно производят измерения. По разности результатов измерений вычисляют величину прогиба для концов поперечных балок. Если фактический, прогиб балок превышает допустимый, указанный в установочном чертеже, его регулируют путем затяжки гаек на консольных частях балок приводной стороны.
Величину допустимого прогиба задают одинаковой, независимо от действующих нагрузок и линейных размеров поперечных балок.
Последовательность затяжки гаек следующая: с помощью гидравлических домкратов концы балок на лицевой стороне приподнимают на 5 мм выше проектного положения; устанавливают съёмные детали и стальные пластины, толщина которых соответствует образовавшемуся зазору между поперечной балкой и съемной деталью; опускают домкраты и производят затяжку гаек; производит вывешивание балок и контролируют величину прогиба по концам. Операции повторяют до тех пор, пока прогиб достигнет заданной величины.
Для схемы с жестким креплением поперечных балок к стойкам приводной и лицевой сторон порядок работ следующий: с помощью съемных гидравлических домкратов, имеющихся в комплекте машины, приподнимают концы поперечных балок на лицевой стороне приблизительно на 5 мм; в образовавшийся зазор между опорной стойкой и съемной деталью устанавливают стальные пластины; опускают домкраты и производят затяжку гаек на консольных частях балок; приподнимают балки домкратами и вынимают стальные пластины; опускают домкраты.
Затяжку гаек производят до тех пор, пока не произойдет раскрытие стыка между съемной деталью и стойкой, закрепленной на поперечной балке. При этом зазор, необходимый для удаления съемных деталей при смене сетки, должен составлять 1—2 мм [18], кроме того, как гайки на консольных частях балок будут затянуты до требуемой величины, притягивают откидными болтами (через съёмные детали) концы поперечных балок к стойкам лицевой стороны.
Механизмы тряски (рисунок 4.5) сеточного стола монтируют в следующей последовательности: разбивают и фиксируют струной оси механизма, устанавливают механизмы на фундаменты и выверяют. В качестве монтажных осей принимают ось приводных валов механизмов (в направлении центральной оси машины) и оси тяг (в направлении тряски) для каждого механизма. Координируют механизмы в работе по времени. Координация работы включает регулировку механизмов на максимальную амплитуду тряски (с помощью винтовой передачи) и установку тяг в верхние мертвые точки. Одновременно проверяют установочные размеры в направлении тряски. Проверяют центровку приводных валов смежных механизмов тряски по индикатору часового типа и устанавливают промежуточный валик, соединяющий эти валы.
Тяги механизмов соединяют плоскими пружинами с кронштейнами, закреплёнными на продольной балке сеточного стола приводной стороны. В местах соединений балок с механизмами тряски в поперечном направлении машины устанавливают плоские пружины, соединяющие балки приводной и лицевой сторон. Устанавливают приводной электродвигатель и центруют его к механизму по шкивам.
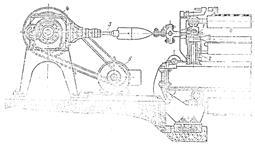
1 – продольная балка; 2 – вертикальные пружины; 3 – тяга, соединяющая сеточный стол с механизмом тряски; 4 - механизм тряски; 5 – электродвигатель; 6 – горизонтальная пружина
Рисунок 4.5 – Механизм тряски сеточного стола
Устанавливают корыта и желоба водосборного устройства подсеточной воды. Монтаж производят блоками согласно заводской маркировке. Блоки закрепляют на продольных балках и поперечных связях. Стыки блоков, места присоединения желобов к продольным балкам герметизируют эластомером ГЭН-150. Плиты ставят на пластмассу АСТ-1.
Подсеточную ванну собирают из отдельных секций и закрепляют на продольных балках и поперечных связях сеточного стола. После установки секций монтажные крюки срезают и неровности зачищают пневматической шлифовальной машинкой. Секции тщательно подгоняют одну к другой и сваривают. Все болты крепления ванны перед установкой смазывают водостойкой пастой и после затяжки фиксируют электросваркой. При электросварочных работах следят за тем, чтобы размеры, замеренные по боковым плоскостям балок, были одинаковые (3 мм). В начале вспомогательных балок к их боковым плоскостям приваривают ограничительные пластины, фиксирующие положение балок относительно стоек лицевой стороны.
В последнюю очередь монтируют отсечки, спрыски, форматные линейки, устройства для смены сетки, установку воздушной заправки; присоединяют водо-вакуум- и воздухопроводы.
Грудной вал, формующая доска, ящики с гидропланками, отсасывающие ящики (МОЯ и СОЯ) и гауч-вал, расположенные на участке прямого хода сетки (зона отлива и формования бумажного полотна), должны находиться строго в одной горизонтальной плоскости. Поверка горизонтальности проводится прямым и перекрестным методами с помощью монтажных поверочных линеек и уровней или оптических инструментов. Грудной вал, гауч-вал и ведущий вал сетки (при установке вакуум-пересасывающего устройства) и все сетковедущие валы на обратной ветви сетки должны быть установлены с жесткими допусками на горизонтальность и взаимную параллельность друг другу. Базовым валом для монтажа сеточной части обычно служит гауч-вал или ведущий вал сетки. При наличии бомбировки проверка валов на горизонтальность производится в трех точках – посередине вала и по концам.
При монтаже бумагоделательных валов отклонение от горизонтальности цилиндрической части грудного вала, гауч-вала и ведущего вала сетки находится примерно в пределах от 0,01 до 0,06 мм/м. Примерно такие же пределы выдерживаются для сетковедущих валов. Рекомендуемая норма точности на отклонение грудного вала от горизонтальности составляет 0,04 мм/м и не более 0,2 мм на всю длину цилиндрической части. Для гауч-валов и ведущего вала сетки эти допуски составляют 0,1 мм/м и также не более 0,2 мм на всю длину валов. Такие же допуски даются для сетковедущих валиков. Отклонения от параллельности осей грудного вала и гауч-вала (или ведущего вала сетки) должны быть сведены к минимуму и составлять не более 0,08 - 0,15 мм па всю длину вала, а допуск на непараллельность остальных валов сеточного стола относительно друг друга должен находиться в пределах не более 0,2-0,3 мм на всю длину вала. Фактическая точность монтажа грудного вала и гауч-вала отражается в соответствующих монтажных формулярах (рисунок 4.1). Монтажные формуляры составляются также на точность установки нижних валов прессовой части и центровку муфт и промежуточных валов каждой приводной секции.
Диаметр гауч-валов на современных широких бумагоделательных машинах достигает 1200-1500 мм, а его вес для газетной машины с рабочей шириной 4200 мм в сборе составляет 18 т. Он должен монтироваться с особой тщательностью, ибо возможно повреждение шлифованного бронзового отсасывающего цилиндра. При монтаже, гауч-вала (и других валов подобного типа) главный гак мостового крана снабжается специальным балансом (балкой — траверсой), позволяющим производить строповку гауч-вала по концам цилиндрической части с подкладками под стальные стропы специальных эластичных лент.
Строительные решения
В целлюлозно-бумажной промышленности головной проектной организацией является Государственный институт по проектированию предприятий целлюлозно-бумажной промышленности — Гипробум (г. Санкт-Петербург), входящий в систему проектных организаций Министерства лесной, целлюлозно-бумажной и деревообрабатывающей промышленности. Как головной институт, он разрабатывает проекты планов перспективного развития отрасли, составляет проекты основных технических направлении в проектировании целлюлозно-бумажных предприятий, выполняет разработку отраслевой (ведомственной) нормативной документации, типовых проектных решений и других материалов, обеспечивающих единую техническую политику в отрасли.
Одновременно Гипробум является генеральным проектировщиком всех важнейших и крупных объектов строительства отрасли и ведет их комплексное проектирование.
Комплексное проектирование предприятий целлюлозно-бумажной промышленности также ведут:
Московский государственный институт по проектированию предприятий целлюлозно-бумажной промышленности – Мосгипробум (г. Москва) и его уральский филиал — Уралгппробум (г. Пермь);
Государственный институт по проектированию предприятий целлюлозно-бумажной промышленности Сибири и Дальнего Востока — Сибгипробум (г. Иркутск).
При необходимости все гипробумы привлекают для разработки отдельных частей проекта специализированные проектные организации других министерств и ведомств.
Небольшие по численности сотрудников и объему работ проектно-конструкторские подразделения имеются в составе отраслевых производственных объединений (например, в Риге, Таллине, Киеве), а также на отдельных предприятиях. Эти проектные подразделения выполняют главным образом проектные работы по реконструкции отдельных участков производства действующих предприятий [19].
На выбор оптимального варианта объемно-планировочных решений существенное влияние оказывает возможность применения перспективных конструкций зданий в целом и их элементов. Несмотря на разнообразие требований к строительным конструкциям предприятий целлюлозно-бумажной промышленности, в распоряжении проектировщиков остаются в основном три вида материалов: бетон, сталь и дерево.
Наиболее распространенным материалом является железобетон. Для каркасов зданий, элементов покрытий, перекрытий и ограждающих конструкций рекомендуется, как правило, применение железобетонных изделий в виде сборных элементов в соответствии с «Техническими правилами по экономному расходованию основных строительных материалов» (ТП 101—76) и всероссийской номенклатурой типовых железобетонных конструкций.
Машины и оборудование, вызывающие вибрацию и шумы, должны снабжаться амортизаторами на станинах машин, а их фундаменты, как правило, должны изолироваться от фундаментов зданий.
В залах бумагоделательных машин для устранения образования капели от конденсирующих на кровельных конструкциях паров устраивается подвесной потолок, в пространство над которым подается теплый воздух. В последнее время находит применение конструкция такого потолка из натяжных алюминиевых полос, раскатываемых на всю длину зала при помощи натяжных устройств.
Для возможности выполнения профилактического ремонта и систематического обслуживания здания, в том числе для мытья и ремонта окон и стен, в конструкциях зданий следует предусматривать либо стационарные устройства, например монорельсы, на уровне карниза для подвесных устройств, либо, если позволяет высота здания, передвижные установки. Во всех случаях нужно предусматривать уширенные отмостки, совмещенные с тротуаром, обеспечивающие свободные подъезды к зданию передвижных средств.
При строительстве новых предприятий габаритные схемы зданий бумажных фабрик определяются преимущественным применением бумагоделательных машин с обрезной шириной (о. ш.) полотна 4,2; 6,3; 6,72; 8,4 м.
Практика последних лет проектирования зданий бумажных фабрик может быть представлена нижеприведенным примером поперечным разрезом, характеризующим основные параметры габаритных схем главных производственных корпусов.
На рисунке 5.1 показано размещение двух бумагоделательных машин с о. ш. 4,2 м, производящих газетную бумагу.
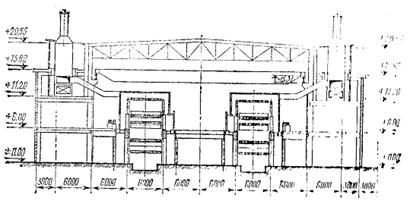
Рисунок 5.1 – Габаритная схема здания бумажной фабрики с установкой двух бумагоделательных машин с о. ш. 4. 2 м.
При большой производительности машин обычно применяется схема здания павильонного типа, при котором каждая из машин размещается в своем «павильоне». Размещение каждой машины в своей изолированной секции обеспечивает независимый воздухообмен, наиболее стабильные метеорологические условия в зоне обслуживания машин, конструктивно позволяет предусматривать свободные объемы, создающие в зале буферные резервы воздуха, способствующие стабильности режима. Все эти обстоятельства наряду с размещением стороны обслуживания к наружной стене здания, обеспеченной естественной освещенностью и инсоляцией, способствуют созданию более нормальных условий для обслуживающего машину персонала. Раздельное размещение высокопроизводительных машин создает удобства во время монтажа, освоения, ремонтов и эксплуатационных наладок машины.
Реализованные в натуре здания с габаритными схемами павильонного типа подтвердили бесспорные и существенные их эксплуатационные преимущества.
ООО «Енисейский ЦБК» расположен на правом берегу реки Енисей в Ленинском районе. Производственные, складские и административные здания построены из кирпича и железобетона, в одно – четырехэтажном исполнении. Периметр предприятия огражден железобетонными плитами.
Дороги на территории завода асфальтированы и имеют ширину от 5 до 10 метров.
Для производства газетной бумаги применяется крупногабаритное оборудование, а технологический поток имеет вертикальную направленность. В связи с этими особенностями проектируемые здания завода спроектированы многоэтажными.
Для многоэтажных промышленных зданий более целесообразна каркасная схема, при которой все нагрузки, возникающие в здании, воспринимает его несущий остов (каркас), образующий вертикальными несущими элементами (колоннами), на которые опираются конструкции покрытия и перекрытия [20].
Основной материал несущих конструкций зданий железобетон. Железобетонные конструкции менее капиталоемкие, чем металлические. Железобетонные конструкции более устойчивы к коррозии, хорошо сопротивляются действию огня при пожаре.
Все здания и сооружения состоят из конструктивных элементов, которые подразделяются на несущие и ограждающие.
Несущие элементы: фундаменты, колонны, балки, фермы.
Ограждающие элементы: стены, окна, двери, полы и др.
Стены здания кирпичные. Кладка кирпича – цепная (рисунок 5.2). Такая кладка характеризуется попеременным чередованием ложковых и тычковых рядов.
Кирпичные облицовочные стенки соединяются между собой перевязью тычками кирпичей.
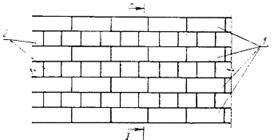
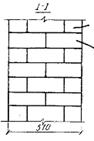
1 – ложковые ряды кирпича; 2 – тычковые ряды кирпича
Рисунок 5.2 – Цепная кладка кирпича
Здание бум. фабрики имеет сборный железобетонный каркас. Под железобетонные колонны укладывают столбчатый двухблочный фундамент (рисунок 5.3), состоящий из подколонника и двух фундаментных плит. В подколоннике имеется специальное углубление – стакан, в который устанавливают железобетонную колонну прямоугольного сечения. Зазор между колонной и стенками стакана заделывают бетоном. В каркасных зданиях стены опираются на фундаментные балки, которые защищают цокольные участки кирпичных стен от воздействия грунтовых вод и капиллярного подсоса влаги. Бум. зал оборудован мостовыми кранами, поэтому крайние колонны имеют односторонние, а средние двусторонние консоли, на которые устанавливаются подкрановые пути. Устанавливаемых на консоли колонны крановые пути состоят из железобетонных подкрановых балок и укладываемых по ним крановых рельсов. Железобетонные стропильные балки и стальные фермы являются несущей частью покрытия. По балкам и фермам покрытия укладываются железобетонные плиты покрытия. На плиты покрытия укладывается изоляционный слой, утеплитель, выравнивающий слой и кровельный ковер.
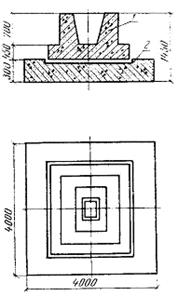
1 – железобетонный стакан; 2 – железобетонная подушка
Рисунок 5.3 – Двухблочный железобетонный фундамент
В здании бум. фабрики применяются железобетонные колонны двухэтажной разрезки (рисунок 5.4). Колонны имеют опорные консоли, которые служат для опоры ригелей. Балочные перекрытия цеха выполняются из сборных железобетонных конструкций – ригелей и перекрытия. Применяются балочные перекрытия, предназначенные для зданий, в которых технологическое оборудование устанавливают на плиты перекрытия, уложенные по полкам ригелей. В здании бум. фабрики применяются ребристые плиты перекрытия.
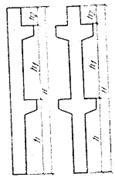
Рисунок 5.4 – Колонны двухэтажной разрезки
По технологической компоновке оборудование расположено на отметках: 4, 5, 6 (рисунок 5.5).
Общие положения
Научно-технический прогресс современного общества во многом определяется использованием новых технологий, разработанных при активном применении физических, химических, биотехнологических и других явлений фундаментальной науки. Несмотря на традиционную консервативность ЦБП, современные технологии интенсивно проникают в технологический процесс производства целлюлозы, бумаги и картона. Одно из направлений, получивших существенное развитие, — автоматизация технологических процессов [21].
Автоматизация технологических процессов производства бумаги и картона осуществляется с целью [22]:
— повышения стабильности качества продукции и возможности стандартизации процессов;
— уменьшения продолжительности простоев оборудования и увеличения, за счет этого, производительности оборудования;
— снижения расхода ресурсов для производства бумаги: сырья, химикатов, энергоресурсов (электроэнергии, воды, тепловой энергии).
— уменьшения количества персонала с целью снижения затрат на рабочую силу;
— уменьшения роли человеческого фактора;
— получения ценной, достоверной информации о состоянии технологического процесса и возможностей для поиска «лимитирующих звеньев» с целью повышения эффективности производила;
— устранения повторяющихся проблем.
Современная бумагоделательная машина является сложным высокомеханизированным и автоматизированным агрегатом. Для регулирования технологических процессов и бесперебойной работы машина должна быть оснащена разнообразными контрольно-измерительными регулирующими приборами и аппаратами.
Сеточный стол бумагоделательной машины состоит из грудного вала, грудной доски, ящиков с гидропланками, отсасывающих ящиков (МОЯ и СОЯ), отсасывающего гауч-вала, ведущего вала сетки, сетковедущих валиков, охваченных бесконечной сеткой и установленных на опорной конструкции.
При изготовлении сетка подвергается вытягиванию на специальном станке. Однако, в процессе работы на бумагоделательной машине сетка удлиняется примерно на 0,05 – 0,1%. Для поддержания постоянного натяжения сетки, а также для удобства смены ее на машине устанавливают два натяжных устройства, одно из которых автоматическое. Натяжение сетки должно быть постоянным и достаточным для передачи вращения от гауча на все валы сеточного стола. Слабо натянутая сетка пробуксовывает по гаучу, провисает между обезвоживающими элементами, имеет повышенный износ на отсасывающих ящиках. Чрезмерно натянутая сетка больше вытягивается, а ее фильтрующая способность ухудшается. Для устранения этих недостатков на машинах устанавливают сетконатяжки.
Сетконатяжки обеспечивают возможность передачи усилий от приводного вала на остальные валы сеточного стола, поскольку сетка, помимо чисто технологических целей, выполняет также функции приводного ремня (транспортерной ленты).
Конструкция автоматической сетконатяжки у современных БДМ включают в себя все основные элементы АСР: датчики, преобразовательно-усилительную аппаратуру, исполнительные механизмы – рисунок 6.1.
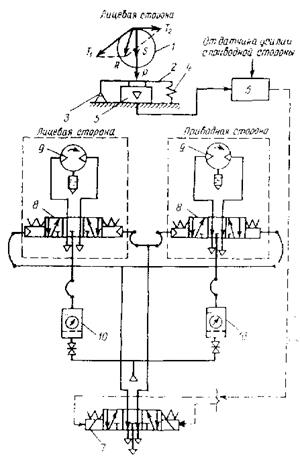
1 – силоизмерительный вал; 2 – упругая опора вала; 3 – шарнир; 4 – пружина; 5 – силоизмерительный элемент (магнитоупругий датчик); 6 – электрическая схема; 7 – электромагнитный воздухораспределитель, 8 – пневмопереключатель, 9 – реверсивный пневмодвигатель; 10 – станция подготовки воздуха (компрессор).
Рисунок 6.1 – Принципиальная схема автоматического натяжения сетки
Силоизмерительный вал 1 служит чувствительным элементом системы измерения натяжения сетки. Равнодействующая R сил натяжения Т1 и Т2 ветвей сетки имеет вертикальную составляющую S, которая вместе с силой тяжести вала Р образует результирующее усилие, передаваемое на упругую опору вала 2, эквивалентная схема которой может быть представлена в виде шарнира 3 и пружины 4. Сжатие опоры результирующем усилием Р + S приводит к деформации силоизмерительного элемента 5, представляющего собой датчик автоматической сетконатяжки.
Таким элементом может являться магнитоупругий датчик усилий, который входит в состав электрической схемы 6 преобразования и усиления сигнала пропорционального упругой деформации опоры. В состав этой схемы входят также регулятор натяжения с релейным выходом, позволяющий, например, осуществлять переключения электромагнитного воздухораспределителя 7 и, соответственно, пневмопереключателей 8, каждый из которых имеет три положения (а – натяжение усилить, О – стоп, b – натяжение ослабить).
Каждый из них управляет подачей воздуха в реверсивные пневмодвигатели 9 от станций подготовки воздуха 10. Пневмодвигатели механически связаны с сетконатяжным валом (на схеме он не показан), перемещение которого обеспечивает регулирование натяжения сетки с приводной и лицевой сторон (в этом случае силоизмерительный вал имеет две упругих опоры и два датчика усилия).
Экологичность проекта
В связи с развитием промышленности возникла проблема охраны окружающей человека природной среды от загрязнения промышленными выбросами, представляющими существенную опасность для здоровья людей.
Микроклимат существенно влияет на самочувствие человека, на протекание физиологических процессов, от которых зависит поддержание постоянной температуры человека, следовательно, и его здорового состояния.
Чтобы физиологические процессы в организме человека протекали нормально, окружающая человека среда должна обладать способностью воспринимать тепло, вырабатываемое организмом. Соотношение между количеством тепла, вырабатываемого организмом, и охлаждающей способностью среды характеризует ее как комфортную. Комфортными метеорологическими условиями в помещении считают условия, если они обеспечивают хорошее самочувствие работающего в оптимальных условиях для наиболее высокой производительности труда.
В комфортных условиях теплоотдача равна теплообразованию, благодаря чему температура тела человека сохраняется на уровне 36.5 – 37 °С, а его работоспособность и обеспечение самоконтроля по безопасности труда находятся на высшем уровне. Если тепловое равновесие нарушено, например теплоотдача меньше теплообразования, то в организме происходит накопление тепла, что приводит к перегреву, следовательно, к травматизму и другим последствиям. Если теплоотдача больше теплообразования, то происходит переохлаждение с тяжелыми последствиями [36].
Если к колебаниям температуры воздуха организм человека приспосабливается в широком диапазоне от +50 до -50 °С, то в её сочетании с влажностью эта приспособляемость ограничена.
Высокая влажность воздуха с его низкой температурой ускоряет теплоотдачу в окружающую среду, что приводит к потере тепла организмом с соответствующими последствиями.
Основным источником выделений влаги в зал бумагоделательной машины и соответственно скрытой теплоты является сеточная часть машины. Разбавленная волокнистая суспензия вытекает из напорного ящика на бесконечную сетку, на которой происходит формование бумажного листа за счет обезвоживания массы. Основное количество воды стекает в подсеточную ванну и далее направляется в бак оборотной воды для дальнейшего использования в технологической схеме, а с открытой поверхности, находящейся на сетке волокнистой массы, происходит испарение влаги в окружающую среду. Интенсивное испарение обусловлено высокими скоростью движения сетки (9,16 м/с) и температурой суспензии (50 °С).
Для улучшения процесса формования температуру бумажной массы для газетной бумаги повышают до 45 – 55 °С.
Повышение температуры бумажной массы на сеточном столе способствует интенсивному образованию водяных паров. Если увеличить температуру массы с 45 до 50 °С, то интенсивность испарения влаги возрастет на 80 %, а если повысить скорость машины вдвое при одной и той же температуре массы, то влаги испарится в 1,7 раза больше [35].
Помимо выделения влаги с открытой поверхности бумажной массы в зал бумагоделательных машин водяные пары поступают в результате испарения с нерабочей поверхности сетки, спрысков для промывки сеток, влажных поверхностей станины и пола.
Выделяющиеся в сеточной части водяные пары распространяются в прилегающих помещениях, ухудшая при этом микроклимат. Для обеспечения необходимых санитарно-гигиенических условий требуется увеличивать воздухообмен в помещениях, для чего затрачивается дополнительная энергия, повышается мощность оборудования и др.
Радикальным средством улучшения микроклимата в зале бумагоделательных машин является локализация выделяющихся вредностей за счет укрытия сеточной части машины. Однако большинство эксплуатируемых в настоящее время бумагоделательных машин имеют открытую сеточную часть машины, в том числе и БДМ №2 Енисейского ЦБК.
В связи с тем, что сеточная часть машины является источником значительного выделения теплоты и влаги, в последние годы разрабатываются и внедряются системы, локализующие распространение вредностей в окружающую среду. Местная вентиляция сеточной части машины относится к категории технологических отсосов, которые выполняются для локализации выделяющихся водяных паров, предупреждает их распространение по помещению и обеспечивает максимальный эффект вентиляции открытой сеточной части БДМ (рисунок 7.3).
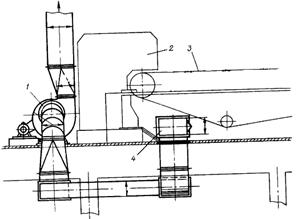
1 – вентилятор для отсоса паровоздушной смеси; 2 – напорный ящик; 3 – бумажная масса; 4 – всасывающий воздуховод
Рисунок 7.3 – Схема местной вентиляции сеточной части бумагоделательной машины
В открытых схемах предусматривается удаление паровоздушной смеси из зон наиболее интенсивного испарения влаги для предотвращения распространения водяных паров в зале, защиты строительных конструкций и оборудования от конденсации на них водяных паров. На рисунке 7.4 приведена схема вентиляции открытой сеточной части бумагоделательной машины. Несколько вентиляционных установок отсасывают влажный воздух из верхней части зала, где водяные пары имеют высокую концентрацию, а также из подсеточной части в районе грудного вала, где происходит интенсивное парообразование. Рекуперация теплоты в этих отсасывающих системах не предусматривается. В районе сеточной части может быть организован забор воздуха, который в дальнейшем подается в сушильную часть.
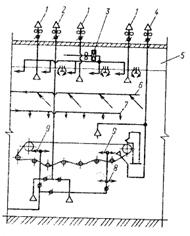
1 – вытяжные системы из верхней зоны зала в районе сеточной части; 2 – отсос паровоздушной смеси из подсеточной части; 3 – вспомогательная установка для обдува подшивного потолка; 4 – отсос паровоздушной смеси на отметке обслуживания; 5 – чердачное помещение; 6 – забор сушильного воздуха из района сеточной части; 7 – подача воздуха общеобменной вентиляции на отметку обслуживания; 8 – подача свежего воздуха в помещение первого этажа; 9 – подача воздуха в сеточную часть машины
Рисунок 7.4 – Схема вентиляции открытой сеточной части бумагоделательной машины
В современных схемах вентиляции на потолочном перекрытии с целью предотвращения соприкосновения паровоздушной смеси с подшивным потолком предусматриваются вентиляционные установки для создания воздушной завесы. Для этого в чердачном помещении устанавливаются вентиляторы, с помощью которых воздух нагнетается в щелевидные сопла, из которых он вытекает плоскими струями, преграждая прикосновение паровоздушной смеси с подшивным потолком.
В чердачное помещение подается 40 - 50 % воздуха от расхода воздуха общеобменной вентиляции, а остальной направляется в рабочую зону зала. Из чердачного помещения воздух через специальные воздухонаправляющие устройства поступают в зал, смешивается с увлаженным воздухом и удаляется в окружающую среду.
Имеются конструкции залов бумагоделательных машин без подшивного потолка в районе сеточной части машины. Тогда предусматриваются установки для подогрева кровли, состоящие из центробежного вентилятора, калорифера, всасывающих и нагнетательных воздуховодов. Воздух забирается из помещения с температурой 20 – 28 °С, подогревается в калорифере до 50 °С и подается в обдуваемую зону.
В системе вентиляции сеточной части бумагоделательной машины предъявляются требования по обеспечению необходимых санитарно-гигиенических условий для обслуживающего персонала и предотвращению конденсации водяных паров на поверхности строительных конструкций.
Минимальный расход воздуха может быть достигнут за счет локализации выделяющихся водяных паров как в подсеточной, так и надсеточной частях. Рассмотрим схему вентиляционной установки для отсоса паровоздушной смеси из зоны между грудным валом и напорным ящиком. В этом пространстве устанавливаются отсасывающие воздуховоды, которые подсоединяются к центробежному вентилятору низкого давления Ц4-70 №2.
Местная вытяжную вентиляцию устраивают, когда загрязнения можно улавливать непосредственно у мест их возникновения.
На рисунке 7.3 показан местный отсос влажного воздуха из подсеточной части машины. Всасывающие отверстия воздуховода для предотвращения попадания в воздуховод влаги закрыты козырьками. Отработавший воздух по воздуховоду удаляется в атмосферу, а свежий подсасывается из машинного зала. Местный отсос из подсеточной части предусматривается в том случае, если температура бумажной массы на сетке превышает 25 °С. Остальная влага, испарившаяся с сетки и влажных поверхностей, поступает в зал и ассимилируется воздухом общеобменной вентиляции.
Применение вентиляции открытой сеточной части обеспечивает санитарно-гигиенические параметры микроклимата и надлежащую чистоту воздуха в помещении.
Библиографический список
1 Барановский, В. П. Оборудование производства бумаги и картона: для студентов специальности 170404 – «Машины и аппараты целлюлозно-бумажного производства» направления 651600 «Технологические машины и оборудование» [Текст] / В. П. Барановский. – Красноярск: СибГТУ, 2005. – 315 с.
2 Чичаев, В. А. Оборудование целлюлозно-бумажного производства [Текст]: в 2 т. Т. 2. Бумагоделательные машины / В. А. Чичаев. – М.: Лесн. пром-сть, 1981. – 263 с.
3 Шухман, Ф. Г. Сетки бумагоделательных машин [Текст] / Ф. Г. Шухман. – М.: Лесн. промышленность, 1988. – 208 с.
4 Расчет сеточных и прессовых частей бумаго– и картоноделательных машин [Текст] : учебное пособие / В. П. Барановский [и др.]. – Красноярск: СибГТУ, 2003. – 100 с.
5 Бумажная фабрика «БЕРЕГ» [Электронный ресурс] / Полезная информация / Бумагу тоже наливают. – Санкт-Петербург, 2001. Режим доступа: http://webboss.narod.ru
6 Эйдлин, И. Я. Бумагоделательные и отделочные машины [Текст] / И. Я. Эйдлин – М.: Лесн. пром-сть, 1970. – 624 с.
7 Зарубин, Я. Я. Формующие сетки БДМ: проблема выбора [Текст] / Я. Я. Зарубин // Целлюлоза Бумага Картон. – 2005. – № 2. – С. 52 – 56.
8 Зарубин, Я. Я. Выбор формующей сетки БДМ: влияние свойств волокнистой массы и факторов процесса формования [Текст] / Я. Я. Зарубин // Целлюлоза Бумага Картон. – 2005. – № 4. – С. 70 – 73.
9 Калушев, А. Н. «Российские сетки» - модернизация производства [Текст] / А. Н. Калушев // Целлюлоза Бумага Картон. – 2004. - № 10. – С. 16.
10 ЗАО "ПетрозаводскМаш" [Электронный ресурс] / Бумагоделательное и картоноделательное оборудование / составные части машин и отдельное оборудование. – Санкт-Петербург, 2001. Режим доступа: http://www.pbm.onego.ru
11 Перспективные технологии и новые разработки [Электронный ресурс] / Раздел «Технологии». Режим доступа: http://www.sibpatent.ru
12 Справочник «АВС». [Электронный ресурс] / Бумага / Изготовление бумаги на бумагоделательной машине. Режим доступа: http://www.calculate.ru
13 Расчет валов бумагоделательных и картоноделательных машин [Текст]: учебное пособие / Ю. Д. Алашкевич [и др.]. – Красноярск: СибГТУ, 2002. – 96 с.
14 Старец, И. С. Подшипники качения в оборудовании целлюлозно-бумажного производства. Изд. 3-е, перераб. [Текст] / И. С. Старец – М.: Лесн. Пром-сть, 1985. – 312 с.
15 Кокушин, Н. Н. Монтаж и ремонт целлюлозно-бумажного оборудования [Текст] : Учебник для вузов. Н. Н. Кокушин – М.: «Экология», 1991. – 208 с.
16 Справочник по монтажу технологического оборудования предприятий целлюлозно-бумажной промышленности [Текст]: Издание второе, переработанное и дополненное. Изд-во «Лесная промышленность». Коперин В. В. [и др.]. – Москва, 1964. – 760 с.
17 Наумов, В. Г. Монтаж технологического оборудования целлюлозно-бумажной промышленности [Текст]: Учебник для вузов. Изд-во «Лесная промышленность». В. Г. Наумов – Москва, 1971. – 191 с.
18 Пожитков, В. И. Монтаж и ремонт бумагоделательных машин [Текст]: Учебник для вузов. Изд-во «Лесная промышленность». В. И. Пожитков – Москва, 1973. – 312 с.
19 Жудро, С. Г. Проектирование целлюлозно-бумажных предприятий. 2-е изд., перераб. и доп. [Текст] / С. Г. Жудро – М.: Лесн. Пром-сть, 1981. – 304 с.
20 Основы строительного дела: Учебник для вузов по спец. 0901 под ред И. И. Леоновича. [Текст] / И. И. Леонович [и др.]– Мн.: Выш. Школа, 1980. – 352 с. с ил.
21 Смирнов, А. А. Основы автоматизации целлюлозно-бумажного и лесохимического производств [Текст]: Учебник для техникумов. – 3-изд., перераб. / А. А. Смирнов – М.: Лесная пром-сть, 1983. – 360 с.
22 Вьюков, И. Е. Автоматизация технологических процессов целлюлозно-бумажной промышленности. Учебное пособие для вузов / И. Е. Вьюков – М.: Лесная пром-сть, 1983. – 384 стр.
23 Зингель, Т. Г. Автоматизация целлюлозно-бумажных производств [Текст]: Справочное пособие к практическим занятиям, курсовому и дипломному проектированию для студентов всех специальностей и форм обучения / Т. Г. Зингель. – Красноярск: СибГТУ, 2000. – 260 с.
24 Изготовитель и поставщик датчиков и приборов ООО «ПРОМЫШЛЕННАЯ АВТОМАТИКА» [Электронный ресурс] / Датчики давления – Казань, 2004-2005. – Режим доступа: http://www.promav.ru
25 ЗАО «Торговый дом», «ЭМА» [Электронный ресурс] / Измерительные преобразователи – Смоленск, 2007. – Режим доступа: http://www.energoma.ru
26 Изготовитель и поставщик трубопроводной арматуры ООО «БАЛТПРОМ-АРМАТУРА» [Электронный ресурс] / Пневмоклапан, БПА29000 – Санкт-Петербург, 2007. – Режим доступа: http://www.bpa.spb.ru
27 Каталог датчиков [Электронный ресурс]. – ПГ «Метран», 2005. – 1 электрон. опт. диск (CD-ROM).
28 Контроллеры КР 3000 [Электронный ресурс]. – ЗАО «Контраст», 1991. – 1 электрон. опт. диск (CD-ROM).
29 Продажа компьютеров и комплектующих ООО «Старком» [Электронный ресурс] / Компьютеры и комплектующие – Красноярск, 2007. – Режим доступа: http://www.starcom.ru
30 Зингель, Т. Г. Приборы и средства автоматизации [Текст]: Монография / Т. Г. Зингель. – Красноярск: СибГТУ, 2005. – 278 с.
31 ГОСТ 12.0.003-74 ССБТ. Опасные и вредные производственные факторы; введ. 18.11.74. – М.: Изд-во стандартов, 1976. – 44 с.
32 Закон об основах охраны труда РФ ФЗ №181, принят 17.07.99 г.
33 «ООО Енисейский ЦБК». Инструкция № 60 по охране труда для машинистов сеточной части бумагоделательной машины цеха производства бумаги, 2006. – 5 с.
34 НПБ 105-95. Определение категорий помещений и зданий по взрывопожарной и пожарной опасности. – М.: Энергия, 1995 г.
35 Бельский, А. П. Вентиляция бумагоделательных машин [Текст] / А. П. Бельский, М. Д. Лотвинов – М.: Лесная промышленность, 1990. – 216 с.
36 Безопасность жизнедеятельности [Текст] : учебное пособие по выполнению лабораторных работ для студентов всех специальностей, направлений и форм обучения / А. Г. Лапкаев [и др.]. – Красноярск: СибГТУ, 2006. – 212 с.
37 Федеральный закон «О защите населения и территорий от чрезвычайных ситуаций природного и техногенного характера». Постановление № 68 от 21 декабря 1994 г.
38 Закон РФ «О промышленной безопасности опасных производственных объектов», 1997 г.
39 Постановление № 794 от 30 декабря 2003 «О РСЧС».
40 Первушина, Т. А. Экономика, организация и управление производства: Методические указания к выполнению курсовой работы и экономической части дипломных проектов для студентов специальностей 17 04 04, 17 05 00, 17 06 00 и 03 05 00 всех форм обучения [Текст] / Т. А. Первушина, Ж. Г. Щербакова, В. В. Абрамкин – Красноярск: СибГТУ, 2003. – 32 с.
Содержание
Реферат
Содержание
Введение
1. Технико-экономическое обоснование
1.1 Обзор существующих конструкций
1.2 Обоснование выбора конструкции
2. Технологические решения
2.1 Описание технологической схемы
2.2 Технологические расчёты
2.2.1 Расчёт возможной производительности буммашины
2.2.2 Ширина сетки и длина валов сеточной части
2.2.3 Расчёт процесса формования и обезвоживания бумажной массы на ЭВМ
3. Конструкторская часть
3.1 Расчёт конструктивных параметров ящика с гидропланками и мокрого отсасывающего ящика
3.1.1 Расчёт ящика с гидропланками
3.1.2 Расчёт мокрого отсасывающего ящика
3.2 Расчёт сетконатяжки
3.2.1 Расчёт сетконатяжного вала
3.2.2 Подбор подшипников
3.2.3 Расчёт рычагов сетконатяжного вала
4. Монтаж, ремонт и техническая эксплуатация сеточной части БДМ
4.1 Монтаж сеточной части
4.2 Ремонт и техническая эксплуатация сеточной части
5. Строительные решения
6. Автоматизация производственного процесса
6.1 Общие положения
6.2 Выбор точек контроля и регулирования
6.3 Обоснование выбора технических средств автоматизации АСУТП
7. Экологичность проекта
7.1 Благоустройство и озеленение санитарно-защитной зоны и территории предприятия
7.2 Безопасность в чрезвычайных ситуациях
8. Основные технико-экономические показатели проекта
8.1 Расчёт капитальных (единовременных) затрат
8.2 Расчёт текущих затрат, связанных с эксплуатацией оборудования
8.3 Составление годового графика ремонтного оборудования
8.4 Расчёт показателей экономической эффективности
Заключение
Библиографический список
Реферат
В данном дипломном проекте описывается назначение и роль сеточной части БДМ, её основных узлов. Также рассматриваются различные формующие и обезвоживающие устройства сеточной части БДМ. Исходя из технико-экономического обоснования для оптимального и наиболее экономичного формования и обезвоживания бумажного полотна, целесообразней использовать синтетическую сетку с гидропланками и МОЯ, при этом натяжение сетки контролируя автоматической сетконатяжкой и сеткоправкой. Производятся технологические и конструкторские расчёты.
Описывается монтаж, ремонт и техническая эксплуатация сеточной части БДМ, строительные решения, автоматизация производственного процесса (автоматической сетконатяжки), безопасность и экологичность проекта. Производятся экономические расчеты, определяющие основные технико-экономические показатели проекта.
Дипломный проект содержит пояснительную записку из 147 страниц текста, 19 таблиц, 51 иллюстрацию, 40 литературных источников и графическую часть на 10 листах формата А1.
Введение
Целлюлозно-бумажная промышленность (ЦБП) является одной из важнейших отраслей народного хозяйства. От успехов её развития сегодня во многом зависят темпы роста таких областей промышленности как радиоэлектронная, автомобильная, химическая, электрохимическая и др. Без продукции ЦБП немыслимо развитие науки, культуры.
Во многих странах мира темпы развития ЦБП значительно выше других отраслей и бумагоделательное машиностроение занимает одно из ведущих направлений тяжелой индустрии.
На первое место сейчас выходят вопросы совершенствования крупных бумагоделательных машин и их структурная перестройка, механизация и автоматизация технологических процессов.
Россия обладает огромными запасами леса, которые в настоящее время очень расточительно и нецелесообразно используются. Бумага и картон производится на оборудовании, которое устарело морально и физически. В результате подобного состояния промышленности РФ не может извлекать полноценной прибыли из леса. Установка современного оборудования, совершенствование имеющихся технологий позволит снизить себестоимость продукции и увеличить производительность.
Во всех странах мира интенсивно проводятся научно-исследовательские и проектно-конструкторские работы по непрерывному совершенствованию процессов и оборудования БДМ и КДМ. Результаты этих работ настолько быстро изменяют конструкцию машин, что они становятся морально устаревшими через 7 – 10 лет [1]
Появляются новые схемы машин, технологических потоков, новые методы формования бумажного полотна с максимальным использованием существующего оборудования, с минимальным расходом волокна, свежей воды, химикатов, исключающим до предела загрязнение окружающей среды.
Несмотря на значительные усовершенствования, бумагоделательная машина сохранила свою технологическую компоновку, и в настоящее время представляет собой гигантский технологический конвейер.
В ЦБП эксплуатируется много машин, установленных в начале и середине XX века. Поэтому основная масса машин на наших предприятиях имеет низкие скорости, малую ширину сетки и низкую производительность.
Естественно, что реконструкция должна производиться лишь тогда, когда подсчитывают экономический эффект от её осуществления. Затраты на реконструкцию должны, как правило, окупаться.
Бумага имеет большое народно-хозяйственное значение, и её производство в нашей стране непрерывно увеличивается за счёт реконструкции и расширения действующих предприятий и строительства новых.
Серьезным препятствием на пути полной реконструкции бумагоделательных фабрик стоит нехватка денежных средств. Прибыль предприятий на столько мала, что закупка нового оборудования – непозволительная роскошь. Иностранные инвесторы не рискуют вкладывать денежные и иные средства в нашу промышленность по причине нестабильного положения экономики.
Одним из путей решения, наиболее целесообразным в данных условиях, является поэтапная замена отдельных частей БДМ, которые более весомо влияют на производительность.
Основной и наиболее ответственной частью бумагоделательной машины является сеточная часть. На ней производится отлив и формование полотна. Именно здесь определяются будущие свойства бумажного полотна.
Путем улучшения формования и обезвоживания бумажного полотна на сеточной части можно повысить характеристики, качество бумаги и производительность, что приведет к реально ощутимой прибыли. Поэтому необходимо заменить ранее установленную бронзовую сетку и регистровые валики на синтетическую сетку с гидропланками и МОЯ, а также установить автоматическую сеткоправку и сетконатяжку. В данном дипломном проекте представлен именно такой вариант улучшения производственных возможностей БДМ №2 Енисейского ЦБК.
Технико-экономическое обоснование
Дата: 2019-12-22, просмотров: 411.