головки сбоку ПЭП П121-2,5-450
7.2.4.1 Переключить дефектоскоп в режим работы по раздельной схеме. Подключить ПЭП П121-2,5-450 из комплекта устройства сканирования к излучающему и приемному каналам дефектоскопа. Включить дефектоскоп, установить развертку длительностью, соответствующую глубине 80 мм.
Покрыть боковые поверхности головки рельса вне зоны сварного стыка контактирующей жидкостью.
7.2.4.2 Настроить дефектоскоп на заданную чувствительность, для чего:
- установить ПЭП на противоположные боковые поверхности головки в положения, соответствующие максимальной амплитуде прошедшего (опорного) сигнала (рисунок 7.7);
- довести амплитуду прошедшего (опорного) сигнала до порогового уровня Uдо и увеличить эквивалентную чувствительность дефектоскопа на Кэ = 18 дБ, Uэ = Uдо + 18 дБ.
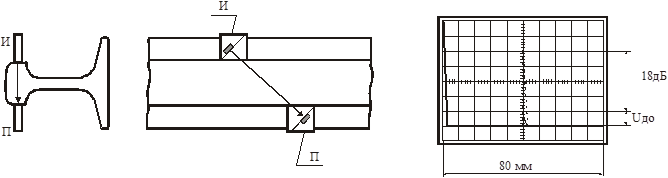
Рисунок 7.7 Настройка дефектоскопа на заданную эквивалентную чувствительность
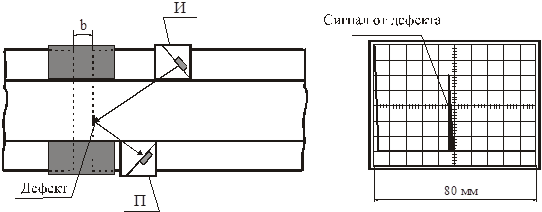 |
Рисунок 7.8 Контроль головки рельса зеркальным методом
7.2.4.3 Проконтролировать сварной стык в области головки по схеме, показанной на рисунке 7.8, для чего:
- устройство сканирования установить на поверхность катания головки так, чтобы акустические оси ПЭП были направлены в сторону сварного стыка;
- придерживая ПЭП и обеспечивая акустический контакт между каждым ПЭП и рельсом, проконтролировать сварной стык.
7.2.4.4 Признаком обнаружения дефекта является возникновение в средней части развертки на экране дефектоскопа зеркально отраженного от дефекта сигнала, временное положение которого на экране дефектоскопа при сканировании не меняется.
7.2.4.5 Переставить устройство сканирования на противоположную сторону сварного стыка и проконтролировать область головки в соответствии с указаниями п.п. 7.2.4.2 и 7.2.4.3.
7.2.4.6 При обнаружении дефекта следует измерить максимальную амплитуду Uд зеркально отраженного сигнала и записать коэффициент выявляемости дефекта Кд относительно опорного сигнала
Кд = ½Uд½ - ½Uдо ½, дБ,
а также условную ширину дефекта DХ, мм в Рабочий журнал (Приложение В).
7.2.5 Контроль сварного стыка в области шейки зеркальным методом ПЭП П121-2,5-450 *
7.2.5.1 Включить дефектоскоп и на экране дефектоскопа установить развертку, соответствующую глубине (высоте рельса) Н + 10 мм.
7.2.5.2 Настроить дефектоскоп на заданную чувствительность, для чего:
- установить ПЭП на поверхность катания головки навстречу друг другу в положение, соответствующее максимальной амплитуде донного (опорного) сигнала (рисунок 7.9);
- довести максимальную амплитуду опорного сигнала до порогового уровня Uдо;
- увеличить эквивалентную чувствительность дефектоскопа на 18 дБ,
Uэ = Uдо+18 дБ.
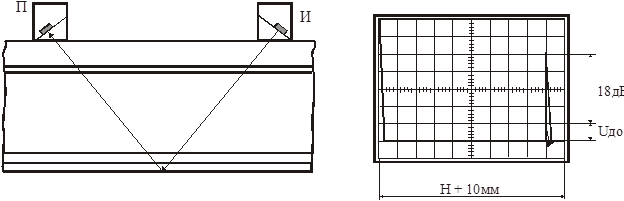 |
Рисунок 7.9 Настройка дефектоскопа на заданную чувствительность
7.2.5.3 Проконтролировать сварной стык, для чего (рисунок 7.10): придерживая ПЭП и обеспечивая акустический контакт между каждым ПЭП и рельсом, проконтролировать сварной стык, перемещая одновременно оба ПЭП к центру устройства по поверхности катания строго над шейкой рельса.
Признаком обнаружения дефекта является возникновение на развертке экрана дефектоскопа зеркально отраженного от дефекта сигнала, временное расположение которого на экране дефектоскопа при сканировании не меняется.
7.2.5.4 Переставить устройство сканирования на противоположную сторону сварного стыка, закрепить и проконтролировать сварной стык в области шейки рельса в соответствии с п.7.2.5.3.
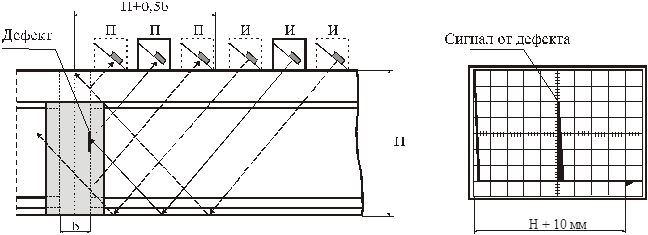
Рисунок 7.10 Контроль сварного стыка в шейке и продолжении
его в подошву рельса зеркальным методом
7.3.6.5 Глубину Н залегания дефекта, коэффициент Кд его выявляемости и условную ширину ΔХ выявленных дефектных участков зарегистрировать в Рабочем журнале (Приложение В)..
8 ПРОВЕДЕНИЕ КОНТРОЛЯ СТЫКОВ ПРИ ИХ
ЭКСПЛУАТАЦИИ В ПУТИ
8.1 УЗК стыков алюмино-термитной сварки рельсов при их эксплуатации в пути проводят:
а) после снятия, на время УЗК, накладок со стыков;
б) без снятия накладок.
8.2 Подготовку сварных стыков к контролю проводят в соответствии с указаниями раздела 6. После подготовки поверхностей к контролю их покрывают слоем минерального масла.
8.3 УЗК стыков со снятыми накладками проводят в последовательности:
8.3.1 Контроль эхо-методом РС ПЭП П112-2,5 в соответствии с п.7.2.1.
8.3.2 Контроль эхо-методом наклонным ПЭП П121-2,5-450 в соответствии с п.7.2.2.
8.3.3 Контроль эхо-методом наклонным ПЭП П121-2,5-700 в соответствии с п.7.2.3; при этом область стыка в шейке напротив болтового отверстия прозвучивается только прямым лучом.
8.3.4 Контроль зеркальным методом ПЭП П121-2,5-450 головки рельса в соответствии с п.7.2.4.
Допускается вести контроль при сканировании вручную. Для этого один из ПЭП последовательно устанавливают на одну из боковых поверхностей головки (например, левой) с интервалом (10-15) мм в пределах до 90 мм от предполагаемого торца рельса, а вторым ПЭП, при каждой установке первого ПЭП, сканируют дважды по второй (правой) боковой поверхности головки рельса в тех же пределах.
Примечание. УЗК зеркальным методом стыка в зоне шейки и ее продолжении в
подошву и головку по п.7.2.5 не проводится.
8.4 УЗК стыков, взятых в накладки, проводят в последовательности:
8.4.1 Контроль эхо-методом РС ПЭП П112-2,5 в соответствии с п.7.2.1.
8.4.2 Контроль эхо-методом наклонным ПЭП П121-2,5-450 в соответствии с п.7.2.2.
8.4.3 Контроль эхо-методом наклонным ПЭП П121-2,5-700 в соответствии с п.7.2.3; при этом область стыка в шейке и перьях подошвы на расстояниях ≈30 мм от поверхности шейки не прозвучиваются.
8.4.4 Контроль зеркальным методом ПЭП П121-2,5-450 головки рельса в соответствии с п.7.2.4.
Допускается вести контроль при сканировании вручную. Для этого один из ПЭП последовательно устанавливают на одну из боковых поверхностей головки (например, левой) с интервалом (10-15) мм в пределах до 90 мм от предполагаемого торца рельса, а вторым ПЭП, при каждой установке первого ПЭП, сканируют дважды по второй (правой) боковой поверхности головки рельса в тех же пределах.
8.5 Глубину Н залегания, коэффициент Кд выявляемости и условные размеры ΔL, ΔХ, ΔН выявленных дефектных участков зарегистрировать в Рабочем журнале (Приложение В) и в Картах дефектного стыка (Приложение Г).
Дата: 2019-07-31, просмотров: 406.