Спочатку від прутка металу із сталі 20Х відрубають необхідну заготовку. Її об’єм дорівнює об’єму готової заготовки з урахуванням окалини і облою. Потім заготовку нагрівають у термічних печах до необхідної температури. Нагріту заготовку розташовують у відкритий штамп і штампують на КГШП. Така штамповка забезпечує виготовлення відносно точних штамповок без зсуву і з підвищеною у порівнянні з молотами продуктивністю. Після штамповки заготовку для зняття залишкових напруг відпалюють.
Для зняття задирків і окалини заготовку галтують або травлять у розчині соляної кислоти.
2.1.3 Вибір загальних припусків і розрахунок розмірів заготовки по таблицям
Припуски і допуски на обробку поковок визначаються по ГОСТ 7505-89 ”Поковки стальні штамповані. Допуски, припуски та ковальські напуски”. За цим ГОСТом розраховуємо всі припуски, крім 2-х: діаметру отвору і товщина деталі 12-0,12. Ці два розміри ми розрахуємо розрахунковим методом. Отримані результати зводимо у таблицю 2.1.
2.1.4.Визначення операційних припусків, розмірів та допусків на один діаметральний та один лінійний розміри розрахунковим методом.
Розрахунок припуску на діаметральний розмір виконуємо для точного отвору Ø20Н9 (+0,052). Деталь виготовлена з сталі 20Х ГОСТ 4543-71. Заготовка - штамповка на КГШП, другого класу точності. Поверхня Ø20 виконана по 9 квалітету точності і має параметр шорсткості 2,5√.
Тому маршрутна технологія обробки цієї поверхні має вид:
1.зенкерування попереднє;
2.розгортання остаточне.
Розрахунок припусків ведеться у порядку зворотньому маршрутній технології. Мінімальний припуск при обробці внутрішніх поверхонь (двосторонній припуск) визначається за формулою:
 , стр.175 [2]
, стр.175 [2]
де:  - висота нерівностей профілю на попередньому переході табл.12 с.186 і табл.24 с.188 [2]
- висота нерівностей профілю на попередньому переході табл.12 с.186 і табл.24 с.188 [2]
 - глибина дефектного поверхневого шару на попередньому переході - ті ж таблиці.
- глибина дефектного поверхневого шару на попередньому переході - ті ж таблиці.
ΔΣі-1 = 
де: Δекс = 0,8 мм - відхилення від концентричності отворів табл.17 с.186 
Δжол = 0,5 мм - жолоблення поковок типу дисків і важелів, що отримують на пресах табл.17 с.186 
Δ  =
=  = 0,943 мм = 943 мкм - для заготовки;
= 0,943 мм = 943 мкм - для заготовки;
 = 943 · 0,06 = 57 мкм = 0,057 мм - для зенкерування
= 943 · 0,06 = 57 мкм = 0,057 мм - для зенкерування
 = 943 · 0,02 = 19 мкм = 0,019 мм - для розгортання
= 943 · 0,02 = 19 мкм = 0,019 мм - для розгортання
εί - погрішність установки заготовки на переході, що виконується табл.4.13 с.81  , εί = 60мкм = 0,06 мм - при встановленні у пневматичні лещата попередньо обробленої заготовки.
, εί = 60мкм = 0,06 мм - при встановленні у пневматичні лещата попередньо обробленої заготовки.
Вибрані дані заносимо у таблицю.
Таблиця 2.3
| Технологічні переходи обробки поверхні | Елементи припуску | Допуск δ, мкм | |||
| Rz | h | ∆ | ε | ||
| Заготовка | 160 | 200 | 943 | - | 900 |
| Зенкерування | 32 | 50 | 57 | 60 | 300 |
| Розгортання | 5 | 10 | 19 | 60 | 52 |
Розраховуємо мінімальний припуск на механічну обробку:
а) припуск на зенкерування
2Z  = 2 · (160 + 200 +
= 2 · (160 + 200 +  ) = 2610 мкм = 2,61 мм
) = 2610 мкм = 2,61 мм
б) припуск на розгортання
2Z  = 2 · (32 + 50 +
= 2 · (32 + 50 +  ) = 330 мкм = 0,33 мм
) = 330 мкм = 0,33 мм
Визначаємо розрахункові та граничні розміри:
d  = d
= d  = 20,052 мм
= 20,052 мм
d  = d
= d  = d - 2Z = 20,052 - 0,33 = 19,722 мм
= d - 2Z = 20,052 - 0,33 = 19,722 мм
d  = d
= d  = d - 2Z
= d - 2Z  = 19,722 - 2,61 = 17,112 мм
= 19,722 - 2,61 = 17,112 мм
d = 20,000 мм
d = d - δ  = 19,722 - 0,3 = 19,422 мм
= 19,722 - 0,3 = 19,422 мм
d  = d - δ
= d - δ  = 17,112 - 0,9 = 16,212 мм
= 17,112 - 0,9 = 16,212 мм
Визначаємо граничні та загальні припуски:
2Z = 0,33 мм
2Z = 2,61 мм
2Z = d - d = 20,000 - 19,422 = 0,578 мм
2Z = d - d = 19,422 - 16,212 = 3,21 мм
2Z  = 2Z + 2Z = 0,33 + 2,61 = 2,94 мм
= 2Z + 2Z = 0,33 + 2,61 = 2,94 мм
2Z  = 2Z + 2Z = 0,578 + 3,21 = 3,788 мм
= 2Z + 2Z = 0,578 + 3,21 = 3,788 мм
Результати всіх розрахунків для зручності зводимо у таблицю.
Таблиця 2.4
| Технологічні переходи обробки поверхні | Розрахун- ковий припуск, 2Zmin, мкм | Розрахунковий розмір dр, мм | Граничний розмір, мм | Граничний розмір припуску, мм | ||
| dmax | dmin | 2Zmin | 2Zmax | |||
| Заготовка | - | 17,112 | 17,112 | 16,212 | - | - |
| Зенкерування | 2610 | 19,722 | 19,722 | 19,422 | 2,61 | 3,21 |
| Розгортання | 330 | 20,052 | 20,052 | 20,000 | 0,33 | 0,578 |
| Разом | 2,94 | 3,788 | ||||
Розраховуємо припуск на лінійний розмір 12-0,1. Маршрут обробки цього розміру: 1.фрезерування чорнове;
2. фрезерування чистове.
Для послідовної обробки протилежних поверхонь:
Zmin = Rzi-1 + hi-1 + ΔΣi-1 + εί
Rz = 160 мкм; h = 200 мкм - для заготовки;
Rz = 32 мкм; h = 50 мкм - для фрезерування чорнового;
Rz = 10 мкм; h = 15 мкм - для фрезерування чистового.
ΔΣі-1 =  =
=  = 640 мкм = 0,64 мм
= 640 мкм = 0,64 мм
де:  = 400 мкм = 0,4 мм - відхилення від співвісності елементів, що штампуються у різних половинах штампів табл.18 с.187 [4]
= 400 мкм = 0,4 мм - відхилення від співвісності елементів, що штампуються у різних половинах штампів табл.18 с.187 [4]
ΔΣ1 = ΔΣ · 0,06 = 0,64 · 0,06 = 0,038 мм - для чорнового фрезерування;
ΔΣ11= ΔΣ · 0,02 = 0,64 · 0,02 = 0,013 мм - для чистового фрезерування.
ε = 60 мкм - погрішність установки у пневматичних лещатах попередньо обробленої заготовки.
Мінімальний припуск на механічну обробку (на бік):
а) припуск на чистове фрезерування
Z  = 32 + 50 + 38 + 60 = 180 мкм = 0,18 мм
= 32 + 50 + 38 + 60 = 180 мкм = 0,18 мм
На розмір 2Z = 2 ∙ 0,18 = 0,36 мм
б) припуск на чорнове фрезерування
Z  = 160 + 200 + 640 + 60 = 1060 мкм = 1,06 мм
= 160 + 200 + 640 + 60 = 1060 мкм = 1,06 мм
На розмір 2Z = 2 ∙ 1,06 = 2,12 мм
Розрахункові та граничні розміри:
l  = l = 11,9 мм
= l = 11,9 мм
l  = l
= l  = l
= l  + 2Z = 11,9 + 0,36 = 12,26 мм
+ 2Z = 11,9 + 0,36 = 12,26 мм
l  = l
= l  = l + 2Z = 12,26 + 2,12 = 14,38 мм
= l + 2Z = 12,26 + 2,12 = 14,38 мм
l  = 12,00 мм
= 12,00 мм
l  = l + δ
= l + δ  = 12,26 + 0,3 = 12,56 мм
= 12,26 + 0,3 = 12,56 мм
l  = l + δ
= l + δ  = 14,38 + 0,9 = 15,28 мм
= 14,38 + 0,9 = 15,28 мм
Граничні та загальні припуски:
2Z = 0,36 мм, 2Z = l - l = 12,56 - 12,00 = 0,56 мм
2Z = 2,12 мм, 2Z = l - l = 15,28 - 12,56 = 2,72 мм
2Z  = 2Z + 2Z = 0,36 + 2,12 = 2,48 мм
= 2Z + 2Z = 0,36 + 2,12 = 2,48 мм
2Z  = 2Z + 2Z = 0,56 + 2,72 = 3,1 мм
= 2Z + 2Z = 0,56 + 2,72 = 3,1 мм
Отримані результати заносимо у таблицю 2.5.
Таблиця 2.5
| Технологічні переходи | Розрахун-ковий припуск, мкм | Розрахун- ковий розмір, мм | Допуск, мм | Граничний розмір, мм | Граничне значення припуску, мм | ||
| lmax | lmin | 2Zmax | 2Zmin | ||||
| Фрезер. чистове | 360 | 11,9 | 0,1 | 12,00 | 11,90 | 0,56 | 0,36 |
| Фрезер. чорнове | 2120 | 12,08 | 0,3 | 12,56 | 12,26 | 2,72 | 2,12 |
| Заготовка | - | 14,2 | 0,9 | 15,28 | 14,38 | - | - |
| Разом | 3,28 | 2,48 | |||||
На основі наведених розрахунків будуємо схему графічного зображення припусків і допусків на обробку отворів Ø20Н9 (+0,052).
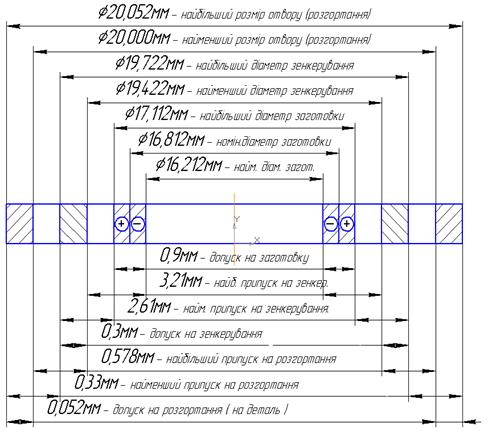
Рис.2.4
Будуємо схему графічного зображення припусків і допусків на обробку поверхонь з розміром 12-0,1.
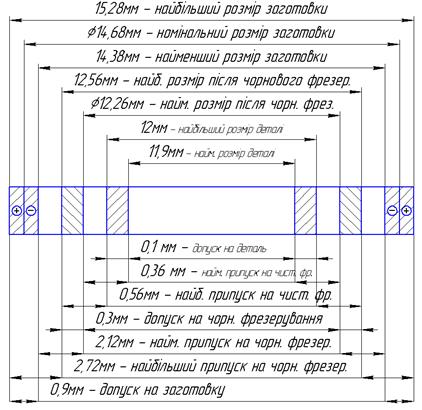
Рис.2.5
Дата: 2019-07-30, просмотров: 460.