ПЭП П121-2,5-700 по всему периметру рельса
(кроме подошвы снизу)
7.2.3.1 Подключить ПЭП П121-2,5-700 к дефектоскопу.
7.2.3.2 Установить на экране дефектоскопа развертку длительностью, соответствующей глубине 80 мм, а маркерный импульс - в положение, соответствующее глубине 40 мм (рисунок 7.5).
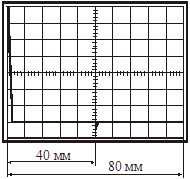 |
Рисунок 7.5
7.2.3.3 Настроить дефектоскоп на заданную условную чувствительность, для чего:
· установить ПЭП П121-2,5-700 на поверхность СО-3Р в положение, соответствующее максимальной амплитуде эхо-сигнала от отверстия диаметром 6 мм на глубине 44 мм;
· довести амплитуду эхо-сигнала до уровня Uдо срабатывания АСД;
· увеличить условную чувствительность на 16 дБ, Uу = Uдо + 16 дБ.
7.2.3.4 Проконтролировать сварной стык в области головки рельса с боковых поверхностей (рисунок 7.6,а) и с поверхности катания (рисунок 7.6,б), шейки с боковых поверхностей (рисунок 7.6,в) и перьев подошвы (рисунок 7.6,г).
Перемещая ПЭП вдоль сварного шва по схеме поперечно-продольного сканирования с шагом продольного сканирования (3¸4) мм, обеспечивая акустический контакт, проконтролировать сварной стык с двух сторон, ведя наблюдение за экраном дефектоскопа.
Примечание. При расположении болтовых отверстий на расстоянии менее 115 мм от торца сваренных рельсов зона сварного стыка, расположенная напротив отверстия, оказывается проконтролированной только прямым лучом.
7.2.2.5 Признаком обнаружения дефектов является возникновение на экране дефектоскопа эхо-сигнала Uд, превышающего уровень срабатывания АСД и перемещающегося по экрану при поперечном сканировании преобразователем.
Примечание. На экране возможно возникновение ложных эхо-сигналов, обусловленных отражениям от неровностей облива как поперечной волны, так и в ряде случаев – поверхностной волны.
Для уточнения причины возникновения эхо-сигнала следует сечение с предполагаемым дефектом проконтролировать с двух сторон сварного стыка и определить координаты L расположения предполагаемого дефекта.
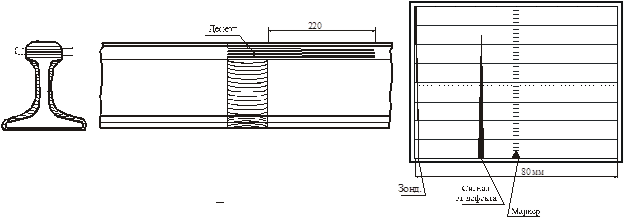 |
Рисунок 7.6, а Контроль головки рельса с боковых поверхностей
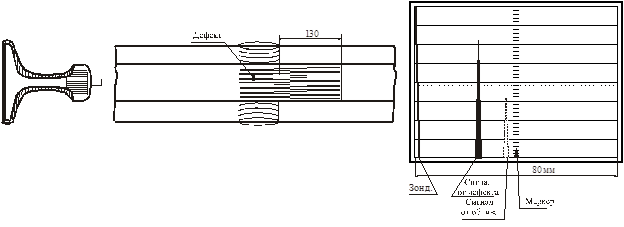 |
Рисунок 7.6, б Контроль головки рельса с поверхности катания
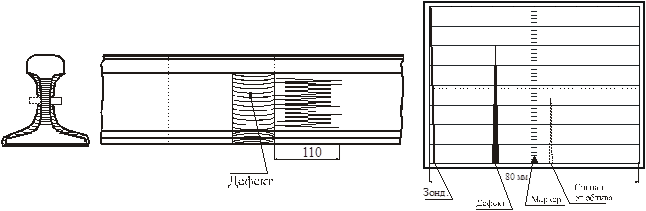
Рисунок 7.6, в Контроль шейки рельса с боковых поверхностей
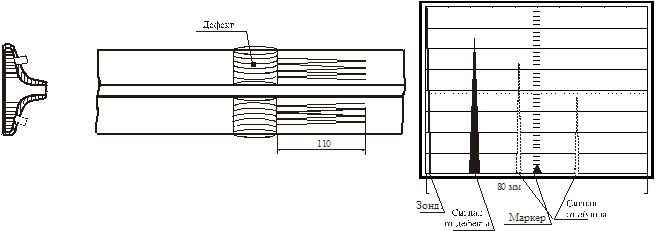
Рисунок 7.6, г Контроль перьев подошвы сверху
7.2.3.6 Глубину Н залегания, коэффициент Кд выявляемости и условные размеры ΔL, ΔХ, ΔН выявленных дефектных участков зарегистрировать в Рабочем журнале (Приложение В).
При контроле стыка в области перьев подошвы и шейки с боковых поверхностей глубину расположения дефекта не измеряют.
Дата: 2019-07-31, просмотров: 375.