4.3.1.1 Технология ремонта трубного пучка с частичной заменой труб: Замену дефектных труб трубного пучка произвести в следующей технологической последовательности:
- рассверлить развальцованные концы трубы с обоих сторон на полную толщину трубной решетки. Диаметр сверла должен быть на 0,5 – 1 мм меньше диаметра отверстий трубной решетки;
- выбить трубы из трубного пучка;
- зачистить внутреннюю поверхность отверстий трубной решетки и все зеркало решеток со стороны труб от масла, окалины и загрязнений до металлического блеска;
- зачистить наружную поверхность трубы от торцов на расстояние превышающее толщину трубной решетки на расстояние превышающее толщину трубной решетки на 20 мм, а внутреннюю поверхность трубы на 15-20 мм со стороны торцов трубы;
- вставить трубы в трубные решетки. Для облегчения сборки труб с решетками, перед установкой труб, допускается нагрев решеток до 60-700С;
- развальцевать конец труб согласно рисунка 4.4
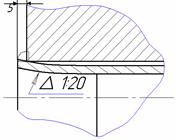
Рисунок 4.4 – Развальцовка конца труб
- проверить качество сборки под сварку и отсутствие загрязнений на свариваемой и прилегающих поверхностях. Произвести подогрев подготовленных под сварку соединений до температуры 150-2000С;
- произвести обварку труб в трубной решетке согласно рисунку 4.2. Для уменьшения остаточных напряжений обварку труб производить в разброс, например, в шахматном порядке. С целью получения более пластичного металла околошовной зоны сварку рекомендуется производить в два прохода ниточным швом. Наплывы и затеки металла шва с торца внутрь трубы не допускается. Обварку труб допускается производить ручной дуговой сваркой штучными электродами, а при необходимости получения более высокого качества соединений ручной аргонодуговой сваркой неплавящимся вольфрамовым электродом
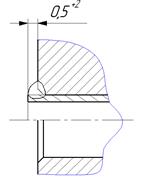
Рисунок 4.5- Обварка труб
- после сварки произвести зачистку металла шва от шлака и излишнего усиления для проведения подвальцовки и контрольных операций.
- проконтролировать качество сварных соединений внешним осмотром 100% соединений.
- развальцевать трубы согласно рисунку 4.3 на глубину толщины трубной решетки минус 3 мм.
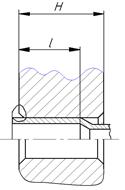
Рисунок 4.6. – Развальцовка труб
- выполнить опрессовку межтрубного пространства пробным давлением согласно требованиям Правил Ростехнадзора.
- исправление несплошностей соединений “труба решетка“ выявленных при гидроопрессовке, произвести путем полного удаления дефектного шва и сварки нового с обязательным соблюдением требований по зачистке, обезжириванию и просушке металла перед сваркой.
4.3.1.2.2 Технология изготовления обечайки камеры распределительной. Сборку камеры распределительной произвести в следующей технологической последовательности:
Обечайку изготовить в следующей технологической следовательности:
- Уложить основной лист на стол газорезательной машины до упоров, маркировкой вверх, при помощи электромостового крана;
- обрезать одну поперечную кромку листа при помощи газорезательной машины;
- снять основной лист со стола газорезательной машины при помощи электромостового крана;
- подать основной лист на сборочную плиту маркировкой вниз при помощи электромостового крана;
- зачистить торцы поперечных кромок заготовки и поверхность металла до металлического блеска на ширину 20 мм при помощи шлифмашинки;
- снять основной лист со сборочной плиты при помощи электромостового крана;
- установить основной лист на стол кромкострогательного станка при помощи электромостового крана;
- строгать поверхность;
- снять основной лист со стола станка;
- подать заготовку при помощи электро – мостового крана на сборочную плиту для зачистки, маркировкой вниз;
- зачистить кромки заготовки;
- зачистить торцы кромок заготовки. Поверхность металла поперечных кромок зачистить до металлического блеска на ширину 20 мм при помощи электро – мостового крана;
- строгать поверхность;
- переустановить заготовку для строжки кромки;
- строгать поверхность, выдержав размер;
- снять заготовку со стола кромкострогательного станка;
- подать заготовку на листогибочную машину (ЛГМ) маркировкой вниз при помощи электро – мостового крана;
- произвести подгибку кромок листовой заготовки до заданного радиуса;
- вальцевать обечайку по требуемому радиусу до сведения кромок, выдержав при этом размеры;
- прихватить продольный стык с наружной стороны РЭДС (смотри рисунок 4.7)
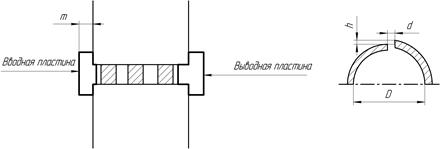
Рисунок 4.7 – Гибка и сборка обечайки;
- снять обечайку с ЛГМ;
- подать обечайку на сборочную плиту при помощи электромостового крана;
- в начале и конце продольного стыка установить вводную и выводную планки и приварить их к торцам обечайки по всей длине соприкосновения РЭДС (рисунок 4.7)
- зачистить места прихваток и места приварки планок от шлака и брызг металла;
- снять обечайку со сборочной плиты;
- контроль величин:
а) торцевого смещения «m»
б) радиального смещения «n»;
в) зазора между кромками «д»
- установить обечайку на сварочный стенд продольным стыком вниз при помощи электро – мостового крана;
- заварить внутренний шов обечайки автоматической сваркой под слоем флюса;
- зачистить шов от шлака;
- повернуть обечайку и установить стыком вверх;
- заварить наружный шов обечайки автоматической сваркой под слоем флюса;
- зачистит шов от шлака;
- поставить клеймо сварщика;
- снять обечайку со сварочного стенда;
- установить обечайку на стенд отделки;
-срезать вводную и выводную планки;
- зачистить места среза и сварные швы с обеих сторон от шлака, брызг металла, неровностей;
- вырезать места видимых трещин, раковин, срезать наплывы и другие видимые дефекты шва;
- зачистить места вырезки дефектов;
- заварить места вырезанных дефектов РЭДС;
зачитсит места заваренных дефектов от шлака и брызг металла. Осмотреть и промерить швы. Зачистить околошовные зоны под УЗД при помощи шлифмашинки;
- снять обечайку с отделочного стенда;
- термообработаь обечайку;
- установить обечайку в валки ЛГМ при помощи электро – мостового крана;
- калибровать обечайку с проверкой по шаблону (смотри рисунок 4.8)

Рисунок 4.8 – Контроль угловатостей обечаек.
- снять обечайку с листогибочной машины;
- контроль угловатости;
- подать обечайку на стенд УЗД, произвести ультразвуковой контроль сварных швов с наружной стороны по всей длине шва, выдать заключение УЗД, дефектные места отметить мелом;
- снять обечайку со стенда УЗД;
- установить обечайку на стенд исправления дефектов;
- вырезать дефектные места воздушно – дуговой строжкой;
- зачистить места строжки при помощи шлифмашинки;
- заварить дефектные места РЭДС;
- зачистить места подварки дефектов;
- проверить внешнюю отделку сварных швов;
- снять обечайку со стенда исправления дефектов;
- подать обечайку на стенд УЗД;
- произвести повторный ультразвуковой контроль мест исправления дефектов;
- снять обечайку со стенда;
- подать обечайку на роликоопоры;
- снять усиления сварного шва при помощи резака;
- зачистить шов заподлицо с основным металлом при помощи шлифмашинки;
- снять обечайку с роликоопор;
- установить обечайку на стенд зачистки кромок обечаек;
- зачистить поверхность металла внутри и снаружи обечайки до металлического блеска на ширину 20 мм от торца обечайки при помощи шлифмашинки;
- переход повторить для второго торца обечайки;
- снять обечайку со стенда зачистки кромок обечаек,
4.3.1.2.2 Технологическая последовательность сборки камеры распределительной:
- Установить фланец на сборочно-сварочную плиту электромостовым краном.
-. Равномерно по окружности фланца приварить шесть направляющих планок согласно рисунку 4.9. Планки приварить с внутренней стороны ручной дуговой сваркой. Режим и сварочный материал согласно таблице 4.4.
- Стыковать обечайку и фланец согласно рисунку 4.12
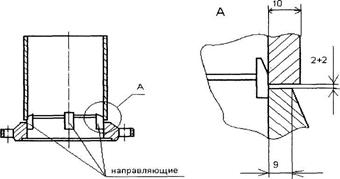
Рисунок 4.9 - Стыковка обечайки с фланцем
Таблица 4.4 - Сварочные материалы и ориентировочные режимы ручной дуговой сварки
| Тип и марка электрода по ГОСТ 9467-75 | Допустимая температура эксплуатации | Положение шва | Диаметр электрода, мм | |||
| 3 | 4 | 5 | ||||
| 1 | 2 | 3 | 4 | 5 5 | 6 6 | 7 7 |
| Э-50А (УОНИ 13/55) | Не ниже минус 60° С, от минус 610С до минус 70°С после нормализации | нижнее | Величина сварного тока, А | 80-100 | 130-160 | 180-210 |
| 70-90 | 130-180 | 60-180 | ||||
- Прихватить обечайку с фланцем ручной дуговой сваркой с внутренней стороны. Выдержать шаг прихваток 100/320 мм.
- Срезать планки абразивным инструментом.
- Зачистить места прихваток от шлака и брызг металла. Поверхность, подлежащую сварке зачистить шлифовальной машиной на ширину 20 мм до чистого металла.
- Установить обечайку с фланцем на сварочный стенд электромостовым краном.
- Заварить внутренний шов обечайки с фланцем автоматической сваркой под слоем флюса. Сварочный материал и режим сварки согласно таблице 4.5
Таблица 4.5 - Ориентировочные режимы автоматической сварки
| SS, ммм | вв, ммм | ЯЯ, мм | 1, мм не более | диаметр электрода, нм | Ток сварки, А | напряжение дуги, В | скорость сварки, н/час | скорость подачи проволоки, н/час |
| 14 | 2±1 | 22Ч | 224 | 5 | 600-680 | 32-35 | 32-34,5 | 52-57 |
- Зачистить сварной шов от шлака. Зачистку производить с помощью металлической щетки.
- Заварить наружный шов обечайки с фланцем автоматической сваркой под слоем флюса. Сварочные материалы и режим сварки согласно таблице 4.6.
- Произвести внешний осмотр и ультразвуковую дефектоскопию сварного шва.
- Повторить технологическую последовательность сварки фланца с противоположной стороны обечайки.
- Разметить места резки корпуса под штуцерное отверстие согласно рисунку 4.10, а.
а - схема вырезки отверстия б - схема подготовки кромки
Рисунок 4.10 - Схема разметки
- Просверлить в корпусе на разметочной линии отверстие диаметром 10 мм.
- Вырезать отверстие газокислородной резкой по разметке. Подготовить кромки отверстия в корпусе согласно рисунку 4.10, б.
- Установить патрубок штуцера в отверстие камеры распределительной и прихватить с наружной стороны к камере распределительной, количество прихваток не менее 3-х с наибольшим расстоянием между ними 200-250 мм.
- Приварить патрубок к камере распределительной с внутренней стороны. После приварки зачистить механическим способом корень шва с удалением прихватов с наружной стороны и контролем поверхности выборки цветной дефектоскопией. Выполнить наружный сварной шов приварки штуцера к камере распределительной. Сварной шов должен соответствовать рисунку 4.11
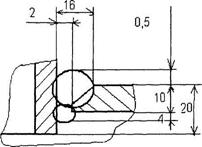
Рисунок 4.11 - Форма сварного шва
- Подготовить сварное соединение контролю и проконтролировать на отсутствие дефектов ультразвуковым или радиографическим способами.
- Повторить технологическую последовательность вырезки отверстия и приварки патрубка для штуцера с хода рассола, находящегося в противоположной стороне от штуцера выхода рассола согласно рисунку 4.12.
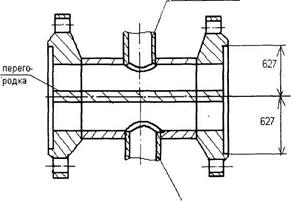
Рисунок 4.12 - Камера распределительная (схематично)
- Произвести разметку на обечайке для приварки перегородок.
- Изготовить « перегородку» согласно рисунку 4.15
- Собрать « перегородку» с обечайкой с помощью прихватки и прихватить ручной электродуговой сваркой, электродами типа Э-50А марки УОНИ-13/55 согласно рисунку 4.13
23. Проконтролировать качество сборки.
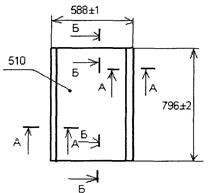
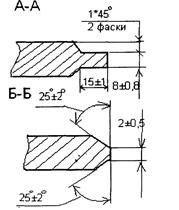
Рисунок 4.13 – Перегородка
- Заварить «перегородку» ручной электродуговой сваркой электродами типа Э-50А, марки УОНИ-13/55. Сварной шов должен соответствовать рисунку 4.14.
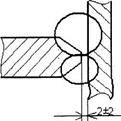
Рисунок 4.14 - Эскиз сварного шва
- Проконтролировать качество сварного шва следующими методами:
а) внешним осмотром и измерениями;
б) механическими испытаниями сварных образцов;
в)ультразвуковой дефектоскопией или радиографическим методом.
4.3.1.3 Технология устранения трещины на корпусе. Технология устранения трещины, расположенной поперек сварного шва с выходом на основной металл, на расстоянии менее 100 мм от него, устраняется вырезкой и установкой «латки» в следующей последовательности:
- определить границы трещины методом цветной дефектоскопией;
- вырезать дефектный участок газопламенным способом и подготовить кромки под сварку огневым способом, согласно рисунка 4.15;
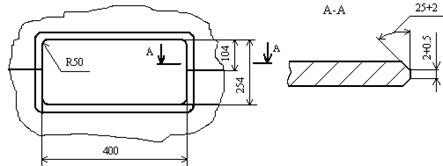
Рисунок 4.15 – Подготовка кромки под сварку
- зачистить кромки под сварку шлифовальным кругом, а также участки прилегающие к ним на расстоянии 20 мм до металлического блеска;
- проверить кромки на отсутствие дефектов цветной дефектоскопией;
- изготовить латку согласно рисунку 4.16. Латку формировать радиусом R = 1200 мм;
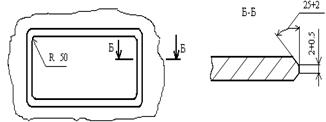
Рисунок 4.16 – Изготовление латки
- собрать латку с корпусом с помощью прихватки кромок аппарата латки ручной электродуговой сваркой, электродами типа Э-50А, согласно рисунку 4.17;
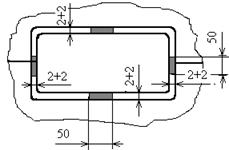
Рисунок 4.17 – Прихват кромок аппарата и латки
- проконтролировать качество сборки;
- заварить латку ручной электродуговой сваркой электродами типа
Э-50А. Заварку произвести в последующей последовательности указанной на рисунке 4.18 Сварной шов должен соответствовать рисунку 4.19;

Рисунок 4.18 – Последовательность заварки
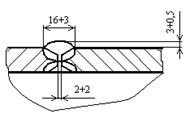
Рисунок 4.19 – Сварной шов.
- зачистить сварной шов с внутренней стороны заподлицо с основным металлом.
- проконтролировать качество сварного шва следующими методами: внешним осмотром и измерениями; механическими испытаниями сварных образцов; ультразвуковой дефектоскопией или радиографическим методом.
Дата: 2019-07-30, просмотров: 372.