Особенностью восстановления внутренней поверхности гильз гальваномеханическим способом является то, что в процессе электролитического наращивания покрываемая поверхность подвергается механическому активированию режущим инструментом в виде брусков, которые перемещаются в межэлектродном пространстве. Также высокая скорость циркуляции электролита при малом межэлектродном зазоре обеспечивает высокую скорость осаждения металла, а за счет постоянного хонингования в процессе осаждения – высокую точность и качество восстанавливаемой поверхности.
Существуют установки для нанесения покрытий гальваномеханическим способом. Но появляется необходимость в их приобретении, что повышает затраты на восстановления гильзы. Предлагаемое приспособление предназначено для закрепления гильз на хонинговальном станке 3Б833 для восстановления гильз гальваномеханическим способом. Так как этот станок широко распространен, то нет необходимости покупать дорогостоящее оборудование [5].
Приспособление состоит из корпуса (8, рис. 5.1), установленного на опорной плите (7), которая крепится на столе хонинговального станка 8Б833. Закрепление гильзы (11) происходит за счет призм (9), которые перемещаются по резьбе за счет вращения вала, на котором они расположены. На опорный бурт гильзы устанавливается кожух (10) для отвода электролита в ванну и защиты деталей приспособления. Рядом со станком устанавливаются две ванны с электролитом и водой. Ванны через трубопроводами связаны с насосами для подачи электролита (2) и воды (17) соответственно. Ванны снабжены датчиками контроля температуры и нагревательными элементами для поддержания постоянной температуры.
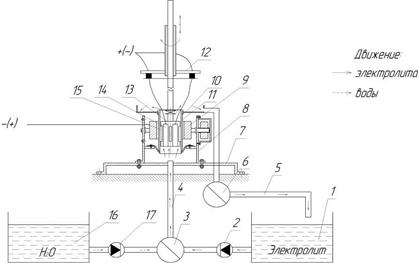
Рис. 4.1. Схема гальваномеханического способа нанесения покрытий:
1 – ванна с электролитом; 2, 17 – насосы; 3, 6 – кран-распределитель; 4 – нагнетательный трубопровод; 5 – трубопровод отвода электролита; 7 – монтажная плита; 8 – корпус; 9 – призмы; 10 – защитный кожух; 11 – восстанавливаемая гильза; 12 – токосъемное устройство; 13 – электрод-инструмент; 14 – электрод; 15 – хонинговальные бруски; 16 – ванна с водой
Далее трубопроводы соединяются через кран-распределитель (3), который связан через нагнетательный трубопровод (4) с корпусом приспособления. К режущему инструменту (электрод-инструмент) (13) прикреплены электроды (14), которые подсоединены к источнику питания через токосъемное устройство (12). На гильзу (электрод-деталь) также подается напряжение через призмы.
Для хромироованиия был выбран универсальный электролит (состав, г/л: CrO3 – 250, H2SO4 – 2,5) как наиболее стабильный и высокопроизводительный, обеспечивающий нанесение качественных покрытий в диапазоне катодной плотности тока Dk = 50…1000 А/дм2 и температуры электролита tэл= 35…55ºC.
Для гальваномеханического железнения были выбраны электролиты следующего состава, г/л: FeCl2∙4H2O – 500, NiSO4∙7H2O – 40, виннокислый натрий – 3, смешанный – FeSO4∙7H2O – 200, FeCl2∙4H2O – 200. Данные электролиты наиболее стабильны по ионному составу при гальваномеханическом железнении и обеспечивают нанесение качественных покрытий толщиной более 1 мм при Dk = 50…300 А/дм2 и tэл= 20…50 °C [6].
При исследованиях по определению химической стойкости абразивных и алмазных брусков на керамической, бакелитовой, каучуксодержащей, эпоксидной и титановых связках было установлено, что наивысшей химической стойкостью в выбранных электролитах хромирования и железнения обладают абразивные бруски из электрокорунда белого, карбида кремния зеленого, а также алмазные на титановой и каучукосодержащей связках Р9 и PI4. Однако дальнейшее использование выбранных инструментов при гальваномеханичеоком хромировании и железнении показало, что алмазные бруски на титановой связке в процессе электролиза поляризуются и происходит их активное электрохимическое растворение, а также водородное охрупчивание, вследствие чего их использование становится нецелесообразным.
Так, лучшее качество покрытий достигается при гальваномеханическом хромировании при использовании абразивных (24AM40IIC2KII, 64СМ4СПСМ210Б), минералокерамических ВОК-60 и алмазных брусков (ACM 40/28-PI4E – 100%), а при железнении данным способом – соответственно абразивных (63С40ПСТ1Б, 64СМ40ПСМ2К10) и алмазных (КАБХ ACBI25/I00 BС-2, АББХ АСО 80/63 PI8T 100%) [7].
Варьируя катодной плотностью тока Dk и величиной давления инструмента Ра можно управлять формированием структуры покрытий и величин пористости.
Выявлено, что увеличение Dk, Pa и снижение tэл способствуют увеличению маслоемкости и смачивающейся способности покрытий хрома и железа, которая выше у аналогичных покрытий, полученных другими способами.
Наиболее существенное влияние на производительность гальваномеханического способа нанесения покрытий оказывают температура электролита, катодная плотность тока и тип применяемого инструмента. Замечено, что при гальваномеханическом хромировании производительность увеличивается в 20…50 раз, а при железнении по сравнению со стационарными условиями электролиза – в 5…10 раз.
Дата: 2019-12-22, просмотров: 466.