Для аппаратуры, в которой имеют место постепенные отказы, обусловленные старением и износом, часто пользуются нормальным законом распределения. Т.к. время безотказной работы положительная величина, частота работы:
a(t) = C.exp{-(t – T)2/(2s 2)} (1)
С – постоянная усеченного нормального распределения, которая определяется из нормирующего условия

Т и s 2 – среднее значение и среднее квадратичное отклонение (дисперсия)
Если s не велико по сравнению с Т, то можно пользоваться не усеченным нормальным распределением при

Тогда за время t исходное выражение количественного определения отказа элемента запишется:
g(t) =  e–( t – T)2/(2s2)dt (2)
e–( t – T)2/(2s2)dt (2)
Математическое ожидание времени исправной работы  среднему времени исправной работы элемента и определяется экспериментально по результатам испытания партии или элементов.
среднему времени исправной работы элемента и определяется экспериментально по результатам испытания партии или элементов.
 (3)
(3)
tk – время работы k-ого элемента до выхода из строя
n – число испытываемых элементов
Вместо Т м.б. выбран любой контролируемый параметр
 (4)
(4)
- дисперсия значений времени исправной работы различных элементов в испытуемой партии.
Если сделать замену
x = (t – T)/ s, то
g(x) =0,5 +  e–x2/2dx = 0,5 + Ф(x) (5)
e–x2/2dx = 0,5 + Ф(x) (5)
где I член представляет половину площади ограниченной кривой Гауса, II член – интеграл времени.
Если выражение (1) нормировано относительно
x = (t – T)/ s, то
g(x) = 0,5 – Ф(x) (6)
Вероятность исправной работы элементов, подверженных постепенным отказам м.б. записана следующим образом:
P(t) =  (7)
(7)
n – число подгрупп с однотипными элементами.
Параметры надежности при хранении систем
Отказы аппаратуры и входящих в нее элементов наблюдаются не только в процессе работы, но и при хранении, - введем параметр, характеризующий надежность системы при хранении:
Сохраняемость a(t) - вероятность того, что системы сохраняет работоспособность в течении заданного срока хранения; в определенных условиях a(t) является аналогом вероятности безотказной работы при хранении.
a(t) характеризует те же параметры, что и вероятность безотказной работы:
lХР – интенсивность отказов.
ТХР – средняя наработка на отказ при хранении.
lХР = 1/ТХР Она = математическому ожиданию времени м/ 2-мя последующими отказами
a(t) = е–lХР t
ТХР = 
Контроль в ЭВМ
Контроль в ЭВМ – процессы, обеспечивающие обнаружение ошибок в работе ЭВМ, которые вызваны отказом или сбоем аппаратуры, ошибкой оператора, ошибкой в программе или другими причинами. Контроль необходимо организовывать так, чтобы по возможности контролировались все функции проверяемого объекта. Степень диагностирования определяется полнотой контроля. Количественно полнота контроля оценивается отношением, показывающим относительное число элементов системы, охваченных данным способом контроля. В отдельных случаях целесообразно оценивать полноту контроля как относительное число отказов, которые обнаруживаются данным способом контроля к общему числу отказов.
По признаку применяемых средств контроль в ЭВМ разделяется на:
1) аппаратурный
2) программный
3) смешанный
(1) отличается большим быстродействием, но требует дополнительных аппаратных средств.
(2) Дополнительных аппаратных средств не требует, кроме некоторого дополнительного объема памяти для размещения программного контроля. «-» связан с некоторым расходом дополнительно процессорного времени для выполнения контроля.
Целесообразно сочетать (1) и (2) средства контроля.
По характеру контроля в ЭВМ делят на:
а) оперативный
б) тестовый
(а) осуществляется в ходе решения эксплуатационных задач и позволяет в процессе их решения немедленно обнаруживать ошибку в ходе ее работы. (а) является не полным, т.к.выполняется для случайных неприспособленных для решения контроля задач.
(б) осуществляется в специально отведенные промежутки времени на основе решения спец тестовых задач, он основан на тестах, которые обеспечивают полный контроль всех элементов объекта за минимальное время.
«-»(б): потеря дополнительного процессорного времени
«+»(б): при тестовом контроле упрощается анализ результатов; обеспечивается полнота контроля.
(б) непригоден для обнаружения сбоев аппаратуры в процессе ее эксплуатации.
(б) имеет место тогда, когда результаты тестирования нужны для оценки частоты сбоев в исследуемой аппаратуре.
По способу организации различают контроль:
1) прямой
2) обратный
3) смешанный
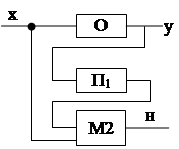
При (1) основной вычислительный процесс  , с исходными данными x и результатами y, сопровождается //-ым вычислительным процессом П.
, с исходными данными x и результатами y, сопровождается //-ым вычислительным процессом П.
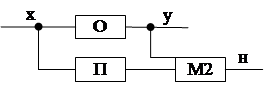
В случае безотказной работы результаты процессов О и П д. совпадать, что определяется устройством сравнения М2. В случае, когда результаты не совпадают М2 выдает сигнал об ошибке н.
Метод позволяет выявлять только сбои и отказы аппаратуры: если процессы О и П осуществляются по одной и той же программе; если они осуществляются по разным, но функционально эквивалентным программам (1) позволяет выявлять ошибки в программах.
«-»(1): - большая трата аппаратных средств; - она м.б.  , если О и П выполняются последовательно на одной и той же аппаратуре. Здесь контроль б. выявлять только сбои, а не отказы аппаратуры; -
, если О и П выполняются последовательно на одной и той же аппаратуре. Здесь контроль б. выявлять только сбои, а не отказы аппаратуры; -  за счет точности.
за счет точности.
Для некоторых задач, которые характеризуются взаимно однозначным соответствием м/ исходными данными и результатом, эффективнее применять (2).
При (2) //-ый процесс П1, с исходными данными y и результатом x, осуществляет обратное преобразование результата контролируемого процесса О.
«-»(2): кроме ограниченности класса решаемых задач и в том, что время, затраченное на получение контролируемого решения, даже в случае применения дополнительной аппаратуры будет не ниже суммарного времени выполнения процессов О и П.
В отдельных случаях целесообразно применять смешанный контроль
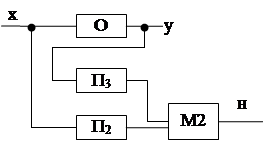
При (3) исходные данные x и результаты y основного вычислительного процесса подвергаются преобразованиям П2 и П3, которые в случае безотказной работы дают сопоставимые результаты.
Все методы контроля имеют свои недостатки,  используются комбинации.
используются комбинации.
Дата: 2019-12-10, просмотров: 432.