Операція 005.Фрезерна.
Верстат: вертикально-фрезерний мод.6Р11.
Інструмент: фреза торцева Ø100 з механічним кріпленням пластин твердого сплаву Т5К10.
Перехід 1.Фрезерувати площину „як чисто”.
Глибина різання:  мм. Подача: Sz = 0,12 мм/зуб таблиця 33 с.283 [3] Z = 8 - число зубців фрези.
мм. Подача: Sz = 0,12 мм/зуб таблиця 33 с.283 [3] Z = 8 - число зубців фрези.
Швидкість різання:
 с.282 [3]
с.282 [3]
де: СV=332; m=0,2; x=0,1; y=0,4; u=0,2; p=0; g=0,2 - коефіцієнт і показники степеня таблиця 39 с.286 [3];
Т = 180хв - стійкість фрези (час роботи між перезагостренням);
D = 100мм - діаметр фрези;
В = 52,1 мм - максимальна ширина фрезерування (на 2 деталі);
КV=К мv* К nv * К uv - коефіцієнт, що враховує зміну умов обробки с.282 [3]; де: К мv = К r*  - коефіцієнт, що враховує обробляємий матеріал таблиця 1.с.261 [3];
- коефіцієнт, що враховує обробляємий матеріал таблиця 1.с.261 [3];
Кnv = 0,8 - коефіцієнт, що враховує стан поверхні заготовки (поковка з кіркою) таблиця 5.с.263 [3];
Кuv = 0,65 - коефіцієнт, що враховує інструментальний матеріал таблиця 6.с.263 [3]
V= 
Число оборотів фрези:

Коректуємо по паспорту верстату: nф = 500 об/хв.
Фактична швидкість різання:
Vф = 
Розраховуємо силу Pz, що виникає при фрезеруванні:
 с.282 [3];
с.282 [3];
де: Ср=825; х=1; y=0,75; u=1,1; g=1,3; w=0,2; - коефіцієнт та показники ступенів таблиця 41 с.291 [3];  - коефіцієнт, що враховує обробляємий матеріал таблиця 9 с.264 [3];
- коефіцієнт, що враховує обробляємий матеріал таблиця 9 с.264 [3];

Потужність, що витрачається на різання:

Порівняємо з потужністю верстату: Nвер=5,5 * 0,85 = 4,7 кВт. 2,8 < 4,7 N < N вер - за такими умовами процес різання є можливим. Довжина робочого ходу: L рх = L + L1, мм, де: L = 125 мм - довжина фрезерування; L1 = 24 мм - величина урізання та перебігу фрези
Lрх = 125 + 24 = 149 мм
Основний час:
 на 2 деталі.
на 2 деталі.
На 1 деталь:
То = 
Перехід 2.Фрезерувати площину у розмір 40-0,25.
Всі вихідні і розрахункові дані залишаються ті ж самі що у 1 переході.
Загальний основний час: То = 0,155 + 0,155 = 0,31 хв. Допоміжний час:
де:  0,07хв - допоміжний час на взяття, встановлення закріплення, відкріплення, зняття і відкладання деталі вагою до 1 кг у пневматичних лещатах таблиця.5.5 с. 199 [4];
0,07хв - допоміжний час на взяття, встановлення закріплення, відкріплення, зняття і відкладання деталі вагою до 1 кг у пневматичних лещатах таблиця.5.5 с. 199 [4];
 допоміжний час на заходи, зв’язані з переходом таблиця.5.8 с. 202 [4];
допоміжний час на заходи, зв’язані з переходом таблиця.5.8 с. 202 [4];
 включити або виключити верстат кнопкою;
включити або виключити верстат кнопкою;
 підвести або відвести фрезу від деталі;
підвести або відвести фрезу від деталі;
 ;
;
 - допоміжний час на вимірювання деталі таблиця.5.12 с. 207 [4];
- допоміжний час на вимірювання деталі таблиця.5.12 с. 207 [4];
 0,07хв - вимірювання розміру 40-0,25 калібр - скобою
0,07хв - вимірювання розміру 40-0,25 калібр - скобою

Оперативний час:

Штучний час:  де: ао=1,4% - час на технічне обслуговування робочого місця у процентах від оперативного таблиця.5.21 с.212 [4];
де: ао=1,4% - час на технічне обслуговування робочого місця у процентах від оперативного таблиця.5.21 с.212 [4];
ав=6% - час на відпочинок та особисті потреби робочого у процентах від оперативного таблиця.5.22 с.213 [4]
Підготовче - заключний час (час на підготовку операції та її завершення) таблиця 6.5 с.217 [4]:
Тn31=3хв - час на встановлення 1-2 фрез.
Тn32=12хв - час на встановлення та наладку пристрою.
Тnз = 3 + 12 = 15 хв
Величина партії деталі:
де: Тзм = 480хв - тривалість робочої зміни.
Штучно - калькуляційний час:

Перехід 2.Фрезерувати площину у розмір 40-0,25.
Всі вихідні і розрахункові дані залишаються ті ж самі що у 1 переході.
Операція 030.Фрезерна (програмна).
Верстат: вертикально-фрезерний з ЧПУ і інструментальним магазином мод.6Р11МФ3-1.
Інструмент: фреза кінцева Ø14 Р6М5 ГОСТ 17026-71.
Перехід 1.1.Фрезерувати послідовно:
а) пов. з R35-0,16;
б) паз попередньо на глибину 6+0,3;
в) пов. з R20-0,52;
г) пов. з R19-0,52 і R6*.
Глибина різання: а)  ; б)
; б)  ; в)
; в)  ; г)
; г)  .
.
Ширина фрезерування: а) В = 35 - 12 - 2 = 21 мм
б) В = 6 мм
в) В = 12 мм
г) В = 7,5 мм
Вибираємо для розрахунку найбільш тяжкі умови роботи - прорізання пазу (пункт б). Для нього і визначаємо режими різання.
Подача: Sz = 0,05 мм/зуб таблиця 35 с.284 [3] Z = 4 - число зубців кінцевої фрези. Швидкість різання:
 с.282 [3]
с.282 [3]
Кuv= 1,0. Решта коефіцієнтів ті ж самі.
V= 
Число оборотів фрези:

Коректуємо по паспорту верстату: nф = 630об/хв.
Фактична швидкість різання:
Vф= 
Розраховуємо силу Pz, що виникає при фрезеруванні:

Потужність, що витрачається на різання:

Порівняємо з потужністю верстату:
Nвер = 8 * 0,85 = 6,8 кВт
0,82 < 6,8 N < N вер - за такими умовами процес різання є можливим.
Довжина робочого ходу:
L рх = Lа + Lб + Lв + Lг, мм,
де: Lа = 55 мм - розраховано за допомогою комп’ютера; Lб = 18 + 8 + 2 = 28 мм - довжина пазу, урізання і перебігу фрези; Lв =  + 2 + 2 = 89 мм - довжина половини R20+Rфр, урізання і перебігу фрези; Lг=
+ 2 + 2 = 89 мм - довжина половини R20+Rфр, урізання і перебігу фрези; Lг=  + 3 + 2 = 87 мм - довжина половини R19+Rфр, урізання і перебігу фрези.
+ 3 + 2 = 87 мм - довжина половини R19+Rфр, урізання і перебігу фрези.
L рх = 55 + 28 + 89 + 87 = 259 мм
Основний час:  .
.
Перехід 2. Фрезерувати паз шир.14 мм під "ластівки хвіст".
Інструмент: кінцева кутова фреза для пазів типу "ластівки хвіст" Ø20 МН 407-65 таблиця 8 с.60 [6]
Глибина різання (максимальна): 
Подача: Sz = 0,03 мм/зуб Z = 8 - число зубців фрези.
Швидкість різання:
 =
=

Число оборотів фрези:

Коректуємо по паспорту верстату: nф = 500 об/хв.
Фактична швидкість різання:
Vф = 
Розраховуємо силу Pz, що виникає при фрезеруванні:
 =
= 
Потужність, що витрачається на різання:

Порівняємо з потужністю верстату:
0,04 < 6,8 N < N вер - за такими умовами процес різання є можливим.
Довжина робочого ходу:
L рх = L + L1 = 18 + 22 = 40 мм
Основний час:

Перехід 3. Зенкерувати отв.Ø16,8 до Ø19,4+0,3. Інструмент: зенкер Ø 19,4 Р6М5 ГОСТ 12489-71. Глибина різання: t =  . Подача: S = 0,6 мм/об. Швидкість різання:
. Подача: S = 0,6 мм/об. Швидкість різання:

Число оборотів зенкера:

По паспорту:  = 200 об/хв
= 200 об/хв
Фактична швидкість різання:
 =
=  =
= 
Крутячий момент при зенкеруванні:

Потужність, що витрачається на зенкерування:

Порівнюємо з потужністю верстату:
0,3 < 6,8 N < Nв.
Основний час:
Перехід 4. Свердлити отв.Ø4,3 на глибину 10+0,36 під різьбу М5.
Інструмент: свердло Ø4,3 Р6М5 ГОСТ 10902-77.
Глибина різання: t =  . Подача: S = 0,1 мм/об
. Подача: S = 0,1 мм/об
Швидкість різання:

Число оборотів свердла:

По паспорту:  = 1600 об/хв
= 1600 об/хв
Фактична швидкість різання:
=  =
= 
Крутячий момент при свердлінні:

Потужність, що витрачається на свердління:

Порівнюємо з потужністю верстату:
0,172 < 6,8 N < Nв.
Основний час:
Загальний основний час на операцію:
То = 2,056 + 0,333 + 0,158 + 0,075 = 2,622 хв
Допоміжний час для верстатів з ЧПУ (разом з основним) встановлюється хронометражем, тобто вимірюється в процесі обробки секундоміром. Орієнтовно допоміжний час можна прийняти у розмірі 30% від основного:
Тд = 0,3То = 0,3 ∙ 2,622 = 0,787 хв.
Вимірювання деталі можна робити під час обробки наступної деталі.
Оперативний час:

Штучний час:
Підготовче - заключний час: Тnз = 7 + 17 = 24 хв
Величина партії деталі:
Штучно - калькуляційний час:

Операція 035 Довбальна.
Верстат: довбальний мод.7А412.
Інструмент: різець довбальний Т5К10 спеціальний СПК 010.28.006.00.00.
Довбати зубці 4±0,15 х 60°, витримуючи R35-0,16 за 5 переходів.
Глибину різання розраховуємо за допомогою рис.2.7:
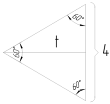
Рис.2.7
t = 4 ∙ sin60° = 4 ∙ 0,866 = 3,5 мм
Розрахунок режимів різання проводиться як і для токарної обробки з введенням допоміжного коефіцієнту на швидкість різання Куv = 0,6, що враховує ударне навантаження с.276 [3].
Подача: S = 0,2 мм/дв.хід табл.15 с.268 [3]
Визначаємо швидкість різання по формулі:
 =
= 
Знаходимо число двійних ходів стола у хвилину:

Коректуємо по паспорту верстату: nф = 210 дв.ход/хв
Тоді фактична швидкість різання буде:

Розраховуємо силу різання при довбанні:


Визначаємо потужність різання:

Порівнюємо з потужністю верстату

1,2 < 1,3 N < Nвер
Визначаємо основний час: 
 на 1 прохід
на 1 прохід
На операцію (5проходів): То = 5∙Т  = 5∙0,107 = 0,535 хв
= 5∙0,107 = 0,535 хв
Допоміжний час:
Тд = tуст + tпер+ tдоп = 0,09 + (0,01∙2 + 0,02·10) + (0,07·2 + 0,09) = 0,54 хв
Оперативний час:
Топ= То + Тд = 0,535 + 0,54 = 1,075 хв
Штучний час:
Підготовчо-заключний час: Тп.з = 4 + 8 = 12 хв
Величина партії деталей: 
Штучно-калькуляційний час: Тшт.к = Тшт +  = 1,153 +
= 1,153 +  1,183хв
1,183хв
Операція 050 Свердлильна.
Обладнання: вертикально-свердлильний верстат мод.2Н118.
Свердлильна
Розгорнути отв. Ø19,4 до Ø20Н9 (+0,052).
Інструмент: розгортка Ø 20 Р6М5 ГОСТ 1672-80.
Глибина різання:
t = 
Подача: S = 0,8 мм/об табл.27 с.278 [3]. Швидкість різання:

Число оборотів розгортки:

По паспорту:  = 125 об/хв
= 125 об/хв
Фактична швидкість різання:
 =
=  =
= 
Крутячий момент і потужність при розгортанні зважаючи на їх невелику величину не розраховуються. Основний час:
Допоміжний час:
Тд = Ту + Тп + Тв = 0,08 + (0,01*2 + 0,03*2) + 0,12 = 0,28 хв.
Оперативний час:
Топ = То + Тд= 0,22 + 0,28 = 0,5 хв.
Штучний час:

Підготовно-заключний час:
Тпз = 6 + 5 = 11 хв
Величина партії деталей:
Штучно-калькуляційний час:

Всі отримані дані заносимо у таблиці 2.7 і 2.8.
Таблиця 2.7
| № з/п | Найменування операції | t,мм | Lр,мм | Lр.х.,мм | То,хв | S,мм/об | Швидкості різання і обороти шпинделю | N,кВт | |||
| розраховані | прийняті | ||||||||||
| V | n | V | n | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 005 | Фрезерна1.Фрезеруванняплощини | 1,4 | 125 | 149 | 0,155 | Sz0,12мм/зуб | 173,4 | 552 | 157 | 500 | 2,8 |
| 2.Фрезерування іншої площини | 1,4 | 125 | 149 | 0,155 | 0,12 | 173,4 | 552 | 157 | 500 | 2,8 | |
| 010 | Фрезерна1.Фрезеруванняоснови начорно | 1 | 125 | 149 | 0,31 | 0,12 | 157 | 500 | |||
| 2.Фрезеруванняоснови начисто | 0,25 | 125 | 149 | 0,31 | 0,12 | 157 | 500 | ||||
| 3.Фрезеруваннярозміру 12,6 | 0,25 | 40 | 96 | 0,2 | 0,12 | 157 | 500 | ||||
| 4.Фрезеруваннярозміру 35 | 1,3 | 40 | 55 | 0,115 | 0,12 | 157 | 500 | ||||
| 015 | Фрезерна Фрезерування торця | 2,5 | 35 | 60 | 0,125 | 0,12 | 157 | 500 | |||
| 020 | Фрезерна Фрезерування 2-х фасок 5х45° | 5 | 40х2 | 48х2 | 0,635 | 0,06 | 25 | 398 | 19,8 | 315 | |
| 025 | Фрезерна Фрезерування пов. і пазу 2 начисто | 0,25 | 40 | 96 | 2,4 | 0,08 | 160 | 509 | 157 | 500 | |
| 030 | Фрезерна1.Фрезерування 4-х поверхонь | 14 | 259 | 2,056 | 0,05 | 27,6 | 628 | 27,7 | 630 | 0,82 | |
| 2.Фрезеруваняя пазу "ластівки хвіст" | 3 | 18 | 40 | 0,333 | 0,03 | 37,9 | 603 | 31,4 | 500 | 0,04 | |
| 3.Зенкерування Ø19,4 | 1,3 | 12 | 19 | 0,158 | 0,6 | 14,7 | 241 | 12,2 | 200 | 0,3 | |
| 4. Свердління Ø4,3 | 2,15 | 10 | 12 | 0,075 | 0,1 | 31,1 | 2303 | 21,6 | 1600 | 0,17 | |
| 035 | Довбальна | 3,5 | 21 | 35 | 0,535 | 0,2 | 21,4 | 305д.х./хв | 14,7 | 210д.х./хв | 1,2 |
| 040 | Слюсарна1. Нарізання різьби М5 | 0,35 | 6 | 10 | 0,05 | 0,8 | 4 | 255 | 3,9 | 250 | |
| 2.Зенкування Ø23 | 1,5 | 4 | 7 | 0,056 | 0,5 | 20 | 277 | 18,1 | 250 | - | |
| 3.Запилювання 2-х фасок 0,6х45° | 0,8 | ||||||||||
| 4.Зняття задирків | - | - | - | 1,7 | - | - | - | - | - | - | |
| 045 | Термічна | - | - | - | - | - | - | - | - | - | - |
| 050 | Свердлильна | 0,3 | 12 | 22 | 0,22 | 0,8 | 9,1 | 144,9 | 7,85 | 125 | - |
| 055 | Контрольна | - | - | - | - | - | - | - | - | - | - |
Таблиця 2.8
| № опера-ції | Найменування операції | Основний час, хв | Оперативний час, хв | Допоміжний час, хв | Час на обслуговування, % | Час на відпочинок, % | Штучний час, хв. | Підготовчо-заключний час, хв | Величина партії деталей, шт. | Штучно-калькуляційний час, хв | ||
| Установка і зняття деталі | Зв’язане з переходами | Вимірювання деталі | ||||||||||
| 005 | Фрезерна | 0,31 | 0,55 | 0,07 | 0,1 | 0,07 | 1,4 | 6 | 0,59 | 15 | 802 | 0,57 |
| 010 | Фрезерна | 0,935 | 1,605 | 0,32 | 0,12 | 0,23 | 1,4 | 6 | 1,724 | 15 | 270 | 1,78 |
| 015 | Фрезерна | 0,125 | 0,385 | 0,08 | 0,1 | 0,08 | 1,4 | 6 | 0,413 | 15 | 1126 | 0,426 |
| 020 | Фрезерна | 0,635 | 0,885 | 0,08 | 0,11 | 0,06 | 1,4 | 6 | 0,95 | 15 | 489 | 0,98 |
| 025 | Фрезерна | 2,4 | 2,74 | 0,08 | 0,15 | 0,11 | 1,4 | 6 | 2,943 | 15 | 158 | 3,038 |
| 030 | Фрезерна | 2,622 | 3,409 | 0,787 | 1,4 | 6 | 3,66 | 24 | 125 | 3,852 | ||
| 035 | Довбальна | 0,535 | 1,075 | 0,09 | 0,22 | 0,23 | 1,3 | 6 | 1,153 | 12 | 406 | 1,183 |
| 040 | Слюсарна | 2,606 | 3,246 | 0,16 | 0,27 | 0,21 | 1 | 6 | 3,473 | 10 | 135 | 3,547 |
| 045 | Термічна | - | - | - | - | - | - | - | - | - | - | - |
| 050 | Свердлильна | 0,22 | 0,5 | 0.08 | 0,08 | 0,12 | 1 | 6 | 0,535 | 11 | 877 | 0,548 |
| 055 | Контрольна | - | - | - | - | - | - | - | - | - | - | - |
Дата: 2019-07-30, просмотров: 466.