Растачивание и хонингование гильз цилиндров производятся при износе внутренней поверхности (в месте наибольшего износа) до диаметра, превышающего предельный, при овальности и конусности на рабочем участке более допустимых размеров.
В зависимости от величины износа гильзы ремонтируют растачиванием или шлифованием с последующим хонингованием или только хонингованием под ремонтные размеры.
Перед устранением дефектов гильзы промывают и очищают от грязи, коррозии и накипи, а посадочные пояски и опорные поверхности буртиков зачищают до металлического блеска.
По величине износа внутренней поверхности гильзы сортируют на три группы. Первая группа гильз – с внутренним диаметром в пределах допуска на новую гильзу; вторая группа – с внутренним диаметром, превышающим номинальный не более чем на 0,2 мм, и третья группа – с внутренним диаметром, превышающим номинальный на 0,15–0,2 мм, но не более чем на 0,4 мм.
Гильзы первой группы могут быть использованы без ремонта или после хонингования внутренней поверхности до удаления неровностей и следов коррозии. Хонингование гильз производят на хонинговальном станке ЗБ833 головками ПТ-1085А с шлифовальными брусками К36–5 СМ1-С1К и КЗЗ-М20 СМ1-С1К.
В качестве охлаждающей жидкости рекомендуется применять керосин. Иногда к нему добавляют 10–20% веретенного масла.
Также для хонингования цилиндров применяют бруски из синтетических алмазов, обеспечивающие значительное повышение производительности процесса, точности обработки, уменьшение шероховатости поверхности. Стойкость брусков из синтетических алмазов в десятки раз выше стойкости обычных брусков. Для предварительного хонингования могут быть использованы бруски АС12М1, а для окончательного АСМ40М1.
Гильзы второй группы ремонтируют хонингованием или шлифованием на внутришлифовальном станке с последующим окончательным хонингованием. При обработке гильз только хонингованием сначала производят предварительное хонингование шлифовальными брусками К316–8 СМ1-С1К или (с целью повышения производительности) более крупнозернистыми брусками К340МЗК. Для окончательного хонингования применяют бруски КЗЗ-М20 СМ1-С1К.
Гильзы третьей группы ремонтируют растачиванием внутренней поверхности с последующим предварительным и окончательным хонингованием до ремонтного размера. В процессе растачивания и хонингования нагрев гильзы допускается не более 50–60° С [4].
Гильзы растачивают на вертикальном алмазно-расточном станке –278Н расточными резцами с пластинками из твердого сплава ВК2 или ВКЗМ.
Гильзы на станке центрируют при помощи оправки, вставленной в шпиндель станка (рис. 3.4). Шаровой конец оправки должен входить в цилиндр на глубину 3 – 4 мм. Вылет шарового конца оправки подсчитывают по формуле:
 ,
,
где D – диаметр гильзы, под который производится растачивание;
d – диаметр шпинделя (оправки).
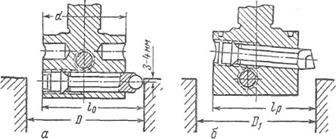
Рис. 3.4. Центрирование гильзы (а) и установка резца (б) при растачивании гильзы цилиндра
При установке резца для растачивания необходимо учесть припуск на хонингование в пределах 0,06–0,12 мм на диаметр. Внутренняя рабочая поверхность расточенной гильзы может иметь овальность не более 0,04 мм, конусность не более 0,05 мм, шероховатость поверхности должна быть не ниже 6-го класса чистоты.
Для того чтобы получить высокую чистоту рабочей поверхности, гильзу хонингуют. После хонингования на рабочей поверхности гильзы не должно быть рисок и следов. Геометрия отверстия должна отвечать техническим требованиям. Для хонингования гильзы применяют пружинящую хону (рис. 3.5), которая отличается от обычной хоны тем, что каждый брусок прижимается к поверхности гильзы отдельной пружиной. Такая хона не исправляет геометрической формы гильзы, а лишь повышает класс чистоты ее поверхности.
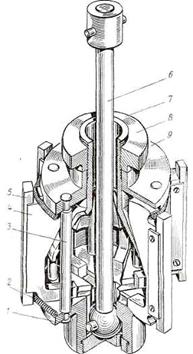
Рис. 3.5. Хона:
1 – нижний диск; 2 – пружина; 3 – стержень; 4 – державка; 5 – абразивные бруски; 6 – тяга; 7 – пружинящая коронка; 8 – натяжная гайка; 9 – верхний диск
При предварительном хонинговании расточенной гильзы до ремонтного размера оставляют припуск на окончательное хонингование в пределах 0,01–0,03 мм на диаметр. После предварительного хонингования на внутренней поверхности гильзы не должно быть следов износа, неровностей. Овальность не должна превышать 0,04 мм, а конусность – 0,05 мм (при температуре гильзы, равной температуре окружающего воздуха). Шероховатость поверхности должна быть не ниже 7-го класса чистоты.
После окончательного хонингования диаметр внутренней поверхности гильзы должен находиться в пределах допуска на ремонтный размер, а овальность и конусность не должны превышать 0,03 мм. Шероховатость поверхности должна быть не ниже 9-го класса чистоты.
Данный способ широко применяют при ремонте цилиндро-поршневой группы двигателей, однако износе внутренней поверхности гильз больше последнего ремонтного размера деталь выбраковывают, тем самым увеличиваются затраты на приобретение новой детали.
Дата: 2019-12-22, просмотров: 379.