 разборки сборочной единицы
разборки сборочной единицы
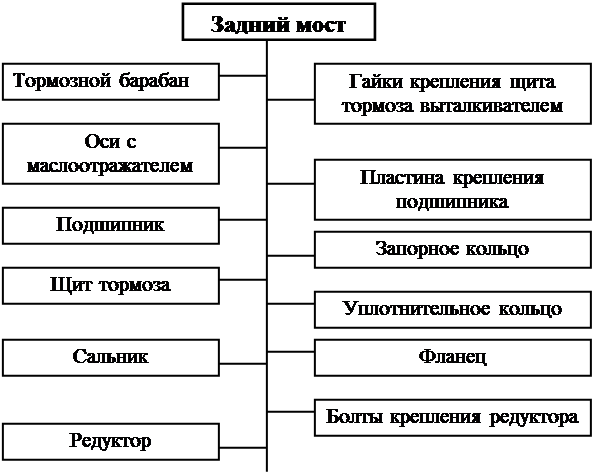
Разборка это совокупность операций предназначенных для разъединения объектов ремонта (а/м и агрегатов) на сборочные единицы и детали в определенной технологической последовательности.
 |
Разборку а/м и АГР выполняют в последовательности предусмотренной картами технологического процесса или графическими схемами.
В процессе разборки необходимо использовать стенды, съемники приспособления и инструменты, которые позволяют центрировать снимаемые детали и равномерно распределять усилия по их периметру. При выпрессовки подшипников, сальников, втулок, применяют оправки и выколотки с мягкими наконечниками. Если выпряссовывают подшипник из ступецы или стакана то усилие прикладывают к наружнему кольцу, а при снятии с вала к внутреннему, запрещается пользоваться ударным инструментом. Крепежные детали (гайки, болты, шпильки) укладывают сетчатую тару, для лучшей очистки в моечных установках или устанавливают на свои места. Открытые полости и отверстия для масла и топлива закрывают крышками и пробками. Наиболее типовыми из операции при разборки является вывертывание винтов, шпилек, болтов, гаек, снятие зубчатых колес, шкивов, муфт, подшипников.
Разборочные работы состоят из основных и вспомогательных. Основные – это операции разборки резьбовых и прессовых соединений. Вспомогательные – это перемещение, установка, крепление, разбираемых изделий.
Для разборки резьбовых соединений применяют инструмент ручной и механизированной. К ручному относятся гаечные ключи следующих видов:
- с открытым зевом двух сторонний;
- кольцевые двухсторонние накладные;
- торцевые со сменными головками;
- специальные (коловоротные).
Вращающий момент на отвертывание гаек и болтов определяют по формуле
М=Ко d2ср,
где Ко – коэффициент учитывающий состояние резьбового соединения 0,5-0,8.
d2ср – средний диаметр резьбы (мм).
Для вывертывания шпилек используют шпильковерты. Разборка соединений с гарантированным натягом производственным путем приложения осевого усилия или использования тепловых деформаций (нагрев деталей). нужный пресс для стальных соединяемых деталей

Для чугунной ступецы из стального вала:

Z – относительный натяг
D – диаметр ступецы
l – длина посадки/
Посадки с предварительным нагревом (450-5000С) применяют для деталей значительных размеров.
a - коэффициент линейного расширения = 0,0001
Дата: 2019-07-30, просмотров: 320.