Окрашенные прошивные ковровые покрытия поступают на аппретурную линию фирмы «Зингер» (США) для нанесения аппретирующего состава на изнаночную сторону, а также для приклеивания дублирующего материала (для получения прошивных ковровых покрытий и изделий с дублирующим материалом).
Цель аппретирования – закрепление ворсовых петель, придание стабильных размеров и каркасности покрытию.
Получение аппретированных прошивных ковровых покрытий и изделий происходит в следующей последовательности:
приготовление аппретирующей смеси;
сшивка сурового прошивного коврового покрытия;
нанесение аппретирующей смеси на изнанку прошивного коврового покрытия;
сушка прошивных ковровых покрытий;
обрезание кромок;
разрезание на нужные ширины;
наматывание на кауль.





 Получение аппретированных прошивных ковровых покрытий и изделий, дублированных текстильным материалом, происходит в следующей последовательности:
Получение аппретированных прошивных ковровых покрытий и изделий, дублированных текстильным материалом, происходит в следующей последовательности:
приготовление аппретирующей смеси;
сшивка сурового прошивного коврового покрытия;
преобразование аппретирующей смеси в пену;
нанесение пены на изнаночную сторону;
подача дублирующего материала;
сушка прошивных ковровых покрытий с дублирующим материалом;
обрезание кромок;
разрезание на нужные ширины;
наматывание на кауль.
В качестве проклеивающих составов применяют натуральный или синтетический каучуковый латекс с различными наполнителями, которые вводят для вулканизации, против вспенивания и как сгустительные примеси.
Технологическая схема агрегата для проклеивания ковров приведена на рисунке 4.4. После очистки обеих сторон ковра щеточными валиками 1 изделие поступает через направляющие валики к пропитывающему устройству, которое состоит из барабана 2, помещенного в клеевую ванну. Латекс наносится тонким слоем на изнаночную сторону коврового материала. Излишки латекса счищаются раклей 3.
После нанесения латекса изделие поступает на ширильную игольчатую раму и в горизонтальную сушильную камеру 4, где происходит вулканизация латекса при температуре 140 °С в течение 1 ─ 9 мин. По выходе из сушильной камеры кромки и крайние пучки петель обрезаются дисковыми ножами. Счетчик метража отмеряет заданное количество метров, после чего вступают в действие ножи для разрезания коврового полотна в поперечном направлении. Агрегат снабжен также устройством для разрезания ковров на различную ширину.
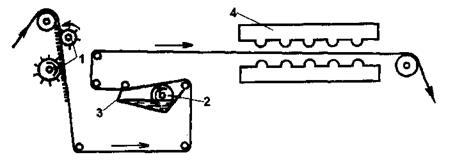
Рисунок 4.4 ─ Технологическая схема агрегата для проклеивания ковров.
Прошивные ковры могут иметь на изнаночной стороне покрытие из латексной пены с ячеистым вафельным рисунком или дублирующим материалом, что повышает устойчивость изнаночной стороны к скольжению, улучшает теплоизоляционные и звукопоглощающие свойства ковров.
Прошивные ковры с разрезным ворсом подвергаются стрижке в два прохода на стригальной машине.
Заключительная отделка
Заключительная отделка происходит на разбраковочной машине фирмы "Шультхайс" (Германия), в состав которой входят:
стыкосшивальная машина с передвижной кареткой;
· разматывающее устройство;
· ленточный стол;
· компенсатор;
· транспортирующий стол;
· резальное устройство;
· кеттельный стол;
· выпускной стол;
· сбрасывающий стол;
· скатывающее устройство.
Задание
1. Изучить технологический процесс изготовления тафтинга.
2. Зарисовать основные технологические схемы оборудования.
Лабораторная работа № 5
Дата: 2016-09-30, просмотров: 335.