Причиной появления трещин в деталях являются, в первую очередь, ненормальные условия их работы, а именно, сильный перегрев, быстрое охлаждение, ударные нагрузки и т.д. Трещины могут возникнуть также вследствие нарушения технологии ремонта. Перетяжка болтов головки блока на некоторых двигателях может стать причиной образования трещин на поверхности гильз. Эксплуатация двигателя в холодное время года на воде в системе охлаждения – также достаточно распространенная причина появления трещин в блоке и гильзах цилиндров после замерзания воды.
Трещина, возникшая в той или иной детали, редко локализуется, т.е. остается неизменной длительное время. В большинстве случаев, испытывая циклические рабочие нагрузки и циклы нагрева-охлаждения, трещина развивается дальше до поломки детали. Последствия и скорость развития трещины зависят от типа детали, материала и сечения, по которому проходит трещина. Для ответственных деталей КШМ и поршневой группы, включая коленчатый вал, шатуны и поршневые пальцы, трещина, независимо от места ее образования, практически всегда приводит к разрушению детали и выходу двигателя из строя.
В корпусных деталях типа блока цилиндров и головки блока, а также гильзах трещины, как правило, проходят в полость системы охлаждения, соединяя ее с каналами систем смазки, вентиляции картера, цилиндрами, либо с окружающей средой, вызывая течи и / или перемешивание рабочих жидкостей. Помимо этого, через трещины в стенке цилиндра или камеры сгорания в систему охлаждения при работе двигателя поступают отработавшие газы, которые вытесняют охлаждающую жидкость, резко снижая эффективность охлаждения двигателя.
Трещины в нижней части гильзы обычно связаны с ударами разрушенного шатуна и, как правило, располагаются вертикально.
Установка на двигатель детали с трещиной приводит обычно к его неработоспособности (выходу из строя) сразу после первого запуска или через определенное время, т.е. к необходимости повторного ремонта. Кроме того, традиционные виды ремонта рабочих поверхностей детали с трещиной (шлифование, хонингование и т.д.) иногда приносят убытки ремонтному предприятию, так как деталь с трещиной заведомо неремонтопригодна и требует замены. Учитывая это, обнаружению трещин в деталях перед ремонтом должно быть уделено самое серьезное внимание. [4]
Износ посадочных поясков гильзы
Износ посадочных поясков частично связан с кавитационным изнашиванием. Признаком дефекта гильз являются глубокие раковины на поверхности поясков, что является следствием явления кавитации или коррозии.
В процессе работы возникает вибрация гильзы, что также вызывает износ посадочных поясков гильзы.
В реальных условиях эксплуатации двигателей возможно появление овальности посадочных поясков гильзы, вызванное кавитационным разрушением или отложением накипи в зазорах посадочных поясков гильзы в блоке.
Выбор способа восстановления гильз
В ремонтной практике восстановление изношенных автотракторных деталей производится разными способами и выбор того или иного способа в конкретных условиях определяется или экономическими соображениями или производственными возможностями ремонтных мастерских (наличием соответствующего технологического оборудования).
Для гильз принята следующая схема технологического процесса ремонта [4]:
1) правка;
2) восстановление размеров посадочных поясков;
3) устранение неисправностей опорного буртика;
4) восстановление внутренней рабочей поверхности;
5) цинкование наружной поверхности;
6) контроль.
Правка гильзы
При дефектовке гильз проверяют овальность центрирующих посадочных поясков. При овальности поясков больше допустимого размера гильзу подвергают правке. Нагрузку прилагают по максимальной оси овала. В процессе правки упругая деформация гильзы не должна превышать 20 мм. После правки каждую гильзу проверяют на магнитном дефектоскопе для обнаружения возможных трещин.
Гильзы правят на специальном гидравлическом прессе (рис. 3.1) с приводом от топливного насоса. Насосная установка смонтирована под столом и управляется педалью. Гильзу ставят на нижнюю алюминиевую подушку 7 с войлочной прокладкой 1.
Подушка 7 закреплена на сварной станине 6 пресса. Нагрузку на деталь прикладывают через верхнюю подушку 3 с войлочной прокладкой 2, которая подвешена при помощи Т-образного паза к грибку плунжера 4 так, что может
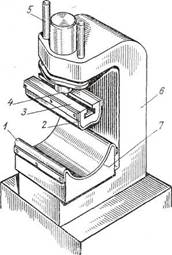
Рис. 3.1. Пресс для правки гильзы
самоустанавливаться по гильзе в процессе правки. Верхняя подушка для облегчения выполнена из алюминиевого сплава с тем, чтобы по возможности разгрузить возвратные пружины, скрытые в защитных колпачках 5. Предохранительный клапан гидравлического пресса ограничивает усилие правки в пределах 2500 кг. При большем усилии возможно возникновение трещин.
Дата: 2019-12-22, просмотров: 402.