Способ заключается в нагреве наружней поверхности гильзы в индукторе в течение нескольких секунд до температуры 700…7500С и последующем быстром охлаждении в масле. При этом рабочая часть гильзы сокращается на величину до 0,1 мм, что позволяет дальнейшей механической обработкой восстановить требуемый размер.
Градиент температур создают в стенке детали непрерывно-последовательно вдоль оси детали.
При создании градиента температур деталь нагревают, например, током высокой частоты, а охлаждают струями воды.
Нагрев и охлаждение детали ведут в процессе перемещения детали, относительно источников со скоростью не более 3–4 мм/с, при этом температуру нагрева устанавливают не более 870–920 °С.
На рис. 3.8 показана установка для осуществления способа.
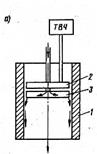
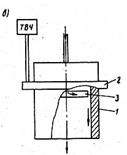
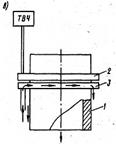
Рис. 3.8. Схема обработки детали ТВЧ:
а – при расположении источников нагрева и охлаждения внутри детали; б – при расположении источника нагрева снаружи детали, а источника охлаждения внутри ее; в-при расположении источников нагрева и охлаждения снаружи детали; 1 – восстанавливаемая деталь; 2 – источник нагрева; 3 – источник охлаждения.
Способ восстановления изношенной внутренней цилиндрической поверхности преимущественно стальных и чугунных деталей типа гильз цилиндров двигателей внутреннего сгорания осуществляется путем создания градиента температур посредством воздействия на деталь 1 источника 2 нагрева и источника 3 охлаждения (рис. 3.8), при этом градиент температур создают в стенке детали непрерывно – последовательно вдоль оси детали, нагрев осуществляют, например, током высокой частоты (ТВЧ), а охлаждают, например, струями воды.
При нагреве и охлаждении деталь перемещают относительно источников на грева ТВЧ и охлаждения со скоростью не более 3 – 4 мм/с, а температуру нагрева устанавливают при этом не более 870–920° С.
В результате создания температурного градиента возникают резко изменяющиеся (как от точки к точке тела, так и в каждой точке во времени) тепловые (термические) напряжения. При этом в нагретых участках возникают окружные напряжения сжатия, а в холодных – напряжения-растяжения. Нагретые участки металла стремятся расшириться, но этому препятствуют более холодные участки цилиндра, поэтому нагретые участки оказываются сжатыми, и, в свою очередь, действуют на холодную часть цилиндра как симметрично приложенная сила растяжения. Поскольку предел прочности металла с повышением температуры падает, то будет происходить деформация в сторону сжатия, т.е. вовнутрь цилиндра.
Результаты исследования показывают, что при создании в полой детали осевого температурного градиента ней появляется пластическая деформация (уменьшение внутреннего диаметра).
Пластическая деформация наблюдается как у детали, изготовленной из чугуна, так и из стали.
Величина деформации зависит от целого ряда факторов, основными из которых являются максимальная температура нагрева и форма температурного поля в детали, физико-механические свойства материала детали, скорость перемещения источников нагрева и охлаждения относительно детали, геометрические размеры детали, интенсивность охлаждения.
Процесс осуществляется следующим образом. Чугунная деталь – гильза двигателя устанавливается на стол устройства. Затем со скоростью 1,5 мм/с относительно индуктора гильза перемещается с непрерывно-последовательным нагревом внутренней поверхности до 870 °С и охлаждением струями воды с температурой 200С и расходом 15 л/мин. При этом величина радиальной деформации Е составляет в среднем 0,7 мм. Затрата подготовительного, основного и заключительного времени на восстановление одной гильзы составляет 2 мин.
Дата: 2019-12-22, просмотров: 443.