При восстановлении гильз возможно использование способа электроимпульсного нанесения покрытитий [5].
Электроимпульсное нанесение покрытий основано на импульсном разряде конденсатора через проволоку напыляемого металла. При этом происходит взрывное плавление проволоки и осаждение расплавленных мелких частиц металла на внутренней поверхности гильзы (рис. 3.7).
Используемая для нанесения покрытий электроразрядная цепь представляет собой колебательный контур и характеризуется следующими данными: емкость конденсатора 100 мкФ, максимальное напряжение зарядного тока 30 кВ, собственная частота колебаний электроразрядной цепи 25 кГц. Для напыления используют металлическую, например вольфрамовую, проволоку диаметром 0,5– 1 мм и длиной 20–150 мм. Режим напыления, выбираемый в зависимости от размера и формы изделия, согласно многочисленным экспериментальным данным рассчитывают по следующим уравнениям [5]:
 ;
;  ,
,
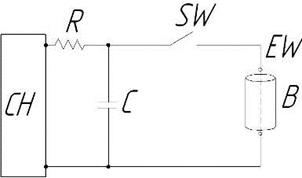
Рис. 3.7. Схема электроимпульсного напыления:
СH – источник питания для зарядки конденсатора; R – резистор; C – конденсатор; SW – выключатель; EW – металлическая проволока; B – напыляемая гильза
где S – площадь сечения металлической проволоки, мм2; l – длина металлической проволоки, мм; С – емкость конденсатора, Ф; U – напряжение зарядного тока, В; f – собственная частота колебаний электроразрядной цепи, Гц; K 1 , K 2 – постоянные, определяемые материалом проволоки; K1=(1…3) 10-3; K2=4.
Расстояние l от поверхности изделия до расплавляемого конца металлической проволоки определяется через ее диаметр d и выражается в следующем виде: l =30 d.
При разряде в оптимальном режиме около 40% массы проволоки превращается в газ, а остальные 60% – в капли расплавленного металла, сталкивающиеся с поверхностью основного материала. Образующиеся при взрывном разряде капли напыляемого металла можно разделить на две группы, к одной из которых относятся частицы размером несколько микрометров, а к другой – размером несколько сотых долей микрометра. Покрытие образуется за счет осаждения на поверхности частиц первой группы, тогда как частицы второй группы улетучиваются, превращаясь в аэрозоли. При недостаточном уровне энергии разряда металлическая проволока расплавляется без взрыва, а при чрезмерном уровне энергии – полностью переходит в газообразное состояние. И в том и в другом случае напыление невозможно.
Своеобразие электроимпульсного нанесения покрытий связано с особо малым размером частиц в мелкораспыленном состоянии напыляемого материала. При температуре распылений, которая, как считают, близка к точке кипения металла проволоки, все частицы в мелкораспыленном состоянии нагреваются равномерно. При столкновении с поверхностью основного материала скорость движения частиц достигает нескольких сотен метров в секунду. Движение частиц к основному материалу происходит за счет резкого расширения газа при взрыве и вытеснения воздуха из зоны взрыва, что почти полностью исключает окисление частиц, а следовательно, обеспечивает получение плотного покрытия с высокой прочностью сцепления с основным материалом. Недостаток электроимпульсного напыления состоит в том, что этот способ непригоден для восстановления гильз с большой величиной износа, так как данным способом невозможно получение покрытий большой толщины.
Дата: 2019-12-22, просмотров: 374.