Основными задачами дефектации и сортировки деталей являются:
- контроль деталей для определения их технического состояния;
- сортировка деталей на три группы (годные, подлежащие восстановлению и негодные);
- накопление о размерах дефектации и сортировки с целью использования ее при совершенствовании технологических процессов.
Дефектацию деталей производят путем их внешнегшо осмотра, а также с помощью специального инструмента, приспособлений, приборов и оборудования. Результаты дефектации и сортировки фиксируют путем маркировки деталей краской. Годные – зеленой, требующие восстановления – желтой, негодные – красной. Годные детали после дефектации направляются на комплектовочный участок предприятия и далее на сборку агрегатов и автомобилей.
Технические условия на дефектацию деталей составляются в виде карт, которые по каждой детали в отдельности содержат следующие сведения:
- общие сведения о детали
- перечень возможных дефектов
- способы выявления дефектов
- допустимые без ремонта размеры
- способы устранения дефектов
Наибольшую сложность при разработке технических условий на дефектацию деталей представляет определение величины допустимого размера детали, т.е. dдоп=dн-Идоn, где dдоn – допустимый диаметр, Иdon – допустимый износ, dн – диметр номинальный. Допустимым износом детали называется такой ее износ, при котором деталь, будучи установленной, после капитального ремонта на автомобиль, проработает до следующего капремонта и ее износ не превысит предельного. Предельным износом называется такой износ детали, при котором ее дальнейшее использование не возможно. Ее восстанавливают или заменяют на новую. Величина предельного износа детали может быть определена при изучении процесса протекания ее износа в зависимости от наработки по моменту наступления форсированного износа. Вопрос об определении допустимого износа сводится к отысканию его такой величины, которая обеспечивает безотказную работу автомобиля в течение очередного межремонтного пробега.
Расчетно-технологическая часть

Слой металла, снимаемый с заготовки в процессе механической обработки для получения детали соответствующей чертежу называется припуском на обработку. Общим припуском называют слой материала необходимый для выполнения всей технологических переходов, обеспечивающих обработку данной поверхности от черновой заготовки до готовой детали.
Общий припуск определяется суммой межоперационных припусков, т.к. при изготовлении заготовок и их механической обработке размеры не могут быть точно выдержаны, то возникает необходимость огранивать отклонения от заданных размеров заготовок и точность обработки поверхностей на промежуточных операциях. Такое отклонение устанавливают с помощью операционных допусков. Общий припуск изменяется на величину допуска предшествовавшей операции. Например, припуск на чистовую обработку может колебаться на величину допуска черновой обработки.
Схема расположения припусков и допусков
На обработку деталей
       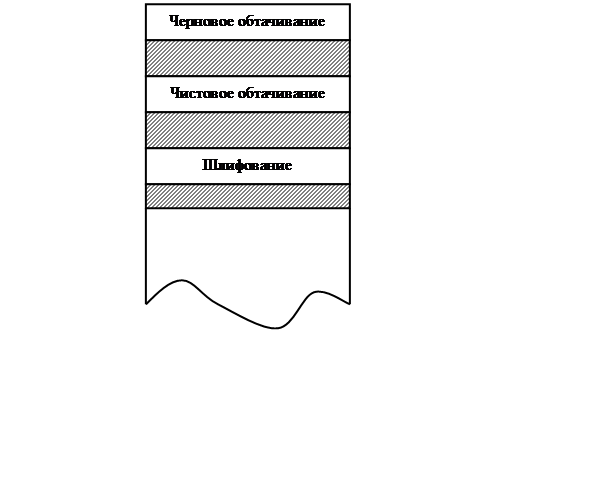 |
Рис. Схема расположения припусков и допусков на обработку детали.
Номинальный припуск для шлифования складывается из основного припуска и величины допуска для чистового обтачивания, т.е.
Z3=Z3+S2; мм,
где Z3 – основной припуск на шлифование (0,1-0,2) мм. на сторону.
Принимаю 0,15мм.
S2 – допуск для чистового обтачивания равен (0,3-0,4)Z2,
где Z2 – основной припуск на чистовое обтачивание равен 0,2мм., отсюда
Z3=0,15+0,6=0,21
Номинальный припуск на чистовое обтачивание складывается из основного припуска и допуска на черновое обтачивание.
Z2=Z2+S; S=(0,3-0,4)Z1,
где Z1 – припуск на черновое обтачивание равен 0,2-2мм. Принимаю 2мм., отсюда Z1=0,8мм. на сторону.
Общий припуск на механическую обработку на сторону
Zобщ=Z3+Z2+Z1=3,01мм.
Принимаю 3мм.
Тогда диаметр заготовки d3=46мм.
Диаметр заготовки принимается в соответствии с ГОСТ по справочнику Конструктора-Машиностроение ТОМ1, Ануфьев, с.130.
Если заготовка выбирается диаметром больше чем расчетный, то при черновой (предварительной) обработке снимается слой металла за 1 проход до номинального размера, под чистовое обтачивание.
Дата: 2019-07-30, просмотров: 359.